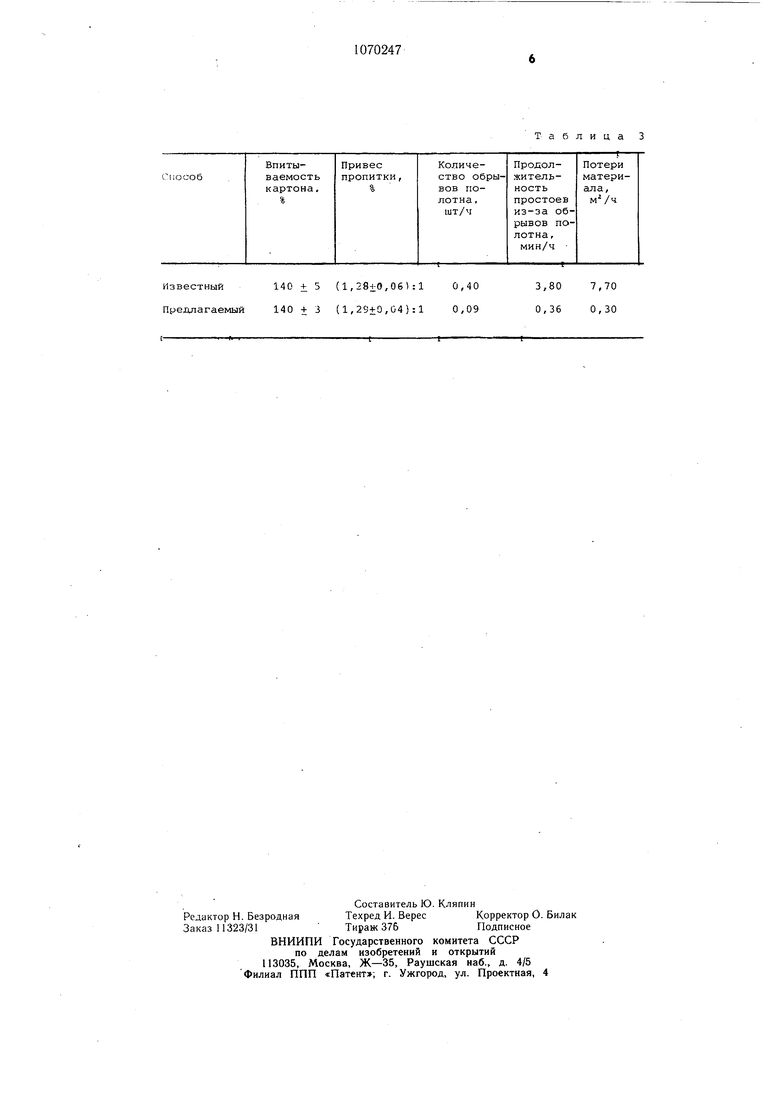
Изобретение относится к производству кровельных материалов и может быть использовайо в промышленности строительных материалов. Известен способ упрочнения волокнистого материала путем армирования его нитями основы 1. Однако картон, полуненный согласно известному способу, невозможно применять в процессе высокотемпературной пропитки при изготовлении рубероида, так как под действием изгибающих деформаций на валках рубероидного агрегата может произойти отделение полотна от армирующих его элементов. Кроме того, армировани/е полотна картона, увеличивает его стоимость, усложняет оборудование для его производства за счет введения дополнительных устройств для армирования. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ упрочнения кровельного картона путем его многократного прессования 2. Однако такой способ не позволяет получить кровельный картон достаточной прочности. Это объясняется тем, что прессование в процессе формирования полотна не только повышает его прочность за счет уплотнения и обезвоживания, но одновременно снижает впитьшаемость полотна. При .линейном давлении на прессах, превышающем величину, предусмотренную технологическим регламентом (табл. 1), впитываемость становится ниже предусмотренной стандартом, что приводит к браку по пропитке рубероида, полученного на основе этого картона. Переработка кровельного картона, изготовленного в соответствии с технологическим регламентом и отвечающего требованиям стандарта к разрывной прочности и впитывающим свойствам, сопровождается повышенной обрывностью полотна при скорости 0,8 м/с и выще, хотя и позволяет получить рубероид с достаточным привесом пропитки. Цель изобретения - увеличение прочности без снижения впитывающих свойств кровельного картона. Поставленная цель достигается тем, что согласно способу упрочнения полотна кровельного картона, путем его многократного прессования, между операциями прессования к полотну прикладывают в течение 25- 50 с растягивающее усилие, равное 0,35- 0,60 от разрывной нагрузки. При этом увеличивается степень ориен. тации волокон картона в продольном направлений и релаксация остаточных напряжений (температурные напряжения, напряжения, вызванные неравномерностью сушки полотна и т. д.). В результате разрывная нагрузка полотна в продольном направЛенин увеличивается, а разброс показателей прочности по площади полотна значительно снижается (табл. 2). Снижение разброса показателей прочности обеспечивает дополнительное уменьшение обрывности полотна при его переработке на рубероидном агрегате, так как Ьдной из основных причин обрывов является наличие дефектов («ослабленных участков) полотна. На чертеже представлена схема устройства, реализующего предлагаемый способ. Полотно кровельного картона упрочняют при производстве рубероида РМ-350 на основе тряпично-макулатурного картона. Сформированное полотно картона 1 с бобины 2 непрерывно подают через натяжитель 3, регулятор 4 Натяжения в магазин 5 запаса картона, где к полотну картона прикладывают предварительное растягивающее усилие, равное 0,35-0,6 от разрывной нагрузки в течение 25-50 с. регулируя сопротивление вращению валка 6 прижимной колодкой 7. Стабилизацию натяжения полотна на заданном уровне в магазине 5 запаса картона осуществляют регулятором 4, длительность предварительного нагружения полотна стабилизируют перемещением подвижной каретки 8 магазина 5 запаса кар тона. После прохождения натяжителя 9 натяжение снижают до величины, обеспечивающей качественную пропитку и безобрывное перемещение упрочненного полотна через ванну 10 с помощью регулятора 11. При этом полотно картона 1 подвергают прессованию между валками 6 и 12 натяжителя 3 и проводными валками 13 и 14 натяжителя 9. Усилие прессования регулируют с помощью пружин 15 и 16, поддерживая линейное давление на полотно в натяжителях 3 и 9 в пределах 3360-4040 н/м. Сравнительные данные упрочненного полотна кровельного картона, полученного согласно известному и предлагаемому способам, приведены в табл. 2. Предварительное растягивающее усилие и разрывная нагрузка определяются по стандартной методике на разрывной машине. Применение предлагаемого способа обеспечивает управление прочностными свойствами кровельного картона, без вредных побочных эффектов (снижения впитываемости брака по пропитке и т. п.). Это позволяет получить рубероид высокого качества и одновременно значительно снизить количест обрывов полотна и связанных с ним простоев рубероидного агрегата и потерь исходных материалов (табл. 3). Кроме того, снижение обрывности полотна облегчает
jpaeory операторов рубероидного агрегата и уменьшает опасность, связанную с :ожогами и травмами, возможными при проводке полотна после обрывов.
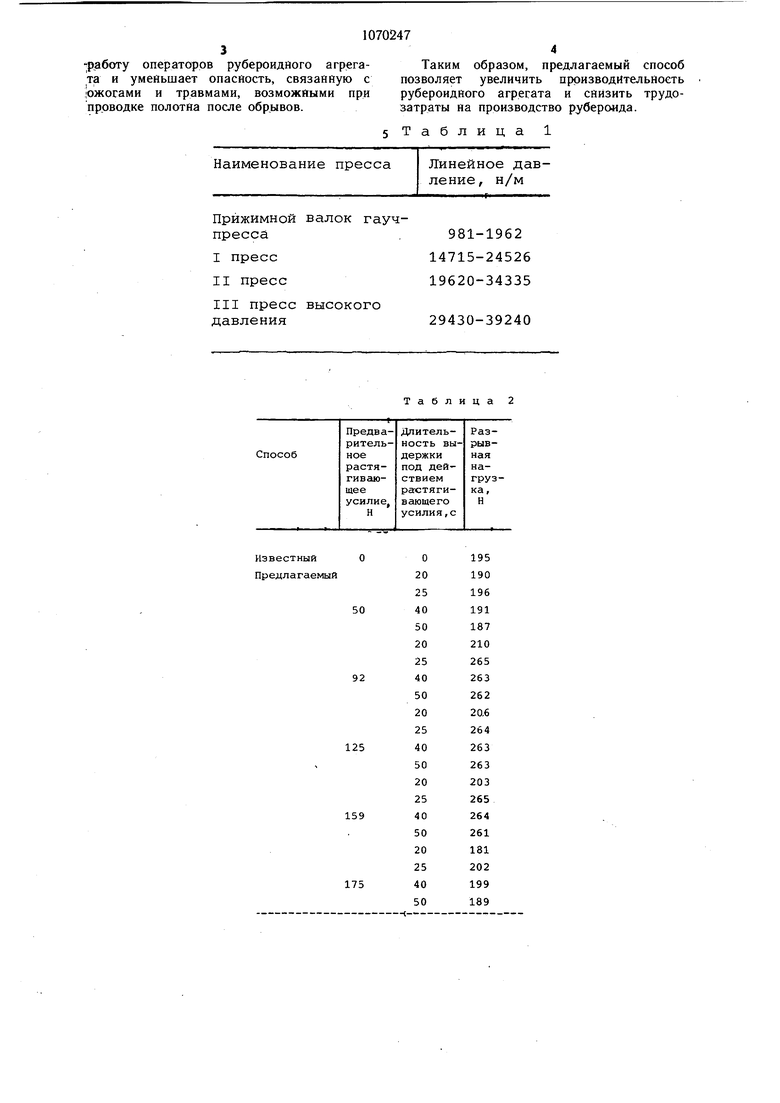
Наименование пресса
валок гаучвысокого
Таким образом, предлагаемый способ позволяет увеличить производительность рубероидного агрегата и снизить трудозатраты на производство рубероида.
Таблица 1
Линейное давление, н/м
981-1962 14715-24526 19620-34335
29430-39240
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Кровельный и гидроизоляционный материал | 1979 |
|
SU897812A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РУБЕРОИДНОГО ПОЛОТНА | 1991 |
|
RU2029042C1 |
| Способ контроля величины привеса | 1980 |
|
SU979997A1 |
| Устройство для пропитки рулонных материалов | 1975 |
|
SU537709A1 |
| Способ изготовления рулонного кровельного материала | 1980 |
|
SU937576A1 |
| Способ производства рубероида | 1989 |
|
SU1712513A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТОНА ИЛИ БУМАГИ ДЛЯ МЯГКИХ КРОВЕЛЬНЫХ ИЛИ ГИДРОИЗОЛЯЦИОННЫХМАТЕРИАЛОВ | 1968 |
|
SU207007A1 |
| Рулонный кровельный и гидроизоляционный материал | 1984 |
|
SU1384691A1 |
| Способ повышения качества битуминозных кровельных и гидроизоляционных материалов | 1952 |
|
SU95925A1 |
СПОСОБ УПРОЧНЕНИЯ ПОЛОТНА КРОВЕЛЬНОГО КАРТОНА путем его многократного прессования, отличающийся тем, что, с целью повышения прочности картона, между операциями прессования к полотну прикладывают в течение 25-50 с растягивающее усилие, равное 0,35-0,60 от разрывной нагрузки. & (Л 41 ( / / .16 .7J Ю 4 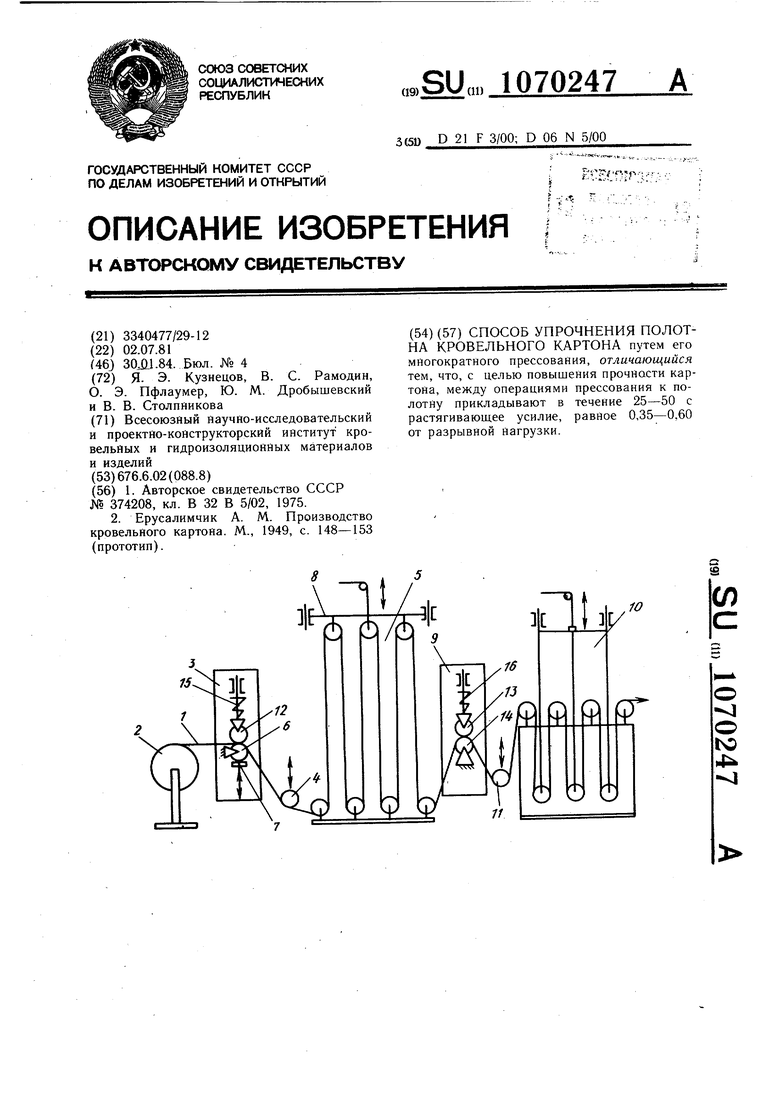
Известный О Предлагаемый
Таблица
Известный 140 + 5 (1,28+0,061:1 0,40 Предлагаемый 140 + 3 (1,29+0,04): 0,09
Таблица 3
3,80
7,70 0,30 0,36
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ АРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА НИТЯМИ ОСНОВЫ | 0 |
|
SU374208A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ерусалимчик А | |||
| М | |||
| Производство кровельного картона | |||
| М., 1949, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
