Изобретение относится к автоматизации прокатного производства и може быть использовано для регулирования температуры полос в процессе горячей прокатки.
Цель изобретения - увеличение вькода годного по физико-механическим свойствам проката за счет повышения точности и качества регулирования температуры полос.
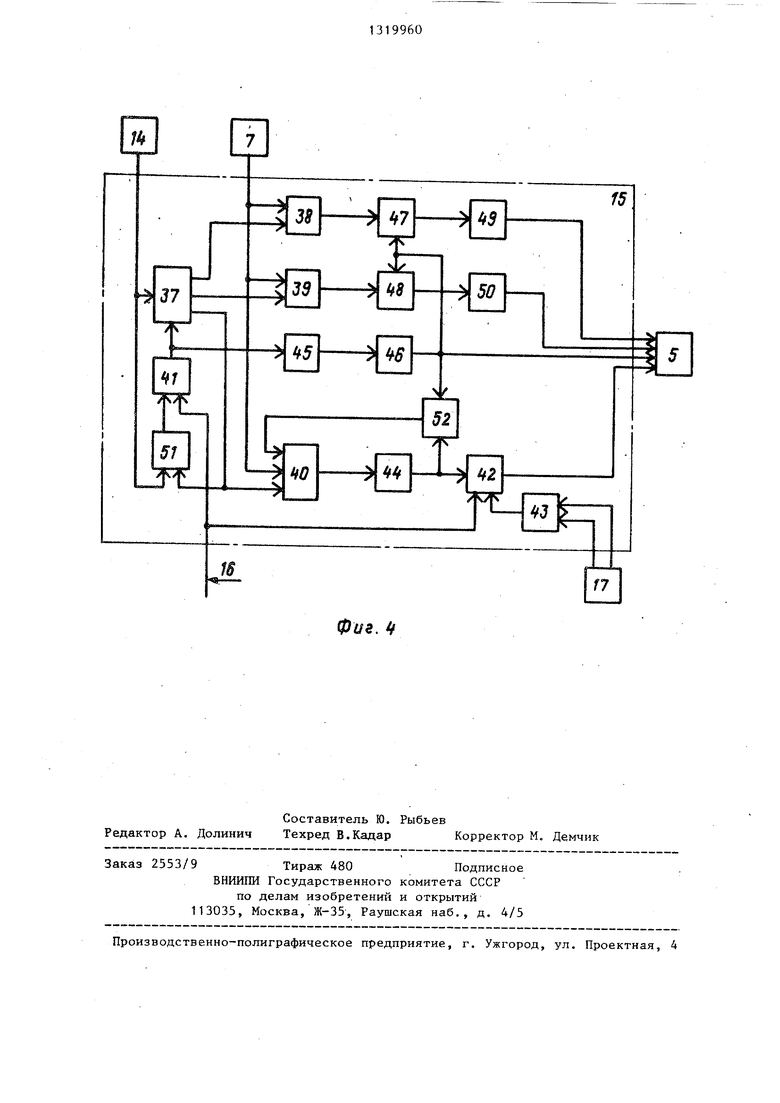
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - внутренняя структура вычислительного блока} на фиг. 3 - внутренняя структура блока формирования широтных сигналов управления; на фиг. 4 - внутренняя структура блока управления.
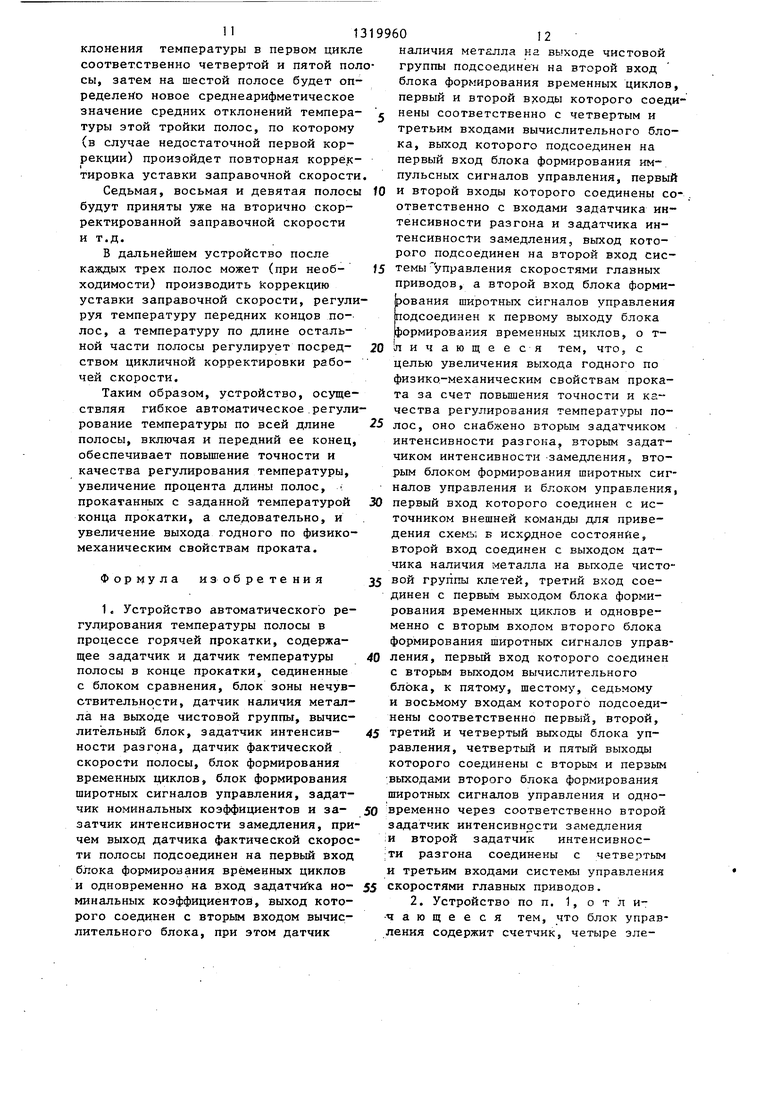
Устройство содержит задатчик Т (фиг. 1) и датчик 2 температуры полосы в конце прокатки, подсоединенные к блоку 3 сравнения, которьш через блок 4 зоны нечувствительности подсоединен к первому входу вычислительного блока 5, первый выход которого соединен с первьм входом блока 6 формирования широтных сигналов управления, второй вход которого соединен с первым выходом блока 7 формирования временных циклов, а первьй и второй выходы подсоединены соответ- ственно на вход задатчика 8 интенсивности разгона и вход задатчика 9 интенсивности замедления, выходы которых соответственно подсоединены на
первьй и второй входы системы 10 уп- 35 прокатки составляет 3-4 с. равления скоростями главных приводов Во время интервала обработки про- 115 причем на второй вход вычислитель- исходит отработ ка главными приводами ного блока 5 подсоединен выход задатчика 12 номинальных коэффициентов, подсоединенного на выход датчика 13 фактической скорости полосы, выход которого одновременно подсоединен к первому входу блока 7 формирования временных циклов, первый и второй вы-г ходы которого соединены соответствег- 45 менения температуры, до датчика темно с четвертым и третьим входами вы- пературы полосы в конце прокатки.
сформированного широтного сигнала управления и транспортировка участка 40 полосы от эквивалентной точки приложения широтного сигнала управления (например четвертая чистовая клеть при семиклетевой чистовой группе), где проявилось воздейстаие в виде изчислительного блока 5, а второй вход подсоединен к датчику 14 наличия металла на выходе чистовой группы и одновременно к второму вХоду блока 15 управления, первьй вход которого соединен с источником 16 внешней команды для приведения схемы в исходное состояние, а третий вход соединен с первым выходом блока 7 формирования временных циклов и обновременно со вторым вхЪдом блока 17 формирования широтных сигналов управления, первый
0
вход которого соединен с вторым (дополнительным) выходом вычислительного блока 5, пятый, шестой, седьмой и восьмой (дополнительные) входы которого соединены соответственно с первым, вторьш, третьим и четвертым выходами блока 15 управления, четвертый и пятый выходы которого соединены соответственно с вторым и первым выходами блока 17 формирования широтного сигнала управления и одновременно через соответственно задатчик 18 интенсивности замедления и задатчик. 19 интенсивности разгона соединены с
5 четвертым и третьим (дополнительными) входами системы 10 управления скоростями главных приводов.
Блок 7 формирования временных циклов, представляющий собой несимметрич0 ный таймер, осущест1вляет такой режим работы устройства, при котором учи- тьюается транспортное запаздывание объекта. Этот блок по сигналу наличия металла под датчиком температуры полосы в конце прокатки на каждой полосе формирует серию временных циклов в функции скорости прокатки-. Каждый временной цикл состоит из интервала измерения и интервала обработки. В течение интервала измерения производится замер температуры и усреднение отклонения фактической температуры от заданной. Практически это время в зависимости от скорости
5
35 прокатки составляет 3-4 с. Во время интервала обработки про- исходит отработ ка главными приводами 45 менения температуры, до датчика тем пературы полосы в конце прокатки.
сформированного широтного сигнала управления и транспортировка участка 40 полосы от эквивалентной точки приложения широтного сигнала управления (например четвертая чистовая клеть при семиклетевой чистовой группе), где проявилось воздейстаие в виде из50
Практически это время в зависимости от скорости прокатки составляет 6-8 с.
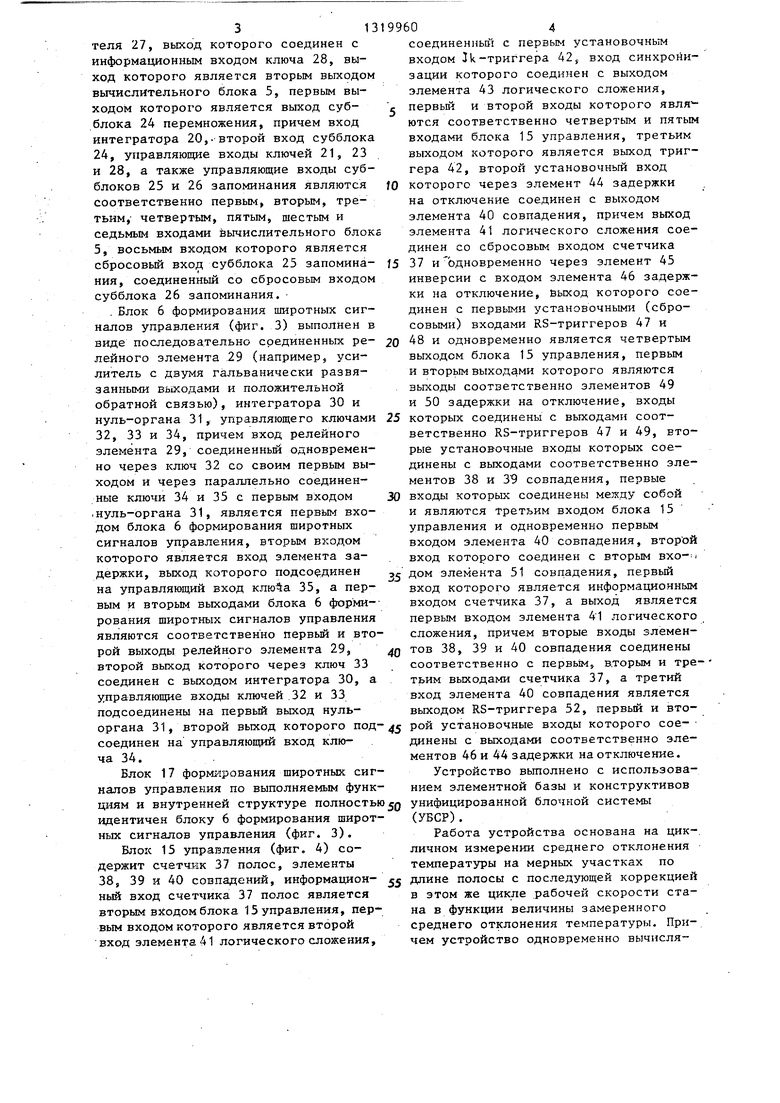
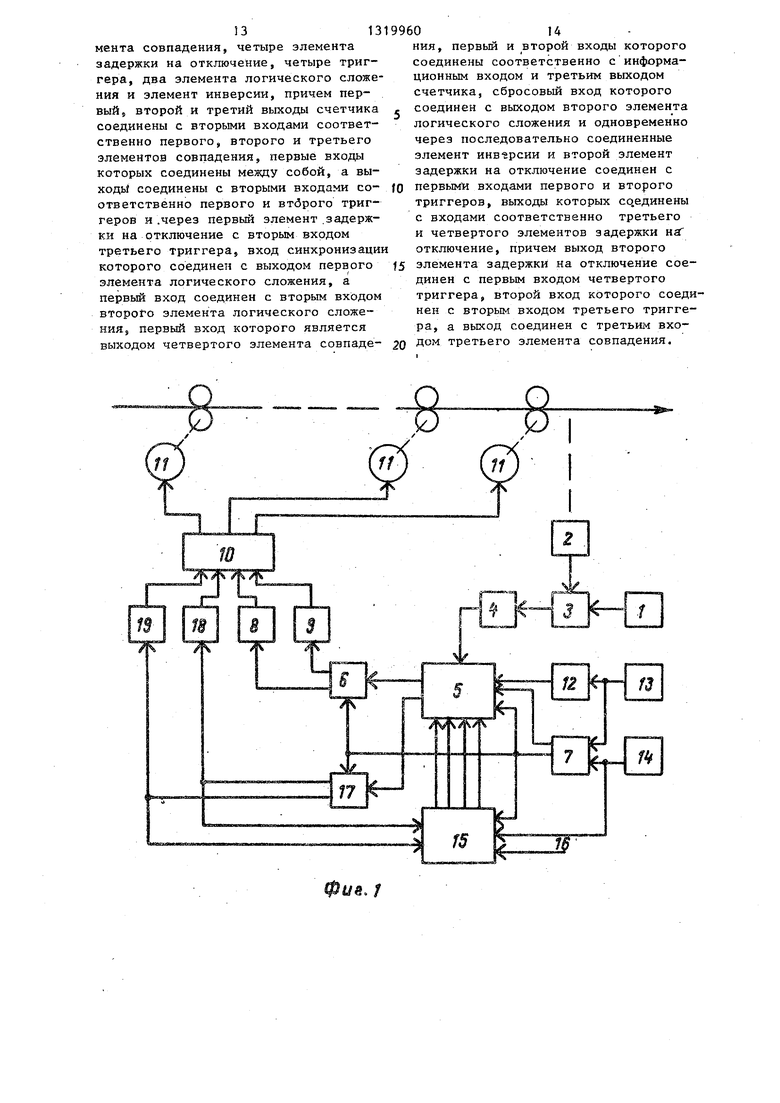
Вычислительный блок 5 (фиг. 2) выполнен в виде последовательно соединенных интегратора 20, ключа 21, субблока 22 запоминания, ключа 23, субблока 24 перемножения, выход которо- 55 го соединен непосредственно с третьим и одновременно через субблоки 25 и 26 запоминания соответственно с первым и вторым входами суммирующего усилителя 27, выход которого соединен с информационным входом ключа 28, выход которого является вторым выходом вычислительного блока 5, первым выходом которого является выход субблока 24 перемножения, причем вход интегратора 20,- второй вход субблока 24, управляющие входы ключей 21, 23 и 28, а также управляющие входы субблоков 25 и 26 запоминания являются соответственно первым, вторым, третьим, четвертым, пятым, шестым и
соединенный с первым установочньм входом Jk-триггера 42j вход синхронизации которого соединен с выходом элемента 43 логического сложения, первый и второй входы которого ются соответственно четвертым и пятым входами блока 15 управления, третьим выходом которого является выход триггера 42, второй установочный вход которого через элемент 44 задержки на отключение соединен с выходом элемента 40 совпадения, причем выход элемента 41 логического сложения соединен со сбросовым входом счетчика
седьмым входами вычислительного блоке
5, восьмым входом которого является
сбросовый вход субблока 25 запомина-}5 37 и одновременно через элемент 45
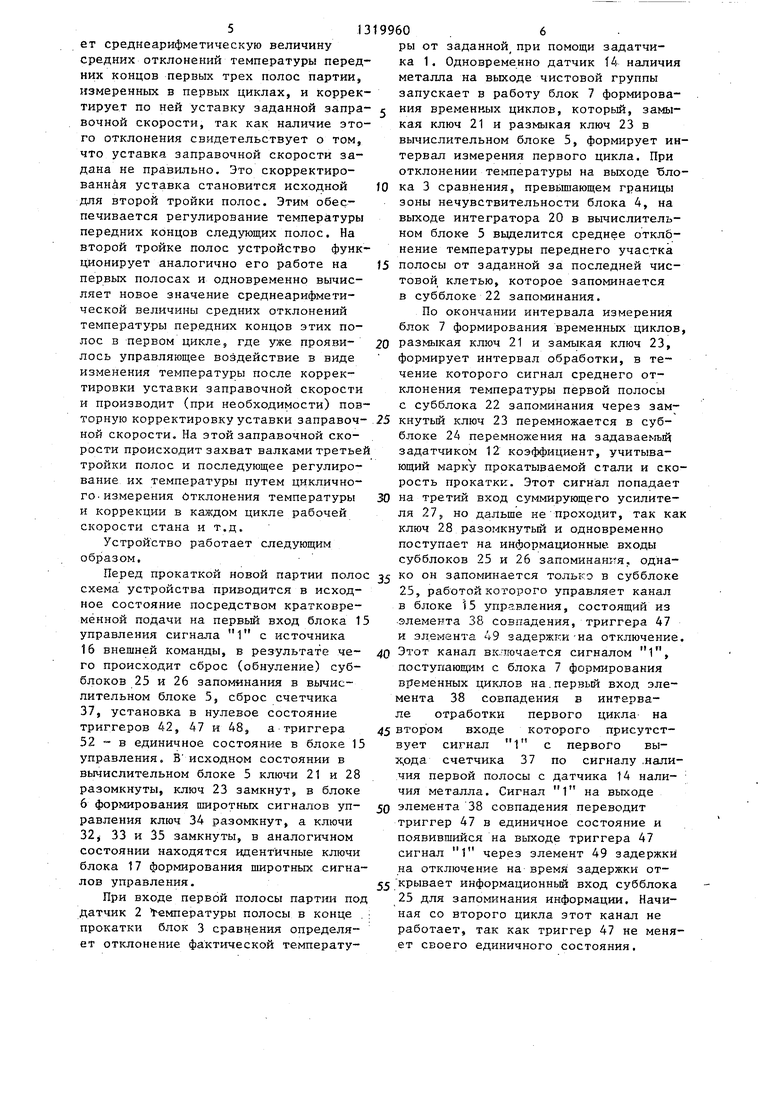
ния, соединенный со сбросовым входом инверсии с входом элемента 46 задержсубблока 26 запоминания,ки на отключение, выход которого сое. Блок 6 формирования ашротных сиг- динен с первыми установочными (сбро- налов управления (фиг. 3) выполнен в совыми) входами RS-триггеров 47 и
виде последовательно соединенных ре-20 одновременно является четвертым
лейного элемента 29 (например, усилитель с двумя гальванически развязанными вьосодами и положительной обратной связью), интегратора 30 и
выходом блока 15 управления, первым и вторым выходами которого являются выходы соответственно элементов 49 и 50 задержки на отключение, входы
нуль-органа 31, управляющего ключами 25 которых соединены с выходами соот- 32, 33 и 34, причем вход релейного ветственно RS-триггеров 47 и 49, втоэлемента 29, соединенный одновременно через ключ 32 со своим первым выходом и через параллельно соединенные ключи 34 и 35 с первым входом .нуль-органа 31, является первым входом блока 6 формирования широтных сигналов управления, вторым входом которого является вход элемента задержки, выход которого подсоединен на управляющий вход 35, а первым и вторым выходами блока 6 форми-- рования широтных сигналов управления являются соответственно первый и второй выходы релейного элемента 29, второй выход которого через ключ 33 соединен с выходом интегратора 30, а управляющие входы ключей .32 и 33 подсоединены на первый выход нульрые установочные входы которых соединены с выходами соответственно элементов 38 и 39 совпадения, первые
30 входы которых соединены между собой и являются третьим входом блока 15 управления и одновременно первым входом элемента 40 совпадения, втор ой вход которого соединен с вторым
35 дом элемента 51 совпадения, первый вход которого является информационным входом счетчика 37, а выход является первым входом элемента 41 логического сложения, причем вторые входы злемен40 тов 38, 39 и 40 совпадения соединены соответственно с nepBbiM, вторым и третьим выходами счетчика 37, а третий вход элемента 40 совпадения является
выходом RS-триггера 52, первьм и вто- органа 31, второй выход которого под- рой установочные входы которого сое- соединен на управляющий вход клю- динены с выходами соответственно эле- ча 34. .ментов 46 и 44 задержки на отключение.
Блок 17 формрфования широтных сиг- Устройство вьтолнено с использова- налов управления по выполняемым функ- нием элементной базы и конструктивов дням и внутренней структуре полностью Q унифицированной блочной системы идентичен блоку 6 формирования широт- (УБСР).
ных сигналов управления (фиг. 3). Работа устройства основана на цик-.
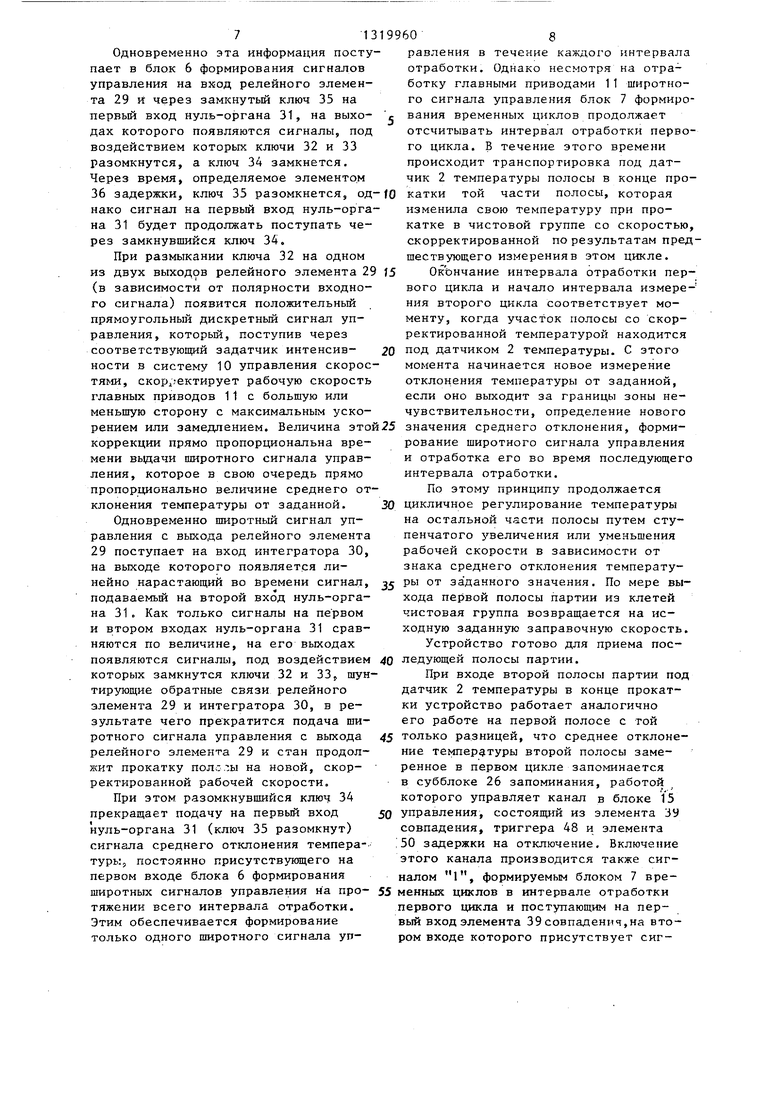
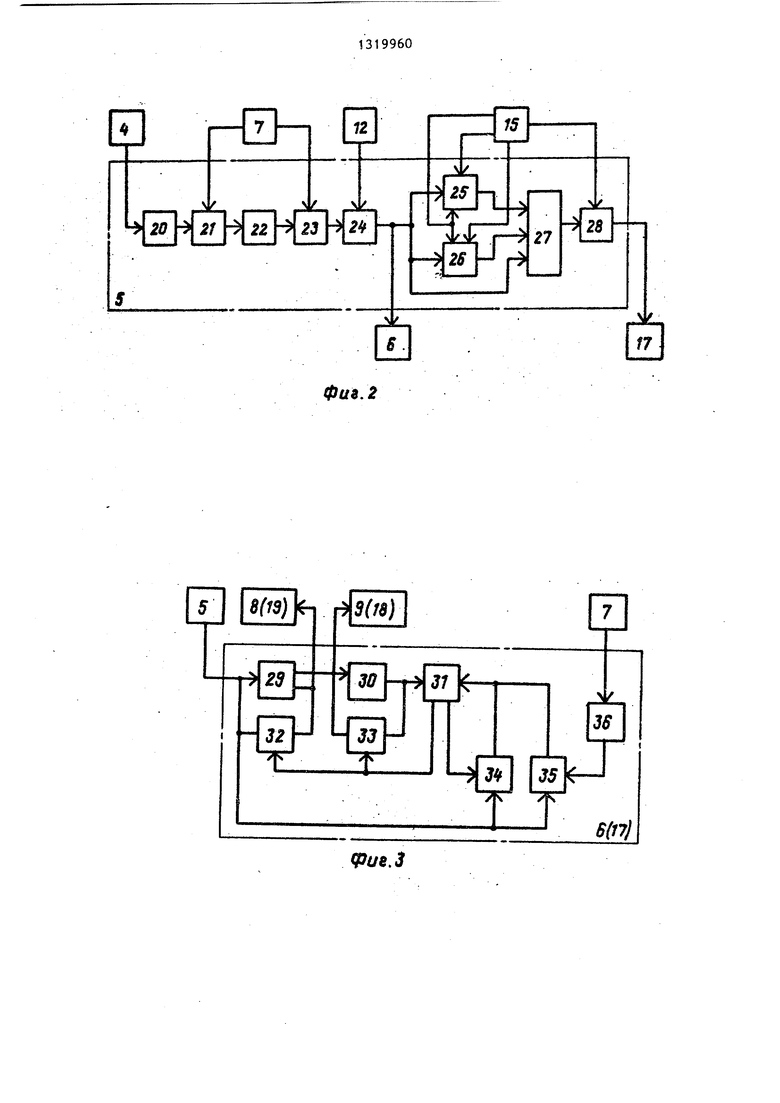
личном измерении среднего отклонения температуры на мерных участках по 38, 39 и 40 совпадений, информацион- длине полосы с последующей коррекцией ный вход счетчика 37 полос является в этом же цикле рабочей скорости ста- вторым входом блока 15 управления, пер- на в функции величины замеренного вым входом которого является второй среднего отклонения температуры, При- вход элемента 41 логического сложения, чем устройство одновременно вычисляБлок 15 управления (фиг. 4) содержит счетчик 37 полос, элементы
соединенный с первым установочньм входом Jk-триггера 42j вход синхронизации которого соединен с выходом элемента 43 логического сложения, первый и второй входы которого ются соответственно четвертым и пятым входами блока 15 управления, третьим выходом которого является выход триггера 42, второй установочный вход которого через элемент 44 задержки на отключение соединен с выходом элемента 40 совпадения, причем выход элемента 41 логического сложения соединен со сбросовым входом счетчика
выходом блока 15 управления, первым и вторым выходами которого являются выходы соответственно элементов 49 и 50 задержки на отключение, входы
рые установочные входы которых соединены с выходами соответственно элементов 38 и 39 совпадения, первые
входы которых соединены между собой и являются третьим входом блока 15 управления и одновременно первым входом элемента 40 совпадения, втор ой вход которого соединен с вторым
ом элемента 51 совпадения, первый вход которого является информационным входом счетчика 37, а выход является первым входом элемента 41 логического сложения, причем вторые входы злементов 38, 39 и 40 совпадения соединены соответственно с nepBbiM, вторым и тре тьим выходами счетчика 37, а третий вход элемента 40 совпадения является
ет среднеарифметическую величину средних отклонений температуры передних концов первых трех полос партии, измеренных в первых циклах, и корректирует ПС ней уставку заданной эапра- ночной скорости, так как наличие этого отклонения свидетельствует о том, что уставка заправочной скорости задана не правильно. Это скорректиро- ваннАя уставка становится исходной для второй тройки полос. Этим обеспечивается регулирование температуры передних концов следующих полос. На второй тройке полос устройство функционирует аналогично его работе на первых полосах и одновременно вычисляет новое значение среднеарифметической величины средних отклонений температуры передних концов этих полос в первом цикле, где уже проявилось управляющее воздействие в виде изменения температуры после корректировки уставки заправочной скорости и производит (при необходимости) повторную корректировку уставки заправочной скорости. На этой заправочной скорости происходит захват валками третье тройки полос и последующее регулирование их температуры путем цикличного, измерения Отклонения температуры и коррекции в каждом цикле рабочей скорости стана и т.д.
Устройство работает следующим образом.
Перед прокаткой новой партии поло схема устройства приводится в исходное состояние посредством кратковременной подачи на первьй вход блока 1 управления сигнала 1 с источника 16 внешней команды, в результате чего происходит сброс (обнуление) субблоков 25 и 26 запоминания в вычислительном блоке 5, сброс счетчика 37, установка в нулевое состояние триггеров 42, 47 и 48, а триггера 52 - в единичное состояние в блоке 15 управления. В исходном состоянии в вычислительном блоке 5 ключи 21 и 28 разомкнуты, ключ 23 замкнут, в блоке 6 формирования широтных сигналов управления ключ 34 разомкнут, а ключи 32j 33 и 35 замкнуты, в аналогичном состоянии находятся идентичные ключи блока 17 формирования широтных сигналов управления.
При входе первой полосы партии по датчик 2 температуры полосы в конце прокатки блок 3 сравнения определяет отклонение фактической температу
to
сс5 . 199606
ры от заданной, при помощи задатчи- ка 1. Одновременно датчик 14 наличия металла на выходе чистовой группы запускает в работу блок 7 формирования временных циклов, которьй, замыкая ключ 21 и размыкая ключ 23 в вычислительном блоке 5, формирует интервал измерения первого цикла. При отклонении температуры на выходе Блока 3 сравнения, превышающем границы зоны нечувствительности блока 4, на выходе интегратора 20 в вычислительном блок-е 5 выделится среднее отклб- нение температуры переднего участка
f5 полосы от заданной за последней чистовой клетью, которое запоминается в субблоке 22 запоминания.
По окончании интервала измерения блок 7 формирования временных циклов,
20 размыкая ключ 21 и замыкая ключ 23, формирует интервал обработки, в течение которого сигнал среднего отклонения температуры первой полосы с субблока 22 запоминания через зам25 кнутый ключ 23 перемножается в субблоке 24 перемножения на зaдaвae ый задатчиком 12 коэффициент, учитывающий марку прокатываемой стали и скорость прокатки. Этот сигнал попадает на третий вход суммирующего усилителя 27, но дальше не проходит, так как ключ 28 разомкнутый и одновременно поступает на информационные, входы субблоков 25 и 26 запоминания, однако он запоминается только в субблоке 25, работой которого управляет канал в блоке 15 управления, состоящий из элемента 38 совпадения, триггера 47 и элемента 49 задержки-на отключение. Этот канал включается сигналом 1, поступающим с блока 7 формирования временных циклов на.первьй вход элемента 38 совпадения в интервале отработки первого цикла на
45 втором входе которого присутствует сигнал 1 с первого вы- счетчика 37 по сигналу .наличия первой полосы с датчика 14 нали- ; чия металла. Сигнал 1 на выходе
50 элемента 38 совпадения переводит триггер 47 в единичное состояние и появившийся на выходе триггера 47 сигнал 1 через элемент 49 задержки на отключение на время задержки от55 крывает информационньй вход субблока 25 для запоминания информации. Начиная со второго цикла этот канал не работает, так как триггер 47 не меняет своего единичного состояния.
30
40
Одновременно эта информация поступает в блок 6 формирования сигналов управления на вход релейного элемента 29 и через замкнутьш ключ 35 на первый вход нуль-органа 31, на выходах которого появляются сигналы, под воздействием которых ключи 32 и 33 разомкнутся, а ключ 34 замкнется. Через время, определяемое элементом
36 задержки, ключ 35 разомкнется, од-fO катки той части полосы, которая нако сигнал на первьм вход нуль-органа 31 будет продолжать поступать через замкнувшийся ключ 34.
При размыкании ключа 32 на одном из двух выходов релейного элемента 29 )5 (в зависимости от полярности входного сигнала) появится положительный прямоугольный дискретный сигнал управления, который, поступив через соответствующий задатчик интенсив- 20 ности в систему 10 управления скоростями, скор гектирует рабочую скорость главных приводов 11 с большую или меньшую сторону с максимальным ускоизменила свою температуру при прокатке в чистовой группе со скорость скорректированной по результатам пр шествующего измерения в этом цикле.
Окончание интервала отработки пе вого цикла и начало интервала измер ния второго цикла соответствует моменту, когда участок полосы со скор ректированной температурой находитс под датчиком 2 температуры. С этого момента начинается новое измерение отклонения температуры от заданной, если оно выходит за границы зоны не чувствительности, определение новог
30
35
рением или замедлением. Величина этой25 значения среднего отклонения, формирование широтного сигнала управления и отработка его во время последующего интервала отработки.
По этому принципу продолжается цикличное регулирование температуры на остальной части полосы путем ступенчатого увеличения или уменьшения рабочей скорости в зависимости от знака среднего отклонения температуры от заданного значения. По мере выхода первой полосы партии из клетей чистовая группа возвращается на исходную заданную заправочную скорость.
Устройство готово для приема последующей полосы партии.
При входе второй полосы партии под датчик 2 температуры в конце прокатки устройство работает аналогично его работе на первой полосе с той 45 только разницей, что среднее отклонение температуры второй полосы замеренное в первом цикле запоминается в субблоке 26 запоминания, работой которого управляет канал в блоке 15 управления, состоящий из элемента ЗУ совпадения, триггера 48 и элемента 50 задержки на отключение. Включение этого канала производится также ей:-
коррекции прямо пропорциональна времени вьщачи широтного сигнала управления, которое в свою очередь прямо пропорционально величине среднего отклонения температуры от заданной.
Одновременно широтный сигнал управления с выхода релейного элемента 29 поступает на вход интегратора 30, на выходе которого появляется линейно нарастающий во времени сигнал, подаваемьй на второй вход нуль-органа 31. Как только сигналы на первом и втором входах нуль-органа 31 сравняются по величине, на его выходах появляются сигналы, под воздействием которых замкнутся ключи 32 и 33 шунтирующие обратные связи релейного элемента 29 и интегратора 30, в результате чего прекратится подача широтного сигнала управления с выхода релейного элемента 29 и стан продолжит прокатку полслы на новой, скорректированной рабочей скорости.
При этом разомкнувшийся ключ 34 прекращает подачу на первьм вход нуль-органа 31 (ключ 35 разомкнут) сигнала среднего отклонения температуры, постоянно присутствующего на первом входе блока 6 формирования
40
50
налом 1, формируемым блоком 7 вреширотных сигналов управления н а про- 55 менных циклов в интервале отработки тяжении всего интервала отработки. первого цикла и поступающим на пер- Этим обеспечивается формирование вый вход элемента 39 совпадения,на вто- только одного широтного сигнала уп- ром входе которого присутствует сигравления в течение каждого интервала отработки. Однако несмотря на отработку главными приводами 11 широтного сигнала управления блок 7 формирования временных циклов продолжает отсчитывать интервал отработки первого цикла. В течение этого времени происходит транспортировка под датчик 2 температуры полосы в конце прокатки той части полосы, которая
изменила свою температуру при прокатке в чистовой группе со скоростью, скорректированной по результатам предшествующего измерения в этом цикле.
Окончание интервала отработки первого цикла и начало интервала измерения второго цикла соответствует моменту, когда участок полосы со скорректированной температурой находится под датчиком 2 температуры. С этого момента начинается новое измерение отклонения температуры от заданной, если оно выходит за границы зоны нечувствительности, определение нового
налом 1, формируемым блоком 7 вре9, 1319960
второго выхода счетчика 37, работает также только на е аналогично каналу,управблоком 25 запоминания и раньше.
выхода второй полосы из
со ны не от по ко по ни од ся ве че ил мы
клетеЙ5 чистовая группа так же, как и на первой полосеj возвращается на заданную заправочную скорость.и ждет следующую полосу.)р
После входа третьей полосы под датчик 2. температуры в конце прокатки датчик 14 наличия металла выдает CHI- нал 1 на первый вход элемента 51
совпадения и одновременно на информа-f5 ректировки уставки заправочной ско- ционный вход счетчика 37, на третьем рости и одновременно через элемент 43
выходе которого и одновременно на вторых входах элементов 40 и 51 совпадения также появится сигнал 1. Появившийся на выходе элемента 51 совпадения сигнал 1 через элемент 41 логического сложения подается на сбросовый вход-счетчика 37. Однако счетчик 37 не меняет своего состояния, так как он обнуляется при изменении на его сбросовом входе сигнала 1 на О.
По мере выхода третьей полосы из клетей чистовая группа перестроите на новую скорректированную заправочную скорость.
После выхода конца третьей полосы
Так как на втором и третьем входах элемента 40 совпадения присутствуют сигналы 1 соответственно с третье-зо из-под датчика 14 наличия металла на го выхода счетчика 37 и выхода триг- первом входе элемента 51 совпадения
будет сигнал в результате чего .на первом входе элемента 41 логического сложения и сбросовом входе счет- )j чика 37, а тагсже на входе элемента
гера 52J то подача в интервале отработки первого цикла сигнала 1 на
его первый вход приведет к появлению на его выходе сигнала 1. Этот сигнал через элемент 44 задержки на отключение подается одновременно на , второй установочный вход триггера 42 и переводит его в единичное состояние,
45 инверсии вместо 1 установится сигнал О. Счетчик 37 обнулится, а
и 52 и сбросовые входы субблоков 25 и 26 запоминания. По истечении времени задержки элемента 46 задержки 15 на отключение сигнал 1 сменится на О. Произойдет обнуление субблока выходе элемента 45 инверсии .появится сигнал которьй через эле- в результате чего замыкается ключ 28 Q мент 46 задержки поступит на первые и на второй установочньй вход тркгге- установочные входы триггеров 47, 48 ра 52, которьй, переходя в нулевое состояние, изменяет сигнал 1 на треть ем входе элемента 40 совпадения на О, чем исключается возможность замыкания ключа 28 на втором и последующих циклах.ков 25 и 26 запоминания и переключеОдновременно на третьей полосе ние триггеров 47 и 48 с единичного сигнал среднего отклонения температу- в нулевое, а триггера 52 из нулевого ры в первом цикле поступает с суббло-jg в единичное состояние. Схема устрой- ка 24 перемножения непосредственно на третий вход суммирующего усилителя 27, на первом и втором входах которого присутствуют сигналы среднего отклонения температуры соответственно J5 чистовой группой клетей на скорректи- первой и второй полосы, запомненные в рованной заправочной скорости, чемобе- субблоках 25 и 26 запоминания. На выходе суммирующего усилителя 27 (с коэффициентом передачи к 0,33, что
ства приводится автоматически в исходное состояние.
Следующие четвертая, пятая и шестая полосы партии будут Приниматься
спечивается регулирование температуры их передних концов, ав субблоках 25 и 26 запоминания будут запоминаться от10
соответствует делению суммы трех входных величин на .три) получается, среднеарифметическая величина средних отклонений температур первых трех полос, измеренных в первых циклах, которая через замкнувшийся ключ 28 поступает на вход блока 17 формирования широтных сигналов управления на одном извыходов которого формируется широтный дискретный сигнал соответствующий 1, Этот сигнал подается через соответствующий задатчик 18 или 19 интенсивности на вход системы 10 управления скоростями для корлогического сложения поступает на вход синхронизации (тактовьй вход) триггера 42. В момент окончания отработки сигнала на входе синхронизации триггера 42 вместо 1 появится , триггер переключится из единич0
кого в нулевое состояние и разомкнет ключ 28.
По мере выхода третьей полосы из клетей чистовая группа перестроите на новую скорректированную заправочную скорость.
После выхода конца третьей полосы
из-под датчика 14 наличия металла на первом входе элемента 51 совпадения
будет сигнал в результате чего на первом входе элемента 41 логического сложения и сбросовом входе счет чика 37, а тагсже на входе элемента
45 инверсии вместо 1 установится сигнал О. Счетчик 37 обнулится, а
и 52 и сбросовые входы субблоков 25 и 26 запоминания. По истечении времени задержки элемента 46 задержк 15 на отключение сигнал 1 сменится на О. Произойдет обнуление субблока выходе элемента 45 инверсии .появится сигнал которьй через эле- Q мент 46 задержки поступит на первые установочные входы триггеров 47, 48 ков 25 и 26 запоминания и переключение триггеров 47 и 48 с единичного в нулевое, а триггера 52 из нулевого в единичное состояние. Схема устрой- чистовой группой клетей на скорректи- рованной заправочной скорости, чемобе-
ства приводится автоматически в исходное состояние.
Следующие четвертая, пятая и шестая полосы партии будут Приниматься
ние триггеров 47 и 48 с единичного в нулевое, а триггера 52 из нулевого в единичное состояние. Схема устрой- чистовой группой клетей на скорректи- рованной заправочной скорости, чемобе-
спечивается регулирование температуры их передних концов, ав субблоках 25 и 26 запоминания будут запоминаться отклонения температуры в первом цикле соответственно четвертой и пятой пол сы, затем на шестой полосе будет определено новое среднеарифметическое значение средних отклонений температуры этой тройки полос, по которому (в случае недостаточной первой коррекции) произойдет повторная корректировка уставки заправочной скорости
Седьмая, восьмая и девятая полосы будут приняты уже на вторично скорректированной заправочной скорости и т.д.
В дальнейшем устройство после каждых трех полос может (при необходимости) производить Коррекцию уставки заправочной скорости, регулируя температуру передних концов полос, а температуру по длине остальной части полосы регулирует посредством цикличной корректировки рабочей скорости.
Таким образом, устройство, осуществляя гибкое автоматическое.регулирование температуры по всей длине полосы, включая и передний ее конец, обеспечивает повышение точности и качества регулирования температуры, увеличение процента длины полос, : прокатанных с заданной температурой конца прокатки, а следовательно, и увеличение выхода годного по физико- механическим свойствам проката.
Формула изобретения
1. Устройство автоматического регулирования температуры полосы в процессе горячей прокатки, содержащее задатчик и датчик температуры полосы в конце прокатки, сединенные с блоком сравнения, блок зоны нечувствительности, датчик наличия металла на выходе чистовой группы, вычислительный блок, задатчик интенсивности разгона, датчик фактической скорости полосы, блок формирования временных циклов, блок формирования широтных сигналов управления, задатчик номинальных коэффициентов и за- затчик интенсивности замедления, причем выход датчика фактической скорости полосы подсоединен на перйый вход блока формирования временных циклов и одновременно на вход задатчИка номинальных коэффициентов, выход которого соединен с вторым входом вычислительного блока, при этом датчик
наличия металла ка выходе чистовой группы подсоединен на второй вход блока формирования временных циклов, первый и второй входы которого соеди- j нены соответственно с четвертым и третьим входами вычислительного блока, выход которого подсоединен на первый вход блока формирования импульсных сигналов управления, первый to и второй входы которого соединены со-. ответственно с входами задатчика интенсивности разгона и задйтчика интенсивности замедления, выход которого подсоединен на второй вход сис- J5 темы управления скоростями главных приводов, а второй вход блока формирования широтных сигналов управления подсоединен к первому выходу блока формирования временных циклов, о т- О Личающееся тем, что, с целью увеличения выхода годного по физико-механическим свойствам проката за счет повышения точности и качества регулирования температуры по- 5 лос, оно снабжено вторым задатчиком интенсивности разгона, вторым задат- чиком интенсивности замедления, вторым блоком формирования широтных сиг- налов управления и блоком управления, 0 первый вход которого соединен с источником внешней команды для приведения схемы в исхрдное состояние, второй вход соединен с выходом датчика наличия металла на выходе чисто- 5 вой группы клетей, третий вход соединен с первым выходом блока формирования временных циклов и одновременно с вторым входом второго блока формирования широтных сигналов управ- 0 ления, первый вход которого соединен с вторым выходом вычислительного блока, к пятому, шестому, седьмому и восьмому входам которого подсоединены соответственно первый, второй, 5 третий и четвертый выходы блока управления, четвертый и пятый выходы которого соединены с вторым и первым -.выходами второго блока формирования широтных сигналов управления и одно- 0 временно через соответственно второй задатчик интенсивности замедления :и второй задатчик интенсивнос- :ТИ разгона соединены с четвертым и третьим входами системы управления 5 скоростями главных приводов.
2. Устройство по п. 1, о т л и- чающееся тем, что блок управления содержит счетчик, четыре эле1313
мента совпадения, четыре элемента задержки на отключение, четыре триггера, два элемента логического сложения и элемент инверсии, причем первый второй и третий выходы счетчика соединены с вторыми входами соответственно первого, второго и третьего элементов совпадения, первые входы которых соединены между собой, а выходы соединены с вторыми входами соответственно первого и втброго триггеров и .через первый элемент .задержки на отключение с вторым входом третьего триггера, вход синхронизаци которого соединен с выходом первого элемента логического сложения, а первый вход соединен с вторьм входом второго элемента логического сложения, первый вход которого является выходом четвертого элемента совпаде9960U
НИН, первый и второй входы которого соединены соответственно с информационным входом и третьим выходом счетчика, сбросовый вход которого соединен с выходом второго элемента логического сложения и одновременно через последовательно соединенные элемент инв-арсии и второй элемент задержки на отключение соединен с
(О первыми входами первого и второго триггеров, выходы которых со.единены с входами соответственно третьего и четвертого элементов задержки на отключение, причем выход второго
f5 элемента задержки на отключение соединен с первым входом четвертого триггера, второй вход которого соединен с вторым входом третьего триггера, а выход соединен с третьим вхо20 дом третьего элемента совпадения.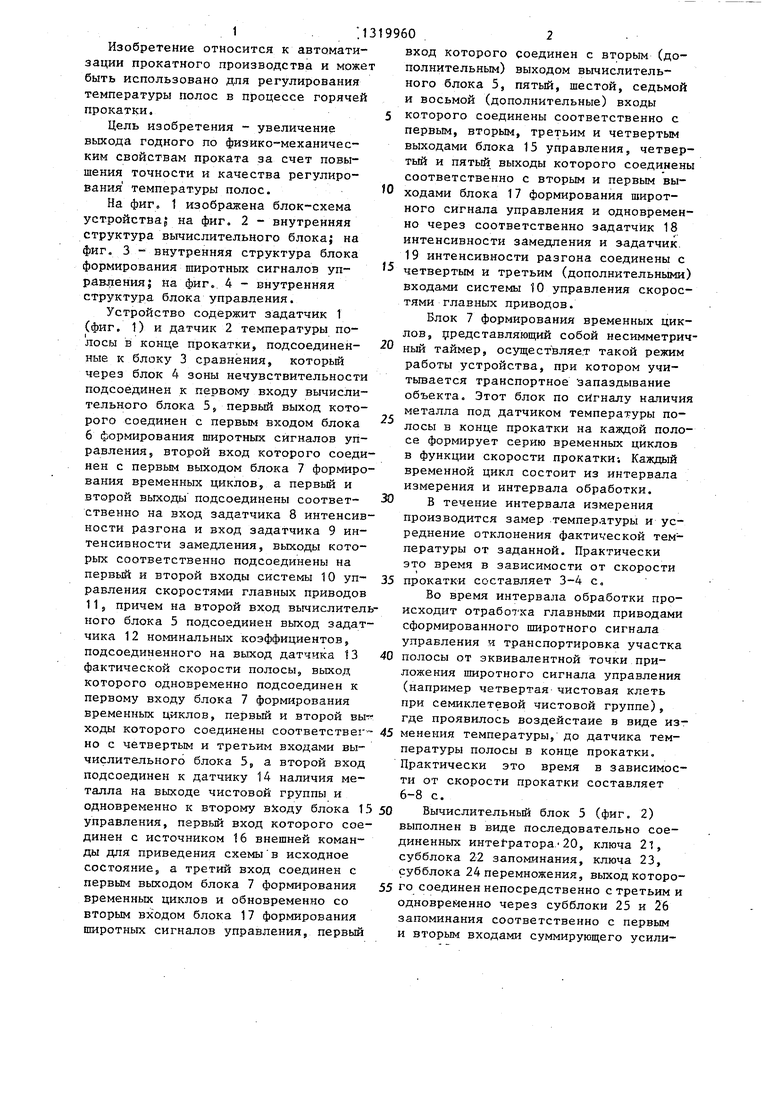
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство для определения транспортного запаздывания | 1982 |
|
SU1111130A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Устройство управления скоростным режимом клетей прокатного стана | 1980 |
|
SU952393A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Система программного управления прокаткой концов полос | 1975 |
|
SU562327A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
Изобретение относится к автоматизации прокатного производства и может использоваться для регулирования температуры полос в процессе горячей прокатки. Цель изобретения - увеличение выхода годного по физико- механическим свойствам проката за счет повышения точности и качества регулирования температуры полос. Введение новых блоков и связей позволяет наряду с регулированием температуры по длине полосы при помощи цикличной корректировки рабочей скорости одновременно регулировать и температуру передних концов полос посредством корректировки заданной уставки заправочной скорости через каждые три полосы партии по среднеарифметической величине средних от клонений температуры их передних концов, измеренных в первом цикле регулирования. 1 з.п. ф-лы, 4 ил. (Л IA: ;о ю 55 о
15
21
23
2S
4
Ф г26
j
г
27
2В
f
17
Фи9.2
(рие.З
Фиг. If
Составитель Ю. Рыбьев Редактор А. Долинич Техред В.Кадар Корректор М, Демчнк
- -
Заказ 2553/9 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 1199323, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
