Известен способ гибки труб на т)убогибочном станке с нажимным роликом, двигающимся в направлении, перпендикулярном нанравлению иодачи трубы и с нримсаением нагрева токами высокой частоты.
Однако при таком способе гибки происходит сплюихивание трубы в месте изгиба.
В описываемом способе указанный недостаток устранен. Это дости1ается путем н)имеиения охлаждения трубы по сторонам ее зоны нагрева. Ширина зоны равна двух-пяти кратной изгиба трубы.
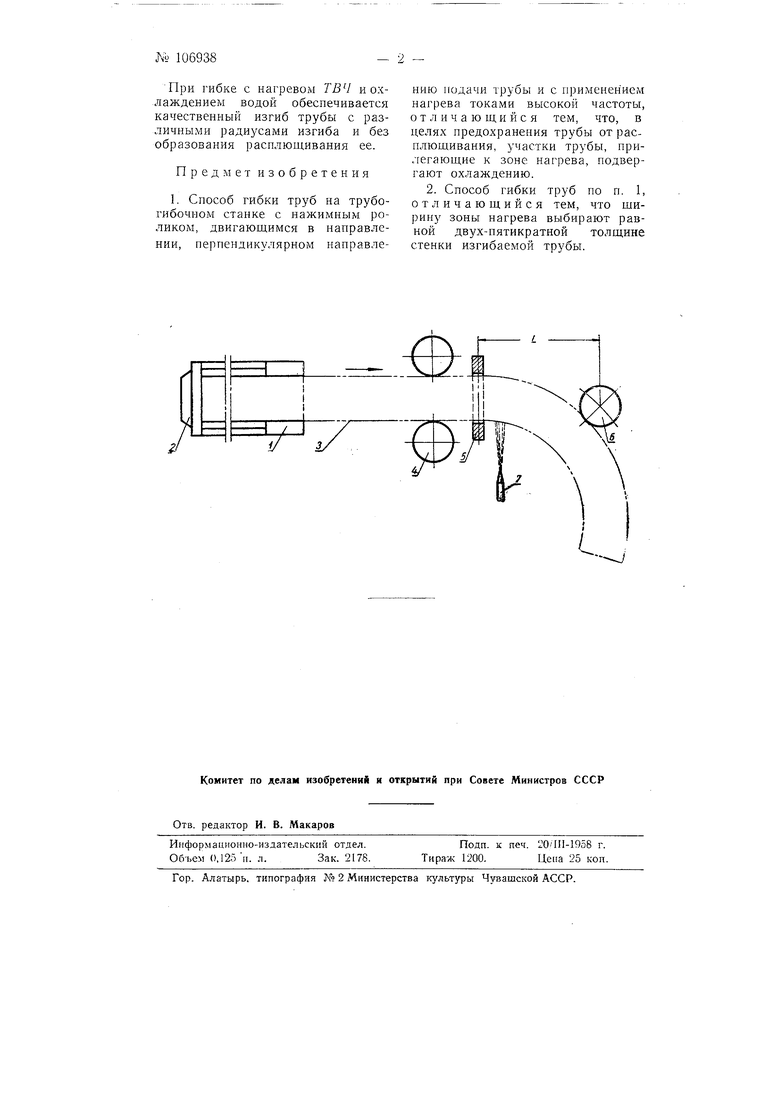
Чертеж поясняет процесс изгиба трубы на станке.
Стапок имеет зажим /, снабженный торцовым упором 2, который воспринимает зеакцию гибки и, двигаясгз под действием механизма продольной нодачи,перемепхает трубу 5с рабочей скоростью гибки.
Ведущие ролики 4, свободно сидящие на своих осях, служат для восприятия реакции гибки.
Таким образом, по обе стороны узкой нагретой до пластического состояния полосы 5 расположены жесткие холодные участки трубы.
Нажимной ролик б свободно сидит на своей оси, закрепленной в нолзуне, который может перемещаться по направляющим, расположенным )пендикулярно направлению движения зажима. Расстояние L между индуктором и нажимпым 1)оликом может регули1)оват1)Сл П11и настройке станка.
Работа па станке происходит слсдуюи1им образом. Включается ток в 11ндукто|) ТВЧ и происходит нродо.:П)Ная подача и одновременно поперечпая нодача. Нажимной ролик 6 давит па , которая нод действием изгибаюнхего момента изгибается в нагретом еечснии с температурой при этом нагретый участок трубы интенсивно охлаждается водой. Предел текучести трубы во много раз ниже, чем на холодных участках. Проходя через зону нагрева, труба последовательно получает изгиб в каждом сечении. Нажимной ролик 6, достигнув некоторой расчетной величины смещения, останавливается и дальнейшая гибка происходит только при продрльной подаче, пока не достигается требуемый угол загиба.
При гибке с нагревом ТВЧ и охлаждением водой обеспечивается качественный изгиб трубы с различными радиусами изгиба и без образования расплющивания ее.
Предмет изобретения
1. Способ гибки труб на трубогибочном станке с нажимным роликом, двигающимся в направлении, перпендикулярном направлению подачи трубы и с применением нагрева токами высокой частоты, отличающийся тем, что, в целях предохранения трубы от расплющивания, участки трубы, нри.тегающие к зоне нагрева, подвергают охлаждению.
2. Способ гибки труб но п. 1, отличающийся тем, что щирину зоны нагрева выбирают равной двух-пятикратной толщине стенки изгибаемой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и устройство для осуществления этого способа | 1957 |
|
SU119774A1 |
| Трубогибочный станок | 1956 |
|
SU110447A1 |
| Способ гибки труб и устройство для осуществления этого способа | 1957 |
|
SU119775A1 |
| Устройство для управления процессом изгибания трубы на трубогибочном станке | 1957 |
|
SU115441A2 |
| Удлинитель для гибки труб | 1975 |
|
SU513763A1 |
| Гибочный орган трубогибочного станка | 1973 |
|
SU463497A1 |
| Способ гибки труб и устройство для его осуществления | 1978 |
|
SU741987A1 |
| Способ гибки тонкостенных труб наМАлый РАдиуС | 1978 |
|
SU799860A1 |
| Станок для гибки труб | 1974 |
|
SU512832A1 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
