(54) СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ ПРИВЕСА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рулонного кровельного материала | 1980 |
|
SU937576A1 |
| Устройство для автоматического управления пропиткой ленточных материалов | 1989 |
|
SU1680850A1 |
| Способ обработки кровельного картона битумом | 1977 |
|
SU713893A1 |
| Устройство для пропитки рулонных материалов | 1975 |
|
SU537709A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Устройство для управления степенью пропитки картона в пропиточной ванне | 1977 |
|
SU645070A1 |
| Способ изготовления кровельного материала | 1980 |
|
SU912797A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ КРОВЕЛЬНЫХ ПОКРЫТИЙ | 2002 |
|
RU2299898C2 |
| Способ упрочнения полотна кровельного картона | 1981 |
|
SU1070247A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 2007 |
|
RU2343008C1 |
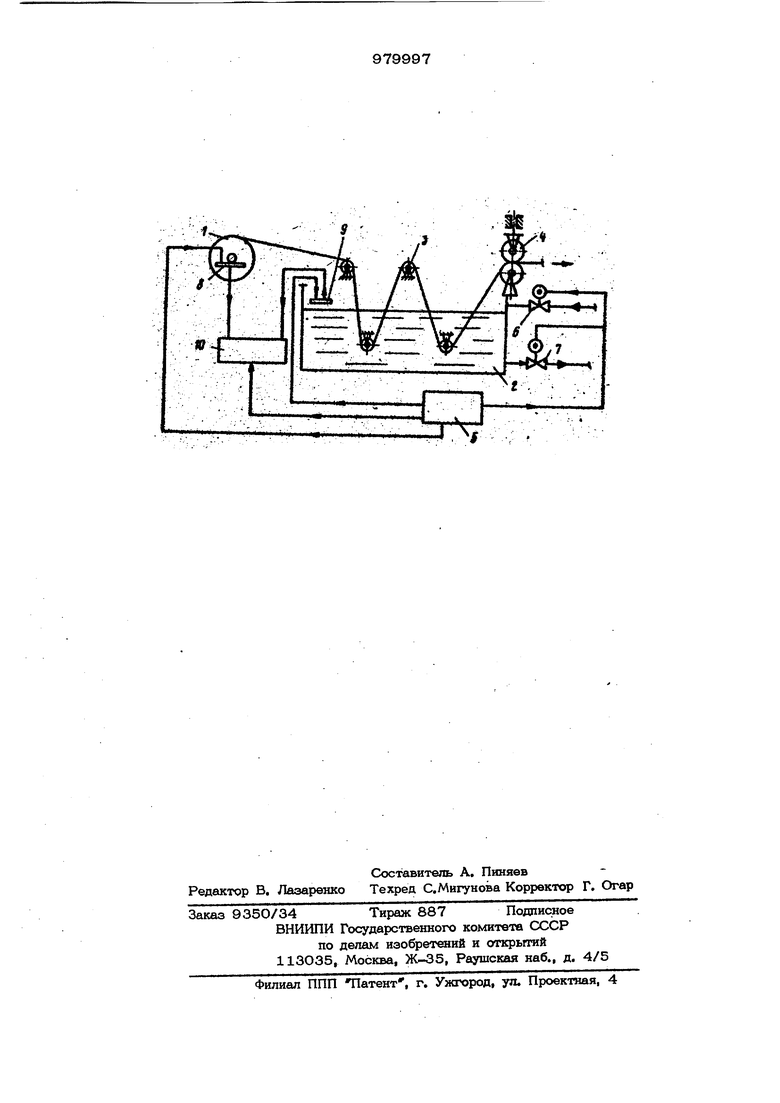
Изобретение относится к производству строительных материалов, в частност рулонных кровельных гидроизоляционнвк материалов, и может быть использовано при пропитке или нанесении защитных пленок на картонную или бумажную осно ву. Известен способ контроля величины привеса пропиточной массы в рулонном кровельном материале, заключающийся в определении расхода пропиточной массы в ванне и массы рулонного кровельного материала, подаваемого с бобины через пропиточцую ванну, по формуле . к где Р - привес пропиточной массы; п - масса образца, rj m - масса образца после извлечения из него пропиточной массы, г; К - коэффициент, учитывающий в пропиточной массе наличие нерастворимых компонентов. Однако известный способ не позволяет увеличить точность контроля при его упрощении. Цель изобретения - повьпиение точности контроля и упрощение способа. Поставленная цель достигается тем, что в способе контроля величины привеса пропиточной массы в рулонном кровельном материале, заключающемся в определении расхода пропиточной массы в ванне к массы рулонного кровельногоматериала, подаваемого с бобины через пропиточную ванну, в процессе контроля прекращают подачу и удаление пропиточной массы, определяют расход пропиточной массы в ванне по изменению уровня в ней и вычисляют привес пропиточной массы по формуле Р jH,H).p.S (где - изменение уровня пропиточной массы в ванне за время измерения, см; 39 5 - площадь зеркала пропиточной массы в ванне, скг; р - плотность пропиточной мас кг/см ; ,j- изменение массы бобины за время измерения, кг. На чертеже; представлена схема устро ства, реализующего предлагаемый слосо Контроль привеса пропиточной массы в рулонном материале проводят вуи про изводстве рубероида РМ-350. Полотно картона с бобины 1 подают в ванну 2 посредством направляющих валков 3 и после пропитки удаляют из ванны 2 че- рез отжимные вальцы 4. Избыток про питочной массы возвращают в ванну. По команде задатчика 5 средства 6 и 7 для регулирования, соответственно, количества подаваемой и удаляемой пропиточной массыпрекращают подачу и удаление ее из ванны 2. Затем по команде задатника 5 одновременно включаютг-ся датчик 8 изменени массы бобины 1 и датчик 9 изменения уровня пропиточной массы. Величина контролируемого показател привеса пропиточной массы определяетс по формуле ТЛ(Л Р- тК где изменение количества пропито ной массы в ванне за время измерения изменения уровня в ванне, кг; mk - масса рулонного материала, подаваемого в пропиточную ванну за период измерения изменения уровня пропиточно массы (битума) в ванне, кг. При этом в нащем случае гт1сЛ().р-5 wK(), где () - изменение уровня пропито ной массы в ванне за время измерения, см. S const- плйщадь зеркала пропит ной массы в ванне, см р const - плотность пропиточной массы, , кг7см - изменение массы бобин 1-1 nirj за время измерения, кг Тогда (H,-H2)P-S 2 После срабатывания делители Ю задатчик 5 дает команду на пр жращение работы датчиков 8 и 9 и вкл: Очение подачи и удаления пропиточной массы посредством средств 6 и 7 д.гш регулирования. По истечении заданного времени цикл измерения повторяется. . Использование изобретения позволяет значительно повысить точность измерения, упростить и, следовательно, повььсить надёжность способа. Эти преимущества позволяют увеличить производительность рубертидного агрегата и качество пергамина и рубероида при одновременном снижении расхода пропиточной массы. Формулаизобретения Способ контроля величины привеса пропиточной массы в рулонном кровельном материале, заключающийся в определении расхода пропиточной классы в ванне и массы рулонного кровельного материала, подаваемого с боб1;шы через пропиточную ванну, огличающийс я тем, что, с целью повышения точности контроля и упрощения способа,, в процессе контроля прекращают подачу и удаление пропиточной массы, определяют расход пропиточной массы в вание по изменению уровня в ней и ВЫЧИСЛ5ПОТ привес пропиточной массы в материале по формуле,- , (Н,-Н2)р-5 тп H.-Hjизметение уровня пропиточгденой массы в вшгае за время измерения, см; площадь зеркала пропиточной массы в ва1ше, плотность пропиточной массы, кг/см ; изменение массы бобины -mnза время измерения, кг. Источники информации, принятые во внимание при экспертизе 1. Материалы рулонные, К1:овельные и гидроизоляшонные. Методы испытаний, ГОСТ 2678-76 (прототип).
