Изобретение относится к станкостроению а более конкретно к технике измерения усилий резания, возникающих при зубофрезероваяии.
Известен способ определения усилий резания при зубофрезеровании отдельным зубом фрезы, при котором датчик с измерительным элементом в виде трапецеидального резца, вводят в зацепление с однозубой заготовкой в виде вала. Процесс резания производится на токарном станке. Этот способ основан на моделировании процесса зубофрезерования на токарном стайке, и позволяет, с определенной достоверностью, оценить усилия резания, возникающие в реальном процессе зубофрезерования I.
Однако эти результатывесьма приблизительны. Кинематика зубофрезерования значительно отличается от токарной обработки, скорости режущих кромок инструмента относительно обрабатываемых поверхностей при таком, моделировании отличаются от реальных, что приводит к искажению получаемых результатов.
Известен также способ определения усилий резания при работе отдельными режущими кромками зуба червячйой фрезы, в котором датчик с измерительным элементомрезцом, установленным на тензометричоской оправке, вводят в зацепление с однозубой заготовкой {2J.
Недостаток способа состоит в, том, что датчик, имея сходную с зубом фрезы кинематику, однако отличается по геометрии, в частности задними углами, что влияет на точность измерении. Для регистрации усилий резайия, возникающих на зубе фрезы, резец необходимо перемещать вручную на величину, соответствующую положению зуба фрезы в определенное время в процессе обкатки, что сказывается на точности изме рений.
Существующий уровень техники требует в ряде случаев оценить усилия резания, возникающие на каждой режущей кромке зуба фрезы в отдельности и сравнить их сумму с усилиями, возникающими при их совместной работе, например, при выборе оптимальных схем резания и режимов обработки; что невозможно осуществить с помощью известйого устройства.
Целью изобретения является повыщение точности измерений усилий резания, возникающих при независимой работе режущих кромок зуба червячной фрезы.
Поставленная цель достигается тем, что согласно способу определения усилий резания при зубофрезеровании, при котором датчик, выполненный в виде режущего инструмента, установленного на тензометрической оправке, вводят в зацепление с однозубой заготовкой, в качестве режущего инструмеята используют трехзаходную червячную , у которой в нормальном сечении профиль
первого захода представляет собой прямоугольник щириной, равной ширине периферийной кромки зуба фрезы, и высотой, равной высоте зуба фрезы, профиль второго захода имеет боковую и периферийные режущие кромки, равные соответствующим кромкам профиля зуба фрезы, а вторая боковая режущая кромка этого профиля выполнена перпендикулярно периферийной кромке, про филь третьего захода представляет собой полный профиль зуба фрезы, а наружный диаметр заготовки выполняют равным величине Зш(п -f 1), где m - модуль фрезы, п - натуральное число.
Повыщение точности измерений усилий резания, возникающих на каждой из трех режущих кромок зуба фрезы, достигается тем, что способ позволяет без какого-либо моделирования, непосредственно на зубофрезерном станке в реальных условиях процесса зубофрезерования измерить усилия резаняя, возникающие при независимой работе каждой режущей кромки зуба фрезы за счет того, что датчик содержит три труппы измерительных элементов, режущие кромки которых расположены на поверхности трехзаходного червяка, поэтому кийематика работы датчика в процессе измерения идентична кинематике работы зубьев фрезы в реальном процессе зубофрезерования. Измерительные элементы датчика, составляющие три группы, в нормальном сечении представляют собой на первом заходе прямоугольник с щириной, равной щирине верщинной кромки зуба фрезы, поэтому при прорезании первым заходом датчика единственной впадийы однозубой заготовки в процессе резания участвуют только периферийные кромки первой группы измерительных элементов, и осциллограф зарегистрирует только усилия резания, соответствующие усилиям резания, возникающим при зубофрезеровании только на периферийных кромках зуба фрезы. На следующем обороте эту же впадину формирует второй заход датчика, измерительные элементы второй группы которого а нормальном сечении имеют профиль зуба фрезы, у которого одйа боковая сторона перпендикулярна пери||)ерийной кромке, а значит в процессе резания участвуют только те боковые режущие кромки измерительных элементов датчика, которые соответствуют профилю фрезы с одной работающей режущей кромкой, при этом осциллограф зарегистрирует усилия резания, соответствующие усилиям резания, возникающим при зубофрезеровании па соответствующей боковой режущей кромке червячной фрезы. На третьем обороте эту же впадину формирует третий заход датчика, измерительные элементы третьей группы которого в нормальном сечении имеют полный профиль фрезы, таким образом, в процессе резания участвуют другие боковые режущие кромки, которые с ютветствуют оставшейся режущей кромке фрезы, а осциллограф зарегистрирует при этом соответствующие усилия резания. Описанная последовательность участия трех групп измерительных элементов датчика в резании однозубой заготовки в процессе измерения усилий рёзайия обеспечивается тем, что наружный диаметр однозубой заготовки Dn 3m(n.+ I), где m - модуль фрезы; п - натуральное число, т. е. диаметр выбирается таким, чтобы число зубьев заготовки, соответствующей реальному процессу зубофрезерования, было бы на едияицу больше числа, кратного. числу заходов датчика, при таком условии всегда обеспечивается необходимый порядок работы заходов датчика. .
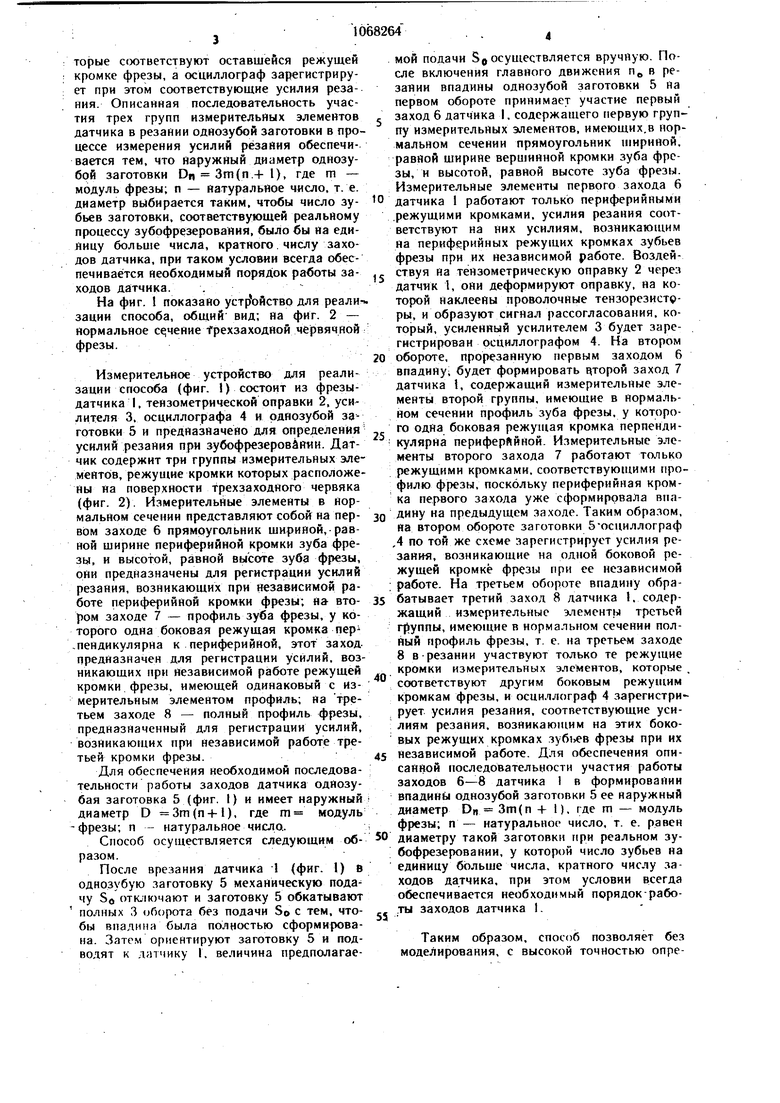
На фиг. 1 показано устройство для реали- зацин способа, общий вид; на фИг. 2 - нормальное сучение Трехзаходной червячной фрезы.
Измерительное устройство для реализации способа (фиг. 1) состоит из фрезыдатчика I, тензометрической оправки 2, усилителя 3, осциллографа 4 и однозубой заготовки 5 и предназначено для определения усилий резания при зубофрезеровйняи. Датчик содержит три группы измерительных элементов, режущие кромки которых расположены на поверхности трехзаходйого червяка (фиг. 2). Измерительные элементы в нормальном сечении представляют собой на первом заходе 6 прямоугольник шириной, равной ширине периферийной кромки зуба фрезы, и высотой, равной высоте зуба фрезы, они предназначены для регистрации усилий резания, возникающих при независимой работе периферийной кромки фрезы; на втором заходе 7 - профиль зуба фрезы, у которого одна боковая режущая кромка пер пендикулярна к периферийной, этот заход, предназначен для регистрации усилий, возникающих при независимой работе режущей кромки фрезы, имеющей одинаковый с измерительным элементом профиль; на третьем заходе 8 - полный профиль фрезы, предназначенный для регистрации усилий, возникающих при независимой работе третьей кромки фрезы.
Для обеспечения необходимой последовательности работы заходов датчика однозубая заготовка 5 (фиг. I) и имеет наружный) диаметр D 3m(n-f-l), где т модуль фрезы; п - натуральное числа.
Способ осуществляется следующим образом.
После врезания датчика 1 (фиг. 1) в однозубую заготовку 5 механическую подачу So отключают и заготовку 5 обкатывают полных 3 «оборота без подачи So с тем, чтобы впадина была полностью сформирована. Затеям ориентируют заготовку 5 и подводят к датчику I, величина предполагаемой подачи S0 осуществляется вручную. После включения главного движения п в резаяии впадины однозубой заготовки 5 на первом обороте принимает участие первый заход 6 датчика I, содержащего первую группу измерительных элементов, имеющих.в нормальном сечении прямоугольник шириной, равной ширине вершинной кромки зуба фрезы, и высотой, равной высоте зуба фрезы. Измерительные элементы первого захода 6 датчика I работают только периферийными .режущими кромками, усилия резания соответствуют на них усилиям, возникающим на периферийных режущих кромках зубьев фрезы при их независимой работе. Воздействуя на тензометрическую оправку 2 через датчик 1, они деформируют оправку, на которой наклеены проволочные тензорезистрры, и образуют сигнал рассогласования, который, усиленный усилителем 3 будет зарегистрирован осциллографом 4. На втором обороте, прорезанную первым заходом 6 впадину; будет формировать цторой заход 7 датчика I, содержащий измерительные элементы второй группы, имеющие в нормальном сечении профиль зуба фрезы, у которого одна боковая режущая кромка перпендикулярна периферийной. Измерительные элементы второго захода 7 работают только режущими кромками, соответствующими профилю фрезы, поскольку периферийная кромка первого захода уже с(|юрмировала впадину на предыдущем заходе. Таким образом, на втором обороте заготовки 5осциллограф
4 по той же схеме зарегистрирует усилия резан№я, возникающие на одной боковой режущей кромке фрезы при ее независимой
работе. На третьем обороте впадину обрабатывает третий заход 8 датчика 1. содержащий измерительные элементы третьей группы, имеющие в нормальном сечении полный профиль фрезы, т. е. на третьем заходе 8 в-резании участвуют только те режущие кромки измерительных элементов, которые соответствуют другим боковым режущим кромкам фрезы, и осциллограф 4 зарегистри рует усилия резания, соответствующие усилиям резания, возникающим на этих боковых режущих кромках фрезы при их независимой работе. Для обеспечения описанной последовательности участия работы заходов 6-8 датчика 1 в формировании впадины однозубой заготовки 5 ее наружный диаметр Dn 3m(n + 1), где m - модуль фрезы; п - натуральное число, т. е. равен диаметру такой заготовки при реальном зубофрезеровании, у которой число зубьев на единицу больше числа, кратного числу заходов датчика, при этом условии всегда беспечивается необходимый порядок-рабозаходов датчика 1.
Таким образом, способ позволяет без моделирования, с высокой точностью определить непосредственйо на зубофрезерном стайке усилия резания, возникающие при независимой работе на каждой из трех режущих кромок зуба червячной фрезы. Он позволяет также зарегистрировать усилия резания при одновременной, работе всех трех режущих кромок зуба фрезы.
Сравнение динамических характеристик, полученных при независимой работе и суммарной работе режущих кромок зубьев фрезы, позволяет судить о целесообразности той или иной конструкции фрезы и наметить пути модернизации инструмента, а также оптимизировать режимы резания.
Все это позволяет сократить дорогостоя щие стойкостные и другие специальные исследования и, следовательно, сохранить инструмент и материалы, используемые для их проведения.
Для стойкостных испытаний одной конструкции фрезы на различных режимах резания необходима партия деталей из 120 шт. Предлагаемый способ позволяет с высокой точностью определить нагрузки, а значит и характер износа на каждом зубе фрезы при различных режимах, используя только одну-две заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464135C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464134C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЙ РЕЗАНИЯ ПРИ ЗУБОФРЕЗЕРОВАНИИ, при котором датчик, выполйеввый в виде режущего инструмента, установленного на тензометрической оправке, вводят в зацепление-с однозубой заготовкой, отличающийся тем, что, с целью повышения точности, В качестве режущего инструмента исполь зуют трехзакодную червячную фрезу, у которой В нормальном сечепии профиль первого захода представляет собой прямоугольник шириной, равной ширийе периферийной кромки зуба фрезы, и высотой, равной высоте зуба фрезы, профиль второго захода имеет боковую и периферийные режущие кромки, равные соответствующим кромкам профиля зуба фрезы, а вторая боковая режущая кромка этого профилявыполнена перпендикулярно к периферийной кромке, профиль третьего захода представляет собой полный профиль зуба фрезы, а наружный диаметр заготовки ВЫПОЛНЯЮТ равным величине Зп1(п + 1), где m - модуль фрезы, п - натуральное число.
(
Y//////////////A
m.l
/S 7 б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ничков Л | |||
| Г | |||
| Усовершенствование зубообрабатывающего нйструмента | |||
| М., НИИМАШ, 1969, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сахаров Г | |||
| Н | |||
| и др | |||
| Силовые зависимое, ти при зубофрезеровапии методом С1|бкатки | |||
| «Стайки и инструмейт, 1972, № 7, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
