СЬ 05
00
СП
Изобретение относится к термической обработке сталей, а именно к способам термической обработки заготово из среднеуглеродистых и легированных сталей для улучшения обрабатываемости резанием.
Известен способ термической обработки заготовок, преимущественно из среднелегированных цементуемых сталей с повышенной устойчивостью переохлалщенного аустенита, включающий нагрев выше Дс на SO-ISO C, охлаждение до температуры перлитного превращения, выдержку, охлаждение и отпуск при температуре ниже 20-40°С, причем выдержку производят при температуре максимальной скорости перлитного превращения tU.
Однако этот способ улучшает обрабатываемость заготовок резанием только на чистовых операциях.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ термической обработки среднеуглеродистых и легированных сталей, включающий аустенизацию, выдержку, закалку и высокотемпературный отпуск. Способ направлен- на улучшение структуры стали перед обработкой резанием, обеспечивая получение структуры сорбита 23.
Однако известный способ не обеспечивает необходимый уровень обрабатываемости резанием, в частности стабильный процесс глубокого сверления. Этот недостаток обусловлен тем, что при термообработке детален большего сечения на формирование структуры оказывает влияние концентрационная неоднородность составляющих, особенно в более глубокой области, превышающей 8-10 мм от поверхности, где имеет место достаточно высокая неоднородность по составу.
В деталях большого сечения на обрабатываемость резанием оказывают влияние локальные микрообъемы структурных составляющих, микротвердость которых либо низкая (менее 140 Hjg), либо высокая (более , Указанное явление не оказывает влияния на изivieHemie механических свойств, кроме того, эти локальные микрообъемы структурных составляющих не обнаруживаются при обычном металлографическом анализе, поэтому раньше эти особенности не изучались.
Целью изобретения является улучшение обрабатываемости резанием за счет стабилизации структуры.
.Поставленная цель достигается тем, что согласно способу термической обработки заготовок из среднеуглеродистых и :легированных сталей,, включающему ауетенизацию с последующей закалкой и высокотемпературный
отпуск, нагрев при отпуске ведут со скоростью 4-5°С/мин до температуры на 70-100°С вы1ае точки м„,далее до температуры отпуска со скоростью 2-3°С/мин.
При аустенизации одну треть времени выдержки проводят при температуре на 70-100°С выше Acj,две трети времени выдержки - при температуре На 30-бО°С выше Ac.
В указанном интервале температур аустенизации обеспечивается необходимая степень легированности, которая влияет на формирование стру1стуры с определенной микротвердостью структурных составляющих после отпуска,
В процессе отпуска при скорости нагрева 4-5с/мин и до 400-430°с происходит подготовка структуры к нарушению когерентности в результате изменения тетрагональности кристаллической решетки мартенсита когда происходит выделение определенного количества углерода и изменение состава карбидов, приводящее впоследствии при нагреве со скоростью 2-3°С/мин до 600°С стабилизации структуры. Только при. этих условиях обеспечивается требуемая стабилизация структуры, заключающаяся в том, что при коагуляции карбидов в структуре не образуются микрообъемы с высокой и низкой микротвердостью (Н), на наличие которых влияет и распад микрообъемов остаточного аустенита.
Нагрев со скоростью менее 4°С/мин до Mj 70-100°С приводит к образованию менее легированного феррита. При последующей механической обработке образуется сливная стружка.
При нагреве со скоростью более 5 °С/мин сохраняются микрообъемы с высокой ми.кротвердостыо (износ инструмента) .
Нагрев, до температуры отпуска на 2-м этапесо скоростью менее 2°С/мин приводит к образованию малолегированного феррита (сливная стружка), а прЛскорости более 3°С/мин в микрообъемах сохраняется бейнит, ведущий к износу режущего инструмента при дальнейшей механической обработке.
Температура нагрева и время выдержки при аустенизации установлены экспериментально.
Способ осуществляют следующим образом.
Проводят нагрев изделий из среднеуглеррдистых или легированных сталей для проведения аустенизации, которую ведут следующим образом. Сначала одну треть времени вьщержку проводят при температуре на 70-100 С выше точки ACj, остальное время выдержку ведут при температуре на
30-60 С выле ЛСд,после чего изделия закаливают в воде или масле в зависимости от марки стали. После закалки изделия подвергают высокотемпературному нагреву, При этом нагрев ведут в два этапа: сначала его ведут со скоростью 4-5°С7мин до температуры на ТО-ЮО С выие точки М, а далее до температуры отпуска - со скоростью 2-3°С/мин, после вьщержки при отпуске осуществляют охлаждение заготовок -на воздухе.
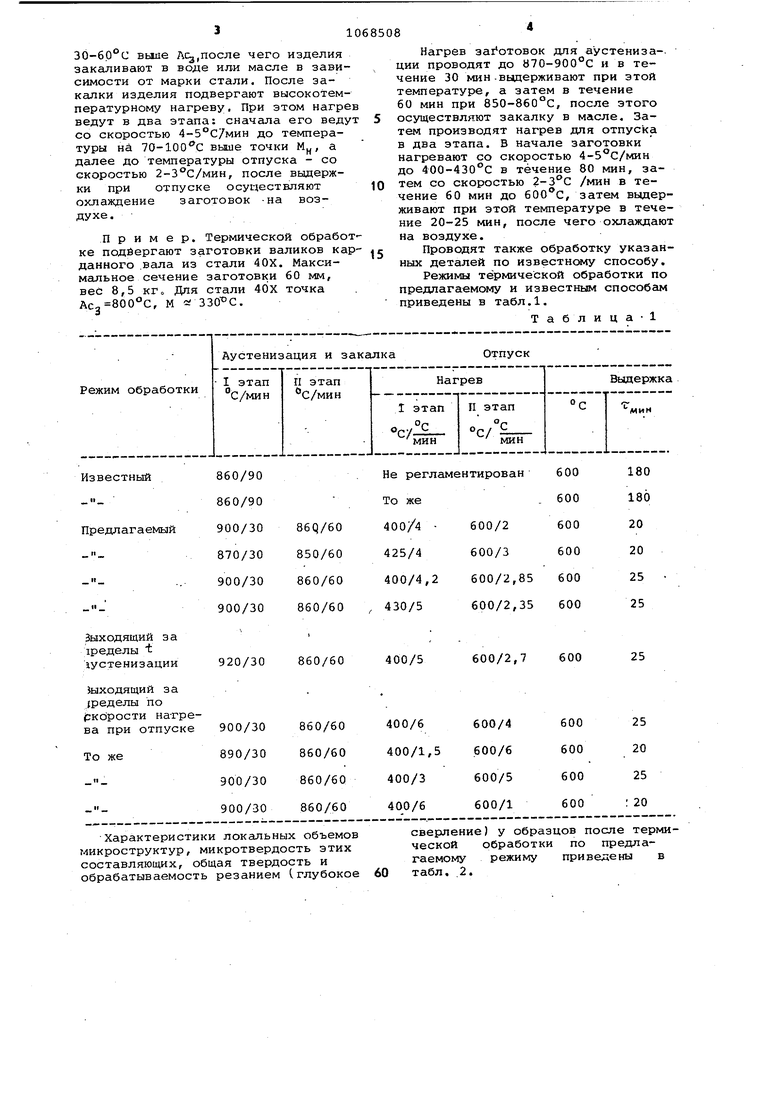
Пример. Термической обработке подвергают заготовки валиков карданного .вала из стали 4ОХ. Максимальное сечение заготовки 60 мм, вес 8,5 кг о Для стали 40Х точка Асз 800°С, М с- 330°С.
Нагрев 3ai OTOBOK для аустениза-. ции проводят до в70-900°С и в течение 30 мин-вьщерживают при зтой температуре, а затем в течение 60 мин при 850-860°С, после этого
осуществляют закалку в масле. Затем производят нагрев для отпуска в два этапа. В начале заготовки нагревают со скоростью 4-5 с/мин до 400-430°С в течение 80 мин, заO тем со скоростью /мин в течение 60 мин до , затем выдерживают при этой температуре в течение 20-25 мин, после чего охлаждают на воздухе.
5 Проводят также обработку указанных деталей по известнее способу. Режимы термической обработки по предлагаемому и известным способам приведены в табл.1.
Таблица-1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ термической обработки литых сталей | 2015 |
|
RU2617185C2 |
| Способ термической обработки заготовок из доэвтектоидных легированных карбидообразующими элементами сталей | 1990 |
|
SU1781310A1 |
| Способ термической обработки поковок из цементуемых сталей | 1977 |
|
SU603677A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| Способ термической обработки заготовок | 1981 |
|
SU988881A1 |
| Способ термической обработки заготовок | 1979 |
|
SU834157A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| Способ термической обработки среднеуглеродистой умереннолегированной стали | 1985 |
|
SU1312113A1 |
Известный
Предлагаемый
920/30
860/60
Характеристики локальных объемов микроструктур, микротвердость этих составляющих, общая твердость и обрабатываемость резанием (.глубокое
180
600
180 600 600
20
20 600 85
25 600 35
25 600
600/2,7
25
600
400/5
сверление) у образцов после термической обработки по предлагаемому режиму приведены в 60 табл. 2.
перлит ерйит, бейнит перлит
перлит, бейнит
207-235
220-228 218-234
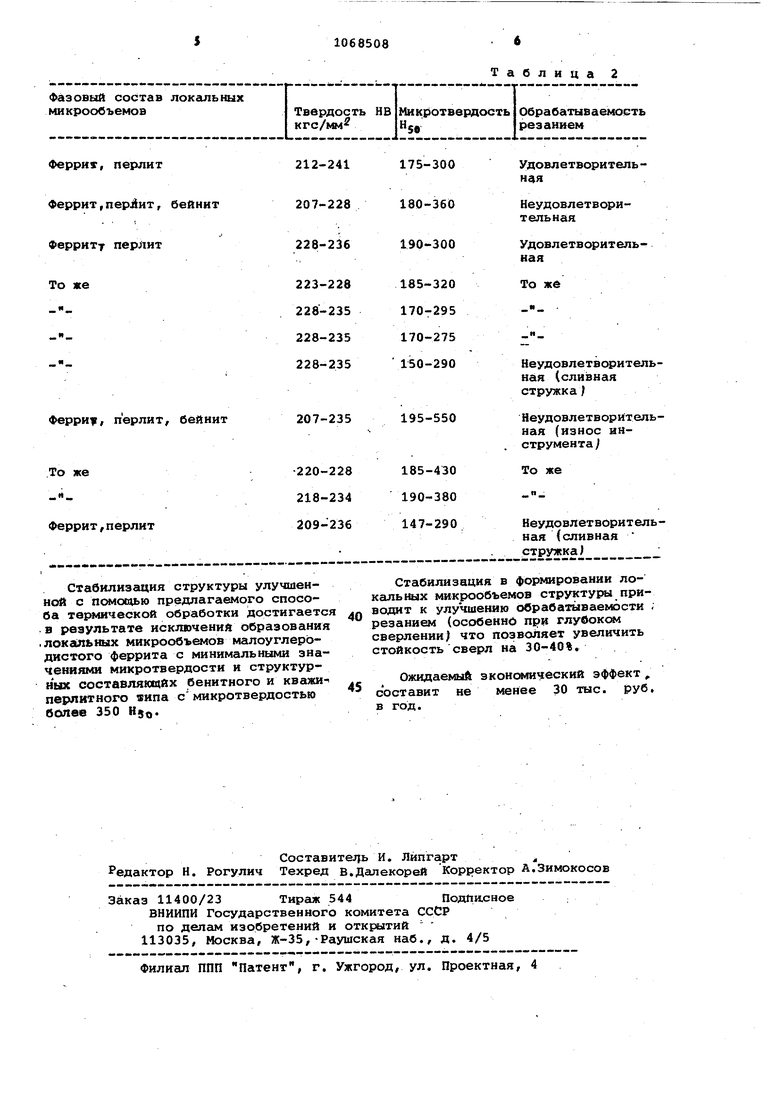
ерлит 209-236 Стабилизация структуры улучшенной с помощью предлагаемого способа термической обработки достигаетс а результате исключений образования . локгьпьиых микрообъемов малоуглеродистого феррита с минимальными значениями микротвердости и структурных составляющих бенитного и кважи перлитного Фипа с микротвердостью более 350 HSQ.
Таблица 2
Удовлетворитель мая
Неудовлетворительная
Удовлетворительная
То же 11
Неудовлетворительная (сливная стружкаJ
550
Неудовлетворительная (износ инструмента у
430
То же «. 380 290
Неудовлетворительная (сливная стружка) Стабилизация в формировании локальных микрообъемов структуры приводит к улучшению обрабатываемости резанием (особенно при глубоко сверлении) что позволяет увеличить стойкость сверл на 30-40%. Ожидаемый зкон(м 4ический зффакт составит не менее 30 тыс. РУб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ термической обработки заготовок | 1979 |
|
SU834157A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шмыков А.А | |||
| Справочник термиста | |||
| М., Машгиз, 1952, с.175 | |||
