(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1646823A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1696289A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1449337A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1653940A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1710324A1 |
| Состав импрегнатора для абразивного инструмента | 1985 |
|
SU1255415A1 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2065867C1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
Изобретение относится к технологии шлифования металлических материалов и может быть использовано для импрегниро- вания абразивных кругов на керамической связке в процессе обработки изделий из конструкционных углеродистых и легированных сталей Целью изобретения является повышение эксплуатационных свойств инструмента путем улучшения его режущей способности и параметров качества обработанной поверхности. Для достижения этой цели в состав импрегнатора на основе стеариновой кислоты, машинного масла, гидро- ксида калия. мочевины и серы дополнительно вводят гидроксид хрома (II) и гидроксид меди (II) при следующем соотношении ингредиентов, мас.%: стеариновая кислота 20-29; машинное масло 15-21; гидроксид калия 12-18; мочевина 12-17; сера 10-15, гидроксид хрома (III) 5-11, гидроксид меди (II) 5-10. 4 табл.
Изобретение относится к технологии шлифования металлических материалов и может быть использовано для импрегниро- вания абразивных кругов на керамической связке.
Цель изобретения - повышение экс,плу- атационных свойств инструмента путем улучшения его режущей способности и параметров качества обработанной поверхности.
Состав для пропитки абразивного инструмента, содержащий стеариновую кислоту, машинное масло, гидроксид калия, мочевину серу, гидроксид хрома Сг{ОН)з 2Н20 и гидроксид меди Си(ОН)2 при следующем соотношении ингредиентов, мас.%:
Стеариновая кислота20-29
Машинное масло15-21
Гидроксид калия12-18
Мрчевина12-17
Сера10-15
Гидроксид хрома (ill)5-11
Гидроксид меди (II)5-10
При введении в состав импрегнатора гидроксида хрома (ill) он взаимодействуете расплавом едкого кали, растворяясь в последнем:
Сг(ОН)з + КОН - КСгОз + 2Н20 Образующийся хромит калия участвует в окислительно-восстановительной реакции с образованием хроматов - умеренно-сильных окислителей. Хроматы проявляют смазывающие свойства и снижают прочность обрабатываемых сталей. Сг(ОН)з участвует в легировании ионами хрома и упрочнении керамической связки инструмента на основе электрокорунда белого.
При использовании гидроксида хрома в концентрации, превышающей 11 мас.%, происходит образование нерастворимого осадка, вызывающего абразивный износ контртел и ухудшающего режим резания
-ч о
01
о
ы
при шлифовании. При количестве его ниже 5 мас.% усиливается износ круга ввиду пониженной стойкости защитных смазочных пленок и падает производительность шлифования в результате ослабления антиокис- лмтельной защиты,
При добавлении гидроксида меди (образуются куприты - растворимые в расплаве щелочи соли, содержащие комплексный ион Си(ОН)
Си(ОН)2 + 2КОН (ОН)4
Основное назначение этого комплекса - взаимодействие со стеариновой кислотой с образованием стеарата меди.
Увеличение содержания Си(ОН)2 больше 10 мас.% приводит к засаливанию круга за счет возрастания вязкости пропиточного состава и резкому снижению режущих характеристик. Уменьшение концентрации Си(ОН)2 ниже 5 мас.% ведет к ухудшению параметров качества шлифования и стойкости абразива вследствие неблагоприятных смазывающего и температурного режимов в зоне резания.
Использование в предлагаемом составе гидроксидов хрома и меди позволяет повысить эксплуатационные качества инструмента (усилить режущую способность абразивных зерен, понизить мощность и температуру шлифования, уменьшить шероховатость обработанной поверхности и концентрацию при.логов) при существенном снижении относительного содержания добавляемых стеариновой кислоты и серы, Последнее обстоятельство указызае на активирующую соль Сг(ОН)з и Си(ОН) по отношению к воздействию HSt и S. Кроме того, себестоимость композиции значительно понижается, так как гидроксиды хрома и меди являются отходами производства, входя в состав осадков сточных вод подшипникового и кабельного производств.
Состав готовят следующим образом.
К навеске гидроксида калия, расплавленной при 140°С, добавляют при постоянном перемешивании последовательно порции гидроксида меди (II), гидроксида хрома (III), мочевины и серы. Затем полученную массу выдерживают при заданной температуре в течение 30-50 мин до получения однородного раствора. После этого, продолжая перемешивание, в реактор добавляют навеску стеариновой кислоты, выдерживают 25-30 мин. В дальнейшем состав разбавляют машинным маслом и после получения равномерной массы отливают в бруски требуемого размера (в зависимости от размеров круга).
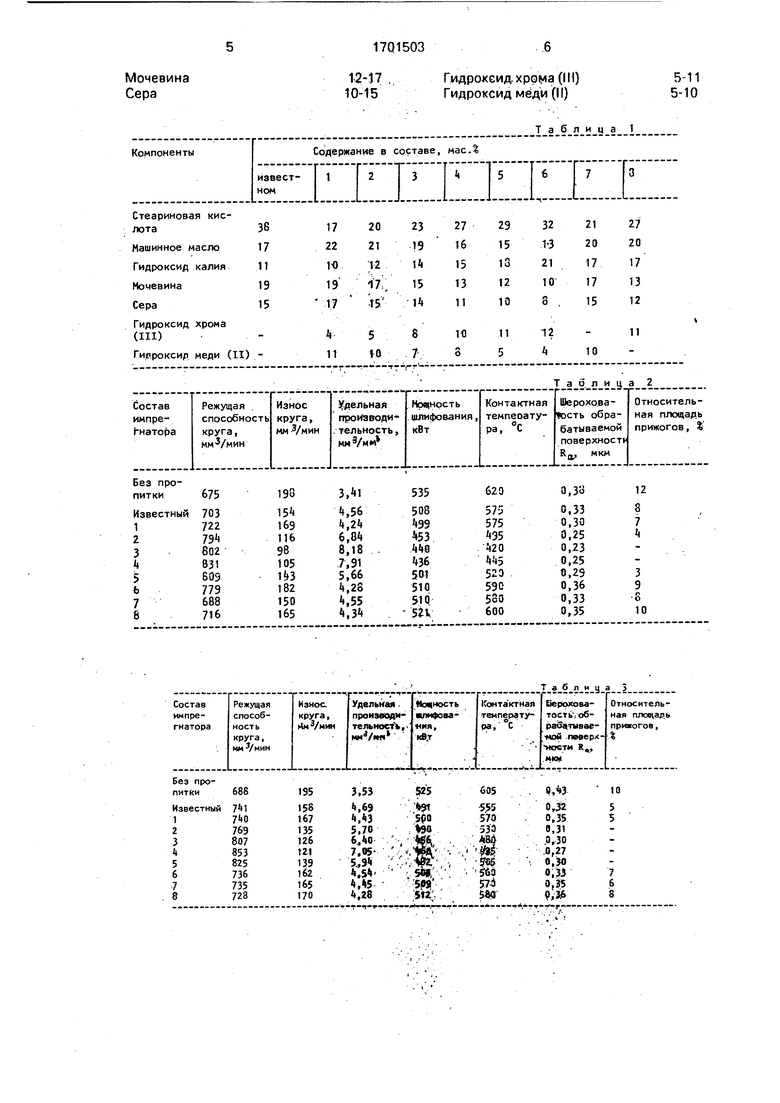
Согласно указанной технологии приготовляют восемь составов импрегиатора (см.
табл.1): четыре (2-5) в допустимых пределах концентраций, два (1 и 6), содержащих запредельные концентрации и два (Тиб), содержащих один из компонентов - Сг(ОН)з
2Н20 и Си(ОН)2 (табл.1). В процессе пропитки (по аналогии с прототипом) импрегнатор наносят на режущую кромку инструмента путем его контакта с кругом, вращающимся с заданной скоростью.
Испытания проводят кругами марки 24А40ПСТ1 ПП 25x5x5 при внутреннем шлифовании наружных колец подшипников 0 25±б-8 мм из стали ШХ15, а также
образцы из стали 40Х и быстрорежущей стали ЭП682, Абразивный инструмент подвергают пропитке составами, приведенными в табл. 1 (предлагаемыми и известным). Для сравнения осуществляют обработку колец
непропитанным кругом. Исследуют и определяют режущую способность и износ круга, коэффициент удельной производительности, мощность шлифования, контактную температуру, шероховатость и площадь прижогов на
обработанной поверхности стали. Обработку проводят на шлифовальном станке мод. Л3.273 при Укр 30 м/с, Удет 0,15 м/с и S - 0,1 мм/мин.
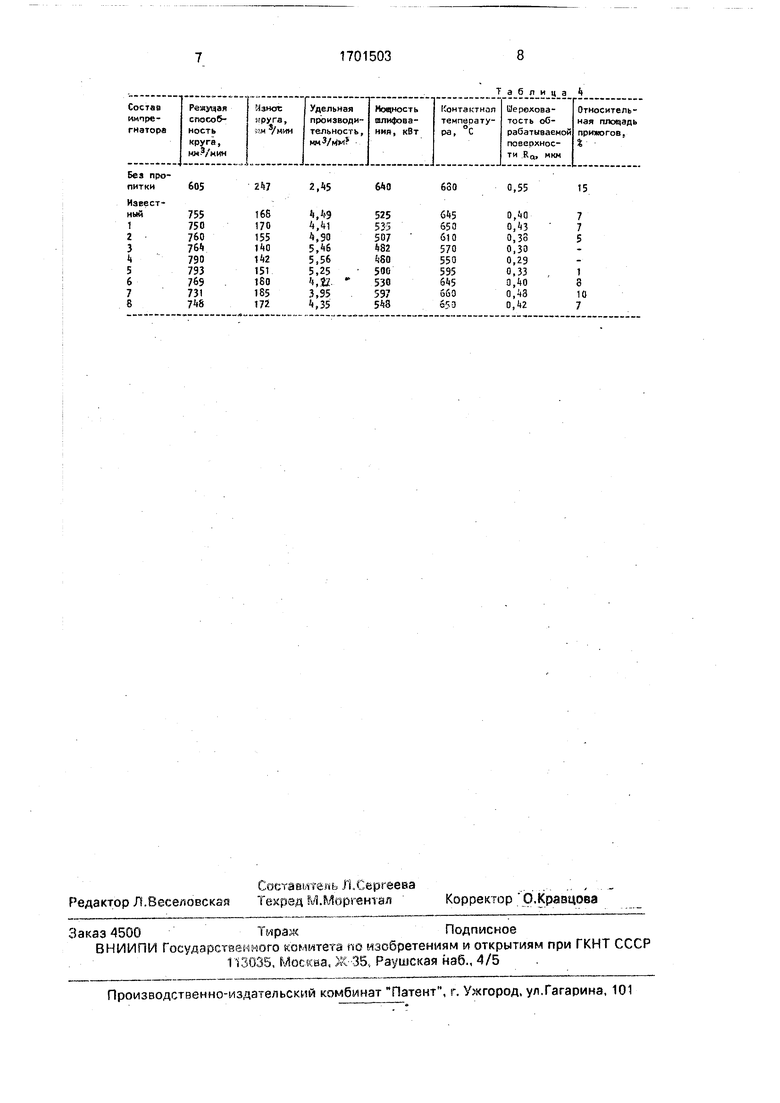
Результаты испытаний образцов из стали ШХ15,40Х и ЭП682 приведены в табл. 2, 3 и 4 соответственно.
Как показали результаты испытаний, приведенные в табл. 2, 3 и 4, по сравнению с известным составом предлагаемый импрегнатор в заявляемых пределах концентраций обеспечивает повышение эксплуатационных свойств инструмента путем улучшения его режущей способности ча 13-18% (при возрастании коэффициента шлифования на 24-79%)
и шероховатости (Ra снижается на 12-30%). При этом в случае составов 3 и 4 удается практически устранить прижоги.
45
Формула изо-бретения
Состав для пропитки абразивного инструмента на кеоамической связке, содержащий стеариновую кислоту, машинное масло, гидроксид калия, мочевину и серу, 0 отличающийся тем, что, с целью повышения эксплуатационных свойств инструмента путем улучшения его режущей способности и параметров качества обработки, состав дополнительно содержит гид- 5 роксид хрома (III) и гидроксид меди (II) при следующем соотношении ингредиентов. мас.%:
Стеариновая кислота20-29
Машинное масло15-21
Гидроксид калия12-18
з протки
вест
60S
755 750 760 764 790 793 76S 73 748
247
166 170 155 140 142 151 1&0 185 17Z
2,5
4,49
4,1,1 4,90 5,46 5,56 5,25 ,Й 3,95 4.35
630
645 650 610 570 550 595 645 660 653
0,55
0,40 0,43 0,33 0,30 0,29
о.зз
0,40 0,43 0,42
15
7 7
5
1
г
ю
7
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1449337A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
