05
00
ел ел Изобретение относится к производству абразивных инструментов, в част нести к импрегнирующим составам для пропитки шлифовальных инструментов. Известен состав импрегнатора, состоящий из расплава серы (50,Cf 99,9 вес.%) с добавкой каптакса ll Однако импрегнирование расплавом серы является трудоемким процессом, и, кроме того, не обеспечивает требуемой стойкости инструмента, Наиболее близким к предлагаемому по достигаемому результату является импрегнатор на основе бакеллита C2l -Недостатком известного импрегнатора является то, что он не обеспечивает высокой стойкости инструмента Целью изобретения является повышение стойкости инструмента. Поставленная цель достигается тем что в качестве полимера используется 3-17%-ный водный раствор аквапласта. Пример. Импрегнатор приготавливается растворением аквапласта СЗ-17 вес.%) в воде при 20-80°С. Пропитка инструмента осуществляется помещением, например, абразивного круга в раствор аквапласта на воемя 0,05-2 мин. После пропитки инструмент сушат в сушильном шкафу при 20-80 С в течение 40-240 ч (процесс пропитки осуществляется -за счет свободного капиллярного поднятия раствора по порам круга). После сушки на поверхности абразивных зерен и связки внутри инструмента остается пленка импрегнатора. Варианты составов импрегнатора приведены в таблице. Испытания абразивных кругов 24А25НСМ16КВ в сравнении с известным проводились при плоском шлифовании стали 40Х (HRC 38-43) на стан- ке мод. ЗБ70В. Результаты испытаний приведены в таблице (стойкость инструмента оценивалась временем, в течение которого линейное изменение радиуса кромки шлифовального круга находилось в пределах 0,3-1,ОммХ Анализ результатов экспериментов показывает, что пред.поженпый импрегнатор СЗ-17%-ный водный раствор аквапласта) обеспечивает повышение стойкости круга до 2,2 раз по сравнению с известным. Меньшая и большая концентрация раствора аквапласта не обеспечивает достаточно высокой стойкости круга (табл., примеры 1,5). Экономический эффект от использования изобретения составляет 1 млн.руб. на 30 т раствора аквапласта.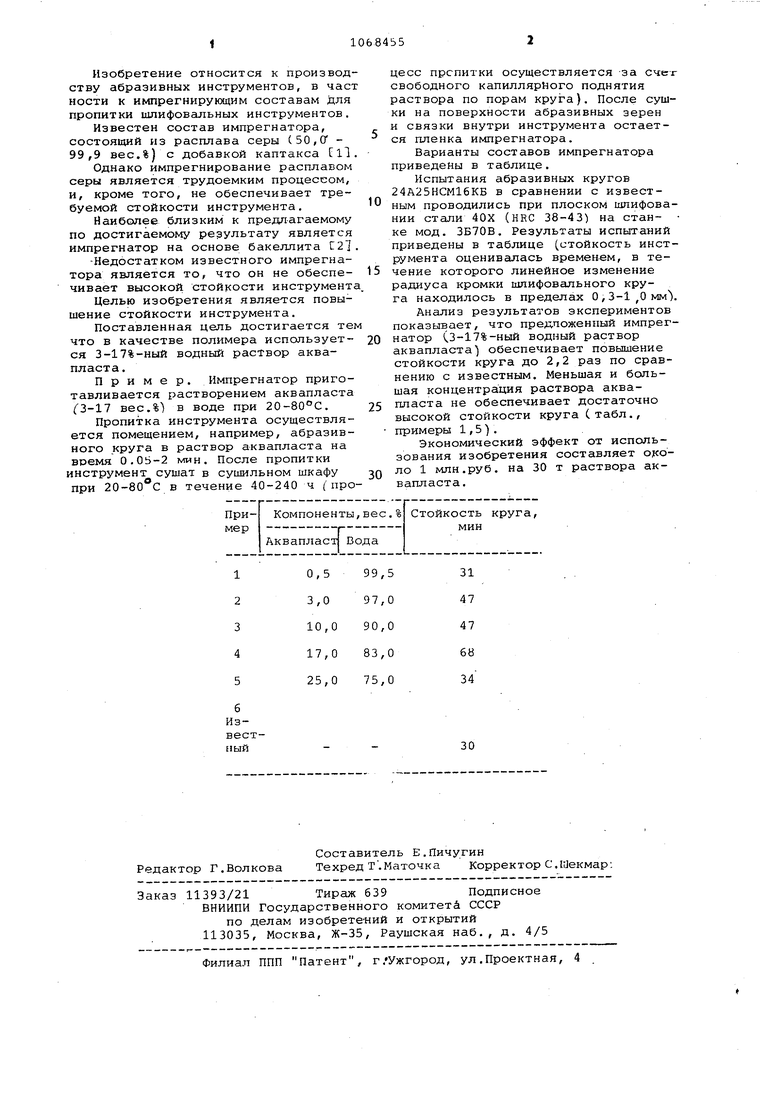
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
| Способ пропитки абразивногоиНСТРуМЕНТА | 1979 |
|
SU833437A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
ИМПРЕГНАТОР АБРАЗИВНОГО ИНСТРУМЕНТА на основе полимера, отличающийся тем, что, с целью повышения стойкости инструмента в качестве полимера используют 3-17%-ный водный раствор аквапласта.
0,5
3,0
10,0
17,0
25,0 31 47 47 68 34
30
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Импрегнатор | 1972 |
|
SU469582A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Основы проектирования и технологии изготовления абразивного алмазного инструмента | |||
| Под ред | |||
| В.Н.Вауля | |||
| М., Машиностроение, | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
