1
Изобретение относится к обработке металлов давлением, в частности к производству гнутых трубопроводов, используемых в судостроительной, машиностроительной и других отраслях промышленности.
По авт. св. № 440183 известен трубогибочный станок с индукционным нагревом, содержаш,ий установленные на станине каретку продольной подачи, направляющие ролики, нагревательное устройство и поворотный рычаг с нажимным роликом.
Ось нажимного ролика смонтирована на ползушке, установленной на поворотном рычаге с возмол ;ностью перемеш,ения вдоль указанного рычага, центр вращения которого расположен в точке пересечения оси трубы с плоскостью, перпендикулярной к ней и проходящей через центр изгиба.
Перемещение ползушки с нажимным роликом по направляющим поворотного рычага в этом станке производится вручную с помощью винта, продольная подача осуществляется от отдельного привода торцовым конусным упором, входящим внутрь трубы и создающим усилие, необходимое для изгибания трубы, перемещающейся с рабочей скоростью. Для выполнения изгиба трубы в другой плоскости от отдельного привода с помощью приводных роликов производится поворот ее на необходимый
угол. При повороте изгибаемая труба через конусный упор поворачивает стрелку, которая фиксирует на шкале угол поворота изгибаемой трубы. В связи с отсутствием жесткого крепления при повороте имеет место проскальзывание конусного упора по отнощению к изгибаемой трубе, что отрицательно влияет на определение точности угла поворота изгибаемой трубы и соответственно на качество гибки.
Ручная настройка заданного расстояния между нажимным роликом и центром вращения поворотного рычага также не обеспечивает требуемой точности, что также
отрицательно влияет на качество гибки.
Цель изобретения - повыщение точности настройки расстояния между нажимным роликом и центром вращения поворотного рычага, обеспечение изгиба в другой плоскости и повышение качества гибки труб.
Для этого в предлагаемом станке поворотный рычаг гибочного механизма снабжен приводом с датчиком числа оборотов винта перемещения ползущки с нажимным роликом и шкалой величины ее перемещения, а задний упор снабжен зажимным устройством с датчиком угла поворота изгибаемой трубы.
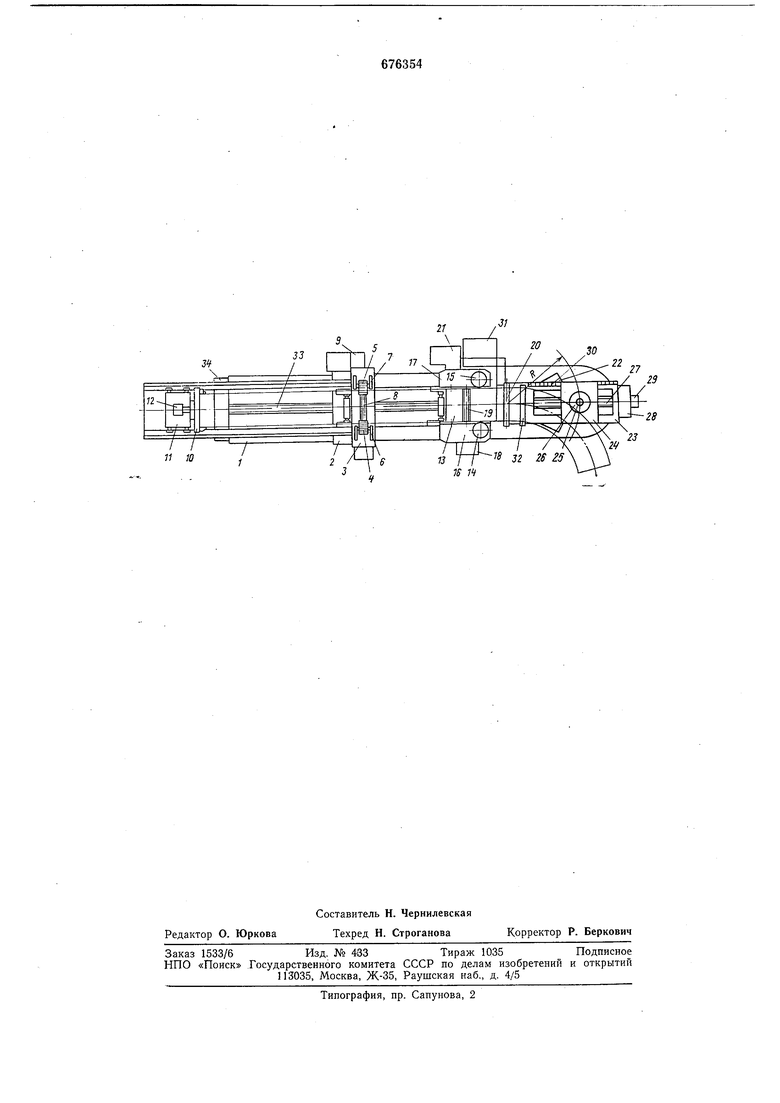
На чертеже изображен предлагаемый станок с индукционным нагревом.
Станок содержит станину 1, по направляющим которой перемещается каретка 2 продольной нодачи с механизмом 3 зажима и поворота изгибаемой трубы.
Механизм 3 зажима и поворота изгибаемой трубы имеет два холостых ролика 4 и два приводных ролика 5. Ролики установлены на кронщтейнах 6 и 7, которые одновременно и равномерно перемещаются по направляющим каретки 2 продольной подачи навстречу один другому с помощью винта 8 от отдельного привода 9. С кареткой 2 продольной подачи жестко соединен торцовый упор, содержащий зажимное устройство 10, закрепленное на тележке И. На оси зал имного устройства 10 закреплен датчик 12 угла поворота зажимного устройства 10 с закрепленной изгибаемой трубой.
На стание 1 установлена каретка 13 направляющих роликов, содержащая ролики 14 и 15, оси которых закреплены на кронштейнах 16 и 17, расположенных на внещней и внутренней сторонах изгибаемой трубы и снабженных приводом 18 для одновременного равномерного перемещения их навстречу один другому с помощью винта 19.
На каретке 13 направляющих роликов установлен охватывающий кольцевой индуктор 20, соединенный с трансформатором 21, который питается от машинного генератора ТВЧ. Индуктор 20 может неремещаться в горизонтальной и вертикальной плоскостях.
На передней части станины 1 имеется гибочное устройство, содержащее сектор 22, на котором имеются направляющие 23 поворотного рычага, по которым может перемещаться ползущка 24.
На ползушке 24 закреплена ось 25 с нажимным ролнком 26. Ползушка 24 перемещается по направляющим 23 с помощью винта 27 от отдельного привода 28 с датчиком 29 числа оборотов винта 27.
На направляющих 23 размещена шкала 30, фнксирующая величину перемещения ползушки 24 по направляющим 23 новоротного рычага.
Ползущка 24 с нажимным роликом 26 перемещается при гибке от отдельного привода 31 по радиусу R с центром в точке пересечения оси изгибаемой трубы с плоскостью индуктора 20.
Перед индуктором 20 установлен регулируемый по высоте поддерживающий ролик
32, предназначенный для поддержания конца изгибаемой трубы при ее выводе из индуктора.
Продольная подача изгибаемой трубы осуществляется с помощью винта 33 от привода 34.
Станок работает следующим образом.
Изгибаемая труба устанавливается между направляющими роликами 14 и 15, роликами 4 и 5 и продвигается через кольцевой индуктор 20 до места начала изгиба. Производится зажим изгибаемой трубы направляющими роликами 14 и 15 с помощью винта 19 от привода 18 и роликами 4 и 5 с помощью винта 8 от привода 9. К торцу трубы подводится тележка И и труба закрепляется в зажимном устройстве 10. К месту гибки с помощью винта 27 от привода 28 подводится нажимной ролик 26. Величина перемещения нажимного ролика 26 задается с помощью датчика 29 и фиксируется на щкале 30. Затем включается нагрев трубы и ее продольная подача. Продольная подача осуществляется приводом 34 с помощью винта 33 и торцового упора, создающего усилие, необходимое для изгибания трубы, перемещающейся с рабочей скоростью. Одновременно нажимной ролик 26 получает рабочее движение по радиусу Д от отдельного привода 31 и производится гибка.
Для выполнения изгиба трубы в другой плоскости изгибаемая труба с помощью винта 33 от привода 34 подается к месту следующего изгиба, с помощью винта 19 от привода 18 отжимаются ролики 14 и 15.
От отдельного привода с помощью приводных роликов 5 производится поворот изгибаемой трубы на необходимый угол, который фиксируется датчиком 12. Затем труба зажимается в направляющих роликах 14 и 15 и выполняется второй изгиб.
Формула изобретения
Трубогибочный станок с индукционным нагревом по авт. св. № 440183, отличающийся тем, что, с целью повыщения точности настройки расстояния между нажимным роликом и центром вращения поворотного рычага, обеспечения изгиба в другой плоскости и повышения качества гибки, поворотный рычаг гибочного механизма снабжен приводом -с датчиком числа оборотов винта перемещения ползушки с нажимным роликом и шкалой величины ее перемещения, а задний упор снабжен зажимным устройством с датчиком угла поворота изгибаемой трубы.
/ 27 ,/ 25
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок с индукционным нагревом | 1973 |
|
SU440183A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Трубогибочный станок | 1986 |
|
SU1465149A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Гибочный орган трубогибочного станка | 1973 |
|
SU463497A1 |
| Станок для гибки труб | 1976 |
|
SU647035A1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
| Устройство для гибки труб с индукционным нагревом | 1987 |
|
SU1530286A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ С ОДНОВРЕМЕННОЙ ОСАДКОЙ И НАГРЕВОМ ТВЧ | 1966 |
|
SU183034A1 |