Изобретение относится к прокатному производству, а именно к системам контроля и регулирования параметров прокатки. Известно устройство, в котором в качестве датчика наличия металла в валках используют датчик давлени металла па валки и пороговый элеме Сигнал ненагруженного датчика давления металла на валки принимают за отсутствие металла в клети, а при входе полосы в клеть сигнал датчика давления металла на валки увеличивается и превышает установл ный порог, что является сигналом о наличии металла в клети С11. Однако данное устройство дает ложные срабатывания при определени наличия металла в валках в случае прокатки металла с отрицательным раствором между валками (забой вал ков и требует частой подстройки пороговых элементов, известно такнсе устройство, содержащее ключ, информационный вход которого соединен с выходом датчика давления металла на валки, а выход соединен через интегрозапоминающее звено с вторым входом сум матора, первый вход которого связа с датчиком давления металла на вал ки, выход сумматора через пороговый элемент связан с управляющим входом ключа С21. Однако при включении известного устройства интегрозапоминающее. зве но обнулено, поэтому в момент забо валков информация от датчика давле ния металла на валки через сумматор поступает на выход порогового элемента и сигнализирует о наличии металла в валках. Кроме того, ложные срабатывания при-забое валков появляются и при переходе на прокатку полосы нового профилеразмера, так как при этом необходимо выставить очерадйое усилие забоя, а пороговый эл емент отстраивается на строго определеннуЕо его величину, что ограни- инает также чувствител1 ность устройства. Таким образом, недостатком устройства является необходимость подстроек порогового элемента при эксплуатации. Наиболее близким по технической сущности к изобретению является yc ройство, содержащее датчик давления металла на валки, датчик рас вора валков, , входы которого соединены с указанными датчиками, а выход связан с входом поро гового эпемецта. По сумме сигналов двух датчиков определяют наличие или отсутств-ие металла в валках опо формуле h - 3 P/m где а - толщина полосы на выходе клети; S раствор валков до входа полосы в клеть, коэффициент, пропорциональный жесткости клети) давление металла на валки. Устройство позволяет исключить ложные срабатывания при определении наличия металла в валках при прокатке с отрицательным раствором между валками Dl. Однако при положительном растворе валков (валки разведены сигнал датчика раствора валков не несет информации о наличии или отсутствии металла в валках. В то же время, устройство требует постоянной подстройки порогового элемента при эксплуатации. Цель изобретения - повышение надежности путем исключения ложных срабатываний, Поставленная цель достигается тем, что в устройстве для- определения наличия металла в валках прокат-ной клети, содержащем сумматор, датчик раствора валков и датчик давления метсьлла .на валки , связанный с первым входом сумматора, второй вход |(оторого подсоединен к датчику раствора валков, дополнительно содержит первый и второй компараторы, схему И , задатчик зоны нечувствительности датчика давления металла на валки, задатчик зазора между рабочими валками, причем первый вход сумматора соединен с первым входом первого компаратора, к второму входу которого подсоединен задатчик зоны нечувствительности датчика давления металла на валки, выход первого компаратора соединен с первым входом схемы И, выход сумматора подсоединен к первому входу второго компаратора, к второг«1У входу которого подсоединен задатчик зазора между рабочими валками, выход второго компаратора соединен с вторым входом схемы И. Перед прокаткой очередного рулона прокатные валки могут быть разведены при этом усилие прокатки , раствор валков- , зазор между валками f О) сведены до соприкосновения верхнего и нижнего рабочих валков (при этом , S 0, f 0) или установлены в забой (при этом Р О , S.0, f 0). При подаче полос1ы в клеть в предварительно разведенные валки Р V-О , ,f 0. При подаче полосьЛ в предваритсгльно сведенные до соприкосновения валки Р О, , при подаче полосы в валки, предварительно установленные в забой, Р 0,StO, f О, поэтому критерием наличия металла в валках является выполнение условия Р О, f О. Для выполнения этого условия дополнительно вве/1ены задатчик зоны нечувствитешьности датчика давления металла на валки, задатчик за зора между рабочими валками, первый и второй компараторы, которые формируют на входах схемы И при наличии металла в валках единичные сигналы. При отсутствии металла в валках при положительном или отрицательном растворах валков на одном из входов схемы И нулевой сигнал, поэтому на выходе схемы И сигнал равен нулю, что соответствует отсутствию металла в валках. На чертеже представлена блоксхема -устройства определения наличия металла в валках прокатной кле ти. Устрой-ство содержит датчик 1 да ления металла на валки, связанный с первым входом сумматора 2, а так же с первым входом первого компаратора 3, к второму входу которого подсоединен задатчик 4 зоны нечувствительности датчика давления металла на валки. Выход первого компаратора 3 связан с первым входом схемы И 5, датчик 6 раствора валков связан с вторым входом сумматора 2, выход последнего подсоединен к первому входу второго компаратора 7, к второму входу которого подключен выход задатчика 8 зазора между рабочими валками, выход второго компаратора 7 связан с вто рым входом схемы 5 И. Выходные сигналы датчика 1 давления металла на валки и датчика 6 раствора валков поступают на пер вые и вторые входы сумматора 2, Си нал на выходе сумматора 2 пропорци нален выходной толщине полосы, кот рая в свою очередь определяет зазо f между рабочими валками. При установке рабочих валков в соприкосновение, а также при их от рицательном растворе величина зазора равна нулю, поэтому сигнал на вы ходе сумматора 2 отсутствует. Это достигается настройкой коэффициент передачи датчика 1 давления металла на валки и датчика 6 раствора валков. При этом отрицательный раствор валков пропорционален давлению прокатки во всем диапазоне забоя. Выходной сигнал датчика 1 давления металла на валки поступает на первый вход первого компаратора 3, на второй вход его поступает сиг нал из задатчика 4 зоны нечувствительности датчика давления металла на валки, внутренняя уставка которого определяется начальным (плйваю щим сигналом измерительного элемента датчика 1 давления металла на валки. При превышении текущим сигналом датчика 1 давления металла на валки этой уставки на . вмходе первого компаратора 3 появляется единичный сигнал, поступающий на первый вход схемы И 5. Выходной сигнал сумматора 2, характеризующий зазор между рабочими валками, поступает на первый вход второго компаратора 7, на BTopafi вход которого поступает сигнал из задатчика 8 зазора между рабочими валками. Величина уставки задатчика 8 зазора между рабочими валками определяется половиной минимального значения толщины полосы, выбранного из диапазона прокатываемого сортамента. При превы-уении сигналом из сумматора 2 этой уставки на выходе вто-рого компаратор 7 появляется единичный сигнал, поступающий на второй вход cxebtj И 5, на выходе которой появляется сигнал наличия металла 13 валках только при единичных сигналах на первом и втором его входах. При отсутствии полосы в валках в случае их положительного раствора давление прокатки равно нулю, а раствор валков Дольше нуля, поэтому на выходе сумматора 2 сигнал, характеризующий зазор между рабочими валками, больше нуля. Этот положительный сигнал поступает на первый вход второго KOMnapfiTopa 7. В зависимости от уровня сигналов, поступающих с выхода сумматора 2 и с выхода задатчика В зазора между рабочими в-алкa ли соответственно на первый и второй входы второго компаратора 7, на выходе его, в этом случае может быть нулевой или единичный сигнал, который передается на второй вход схемы И 5 . В то же врем.я нулевой сигнал с выхода датчика 1 давления металла на валки поступает на первый вход первого компаратора 3. Этот сигнал не превышает уставки задатчика 4 зоны нечувствитель ности датчика давления металла на валки, поэтому на выходе первого компаратора: 3 и тем самым на первом входе схемы И 5 сигнал нулевой. При таких значениях сигналов на первом и втором входах схемы И 5 последний выдает на выходе сигнал отсутствия еталла в валках. , При подаче полосы в валки с их положительным раствором Р О и i 0 . Положительные сигналы с выхода датчика 1 давления металла на валки и с,выхода сумматора 2 поступают на первые входы первого 3 и второго 7 компараторов соответственно и превышают уставки задатчика 4 зоны нечувствительности датчика давления еталла на валки и яадатчика 8 зазора мех(ду рабочими валками. При этом первый 3 и второй 7 компараторы срабатывают и выдают на первые и вторые входы cxeMtJ И 5 единичные сигналы. На выходе схемы И 5 пр таком совпадении появляется сигнал наличия метсшла в валках.
При отсутствии полосы в валках в случае соприкосновения рабочих валков давление прокатки равно нулю раствор валков и их зазор также равны нулю, поэтому на входах перврго .3 и второго 7 компараторов и тем самым на. первом и втором входах схемы И 5 нулевые сигналы.
Схема И 5 выдает сигнал отсутствия металла в валках.
При подаче полосы в валки, предварительно сведенные до соприкосноввняя, давление прокатки и зазор между рабочими валками болыле нуля. В этом случае положительные сигналы: с выходов датчика 1 давления мета1лла на валки и сумматора 2 поступют соответственно на первые входы первого 3. и второго 7 компараторов и прев111шают уставки задатчика 4 зоны нечувствительности датчика давления металла на валки и задатчика 8 з.азора между рабочими валками, которые поступают соответственно на вторые входы .первого 3 и. второго 7 компараторов. Компараторы 3 и 7срабатывают и выдают единичные сигналы на первые и вторые входы схемы И,5, на выходе которой появляется сигнал наличия металла в вгшках.
При отсутствии полосы в валках в случае их отрицательного раствора давление прокатки большие нуля ( раствор валков - отрицательная величина) , зазор также равен нулю, поэтому на первом входе второго компаратора 7 и тем самым на втором входе схемыИ 5 нулевой сигнал. В то же время с выхода датчика 1 давления металла на валки положительный сигнал поступает на первый вход первого компаратора 3 и превышает устаку задатчика 4 зоны нечувствительности датчика давления металла на вки, которая поступает на второй вход первого компаратора3. Первый компаратор 3 срабатывает и. выдает на первый вход И 5 единичный сигнал. Схема И-5 выдает сигнал отсутствия металла в валках.
При подаче полосы в валки с отрицательн1Ф1 раствором давление прокатки и зазор между валками больше нуля. В этом случае положительные сигналы с выхода датчика 1 давления металла на валки и с выхода сумматора 2 поступают соответственн ,на первые входы первого 3 и второго 7 компараторов и превышают уставки задатчика .4 зоны нечувствительности датчика давления металла на валки и задатчика 8 зазора между рабочими валками, которые поступают на вторы входы первого 3 и второго 7 компараторов соответственно.
Первый 3 и второй 7 компараторы срабатьлвают и выдают единичные сигналы на первые и вторые входы схемы И §, на выходе которой при совпадении входных сигналов появляется сигнал наличия металла в валках.
Ожидаемый экономический эффект от внедрения устройства на одной клети составляет 50 тыс.руб.в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для регулирования раствора и профиля валков | 1978 |
|
SU747703A1 |
| Устройство управления подачей эмульсии на многоклетевом стане | 1982 |
|
SU1047564A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Устройство управления подачей эмульсии на валки стана холодной прокатки | 1982 |
|
SU1044359A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Устройство управления многоклетевым непрерывным станом | 1987 |
|
SU1475749A1 |
| Устройство автоматического регулирования температуры полосы в процессе горячей прокатки | 1986 |
|
SU1319960A1 |
УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ МЕТАЛЛА В ВАЛКАХ ПРОКАТНОЙ КЛЕТИ, содержащее сумматор, датчик раствора валков и датчик давления металла на валки, связанный с первым входом сумматора, второй вход которого подсоединен к датчику раст- . вора валков, о т л и ч а ю щ е е с я- тем, что, с целью повышения надежности путем исключения ложных срабатываний, оно дополнительно содержит первый и второй компараторы, схему И, задатчик зоны нечувствительности датчика давления металла на валки, задатчик зазора между рабочими валками, причем первый вход сумматора соединен с первым входом первого компаратора, к второму входу которого подсоединен задатчик зоны нечувствительности датчика давления металла на валки, выход первого компаратора соединен с первым входом схемы И, выход сумматора подсоединен к первому входу (Л второго компаратора, к вюрому входу которого подсоединен задатчик зазора между рабочими валками, выход второго компаратора соединен с втррым входом схемл И, о эо со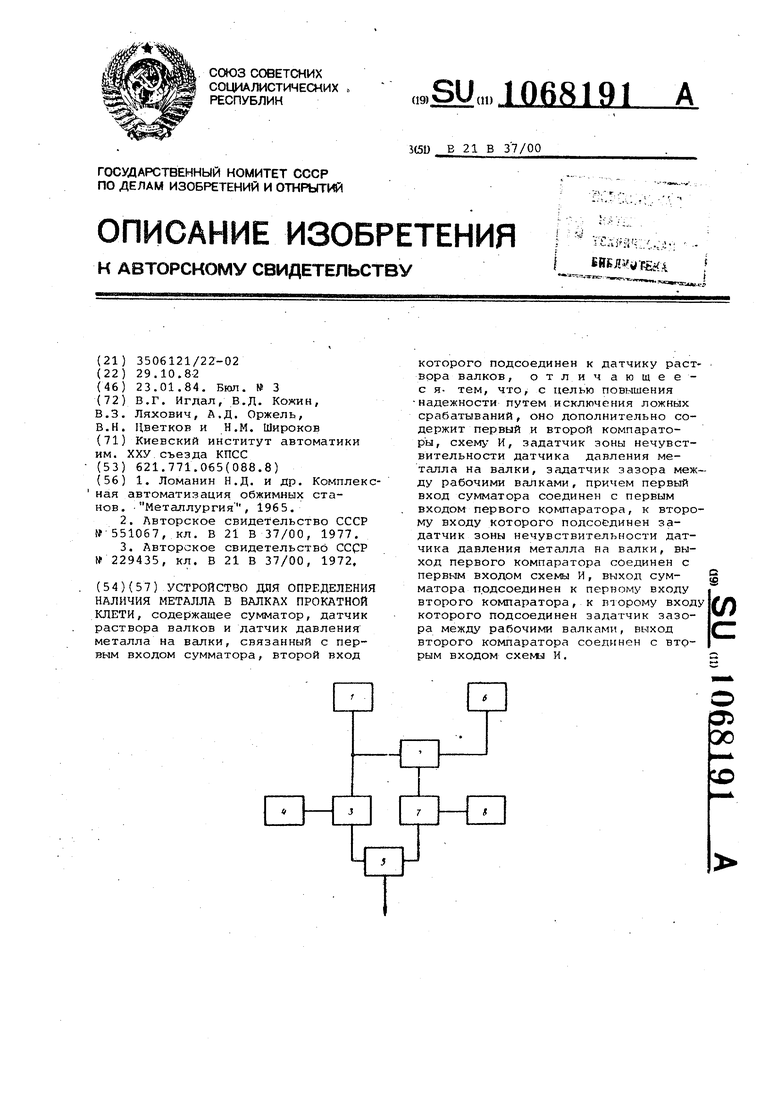
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ломании Н.Д | |||
| и др | |||
| Комплексная автоматизация обжимных станов | |||
| - Металлургия, 1965 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
