.Изобретение относится к изготовлению абразивного инструмента. Известен способ пропитки абразивного инструмента, заключающийся в том что перед импрегнированием его обрабатывгиот ацетоном и сушат путем продувки горячим воздухом Однако в известном способе степень пропитки в значительной мере зависит от разрежения в порах инструмента, которое недостаточно для качественной пропитки. Цель изобретения - повышение степени заполнения пор инструмента импрегнаторс при ускорении самого про цесса пропитки. Поставленная цель достигается тем что абразивный инструмент сначала пропитывают легкоиЪпаряющимся и боле легким составом, например бензине, а затем помещают в расплав импрегнатора. Бензин, испаряясь, выходит из пор инструмента, создает значитель ное разрежение в них, что способству ет ускоренному проникновению расплава импрегнатора и обеспечивает более полное заполнение пор инструмента. Способ осуществляют следугацим образом.. Проводят пропитку абразивных кругов прямого профиля из белого электрокорунда зернистостью М40, твердостью СМ2, девятой структуры на керамической связке. Пропитку шлифовальных кругов осуществляют, помещая их после предварительной пропитки в бензине в расплав серы с температурой 150с. Пропитанные круги сравнивают с шли фовальными кругами фирмы Нортон пропитанными серой. Во время испытаний пропитанные серой и новые шлифовальные; круги взвеширают на аналитических весах и помещают в муфельную печь, где осуществляют сжигание серы при 300-40О с и производят вторичное взв-ешивание. Полученную разницу в весе делят на плотность серы, находя тем самлм объем находящейся в круге серы. Разделив этот объем на общий объем круга , определяют процентное содержание серы в общем объеме круга, а процентное содержание серы в общем объеме круга делят на рецептурное процентное содержание пор, получая коэффициент заполнения пор серой.
который и характеризует качество пропитки .
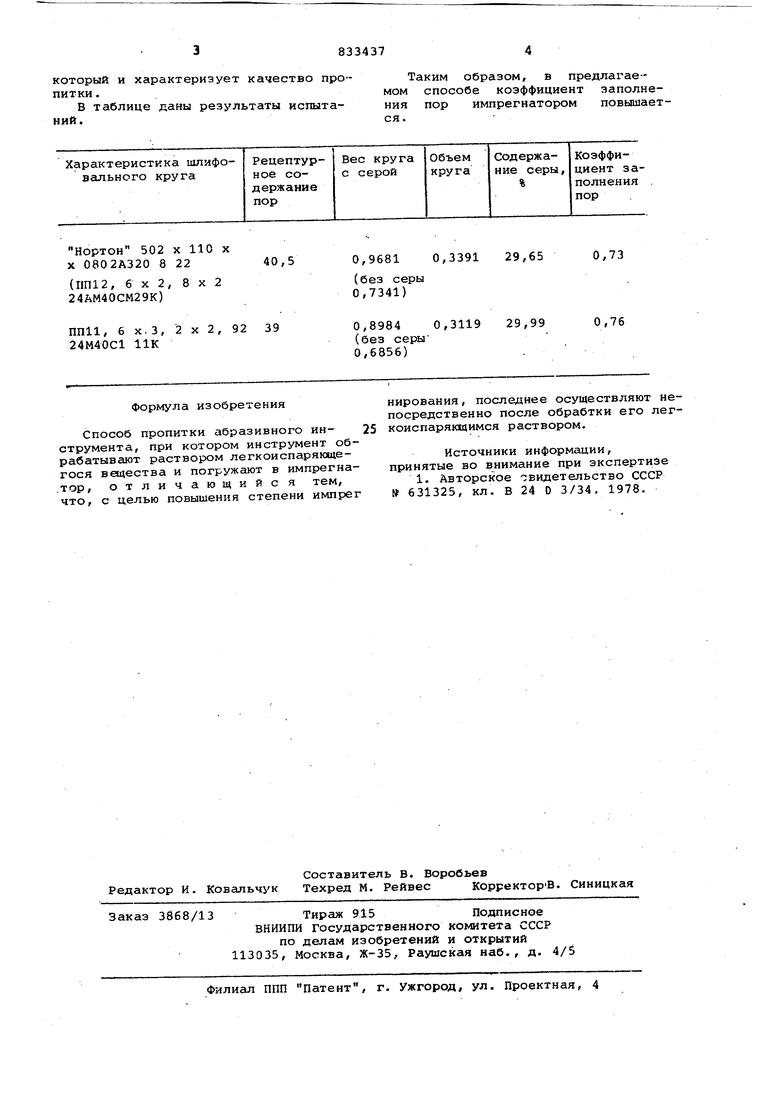
В таблице даны результаты испытаний.
Таким образом, в предлагаемом способе коэффициент заполнения пор импрегнатором повышается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| Способ пропитки абразивного инструмента | 1983 |
|
SU1191273A1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1293160A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1380925A1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
Нортон 502 X 110 X
X 0802А320 8 22 40,5
(rmi2, 6x2,
8x2 24АМ40СМ29К)
2 X 2, 92 39
ПП11, 6 X.3, 24М40С1 ПК
Формула изобретения
Способ пропитки абразивного ин- 25 струмента, при котором инструмент обрабатывают раствором легкоиспаряющегося вещества и погружают в импрегна.тор, отличающийс я тем, что, с целью повышения степени импрег
29,65
0,73
0,3391
29,99
0,76
нирования, последнее осуществляют непосредственно после обрабтки его легкоиспарякадимся раствором.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 631325, кл. В 24 D 3/34, 1978.
