| to
Изобретение относится к строительной индустрии, а именно к устройствам для электронагрева и укладки арматурных стержней в упоры поддона при изготовлении предварительно напряженных железобетонных изделий.
Известна установка для электронагрева арматурных стержней и подачи их к месту укладки, включающая вертикальную кассету с направляющими для стержней, механизм продольного перемещения и подачи стержней в электроконтакты, причем вертикальная кассета выполнена многорядной и установлена на каретке с возможностью поперечного перемещения при помощи винтового привода iJ.
Недостатком установки является отсутствие механизма укладки нагре тых арматурных стержней в упоры поддона.
Наиболее близким к изобретению техническим решением является устройство для укладки арматурных стеней в упоры поддона формы, включающее питатель, раму с продольными направляющими пазами и бортами, фисаторы с приводными цилиндрами и механизм перемещения арматурных стержней C2J.
Недостатком является ее низкая производительность из-за невозможности использования на конвейерных линиях при движении поддонов вдоль продольной оси.
Целью изобретения является повышение производительности.
Поставленная цель достигается -тем, что установка для укладки арм турных стержней в упоры поддона формы, включающая питатель, раму с продольными направляющими пазами и бортами, фиксаторы с приводными цилиндрами и механизм перемещения арматурных стержней с приводной цепью, снабжена отсекакхцими рычагами с доталкивателями, поворотными валами, управляющими концевыми выключателями, а механизм перемещения арматурных стержней снабжен содиненной с приводной цепью толкающей кареткой, причем отсекающие рычаги жестко закреплены на повороных валах, которые смонтированы на раме с возможностью вращения от приводных цилиндров фиксаторов при этом упра-влякяцие концевые выключатели смонтированы в продольных направляющих пазах рамы с возможностью последовательного взаимодействия с толкающей кареткой механизма перемещения арматурных стержней, причем отсекающие рычаги связаны шарнир,но с доталкивателями с пожяцью тяг.
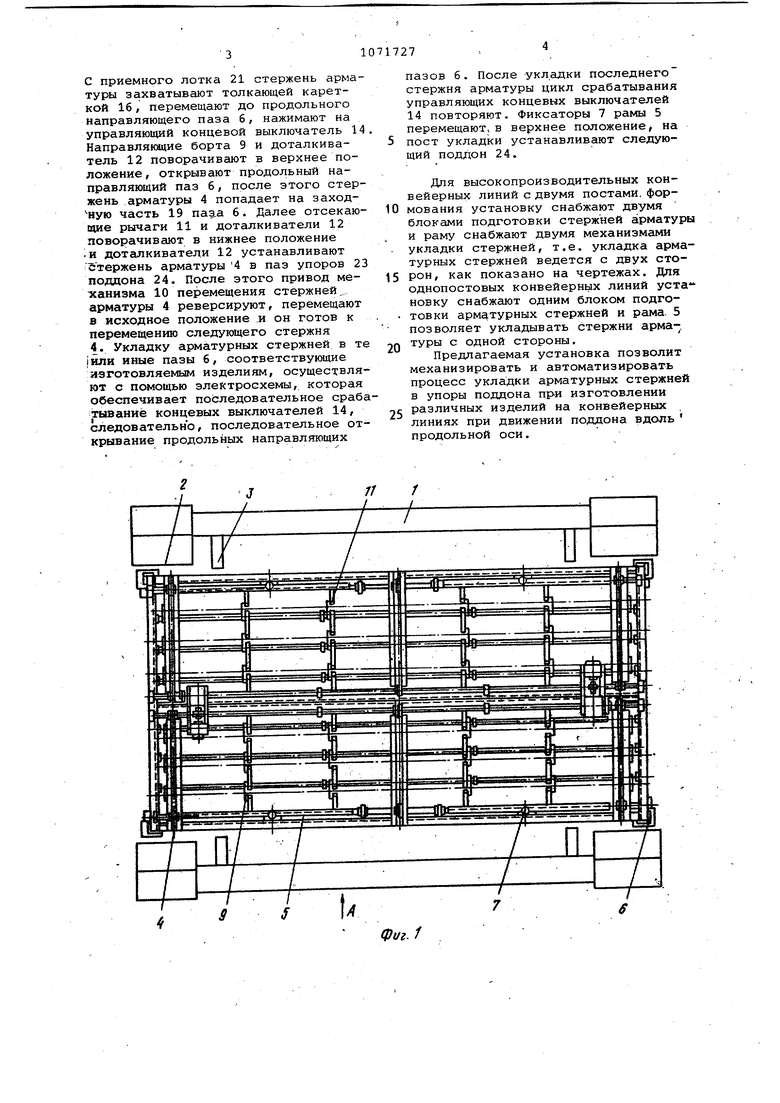
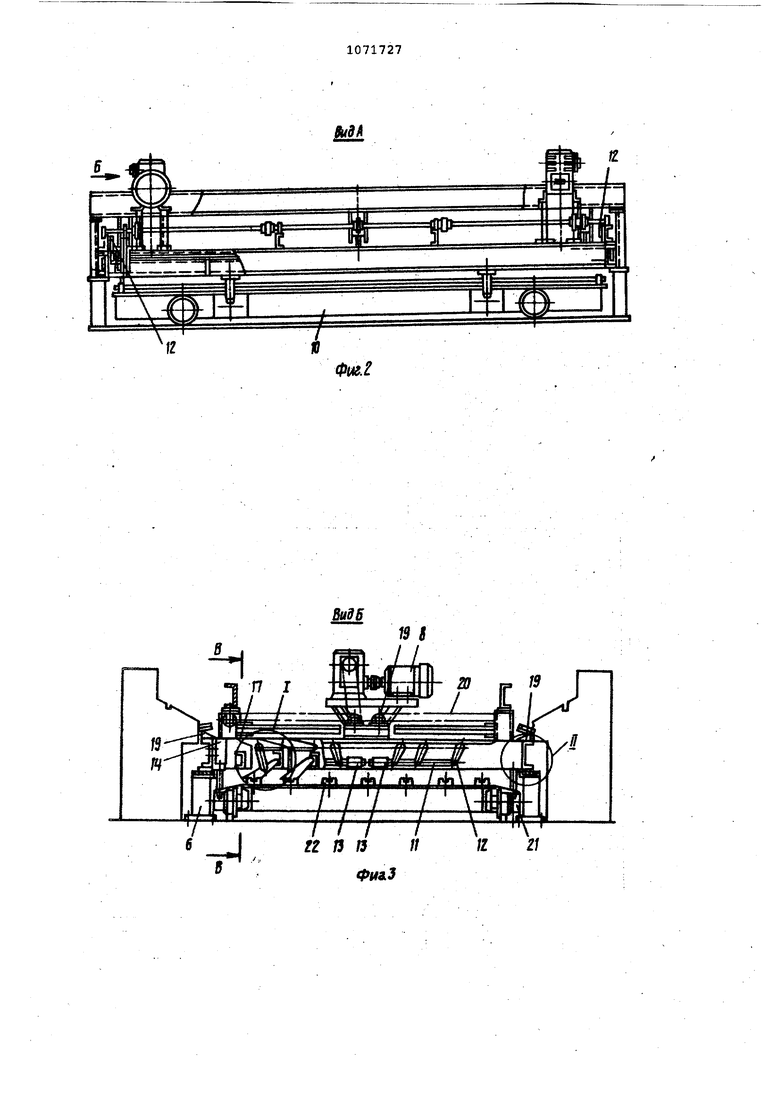
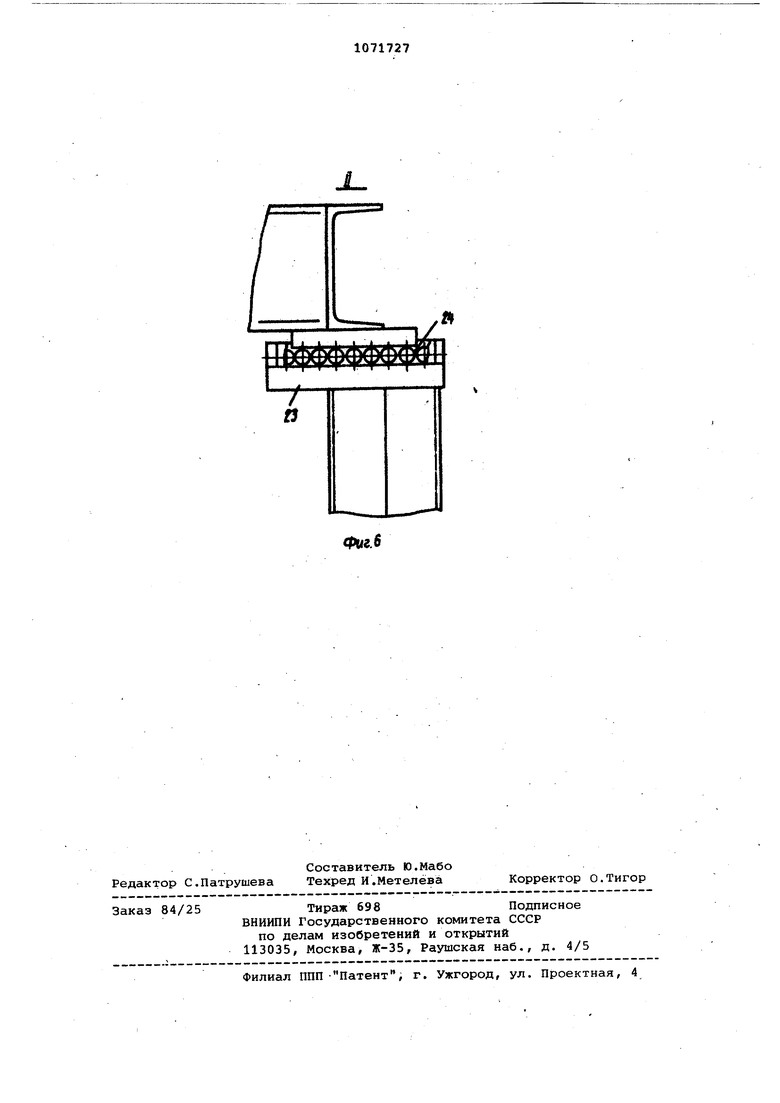
На фиг. 1 изображена установка в плане; на фиг: 2 - вид А на фиг.1 на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - узел 1 на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3, на фиг. 6 - узел 11 на Фиг. 3.
Установка для укладки арматурных стержней в упоры поддона включает питатель 1, механизм 2 нагрева и укладки 3 стержней 4, раму 5. с продольными направляющими пазами 6, фиксаторы 7 с приводными цилиндрами 8, направляющие борта 9 и механизм 10 перемещения арматурных стержней 4.
Установка снабжена отсекащими рычагами 11 с доталкивателями 12, поворотньи и валами 13, управляющими концевыми выключателями 14, плавакяцими опорами 15. Механизм
10перемещения арматурных стержней
4снабжен толкающей кареткой 16. Плавающие опоры 15 выполнены шаровыми с возможностью перемещения рамы 5 с продольными направляющими разами 6 в горизонтальной плоскости Отсекающие рычаги 11 жестко закреплены на поворотных валах 13. Поворотные валы 13, смонтированы на раме 5 с возможностью вращения от цриводных цилиндров 8. Управляющие концевые выключатели 14 смонтирован на продольных направлк:CSOHX пазах 6
с возможностью последовательного взаимодействия с толкающей кареткой 16 механизма 10 перемещения арматурных стержней 4, Отсекающие рычаги 11 связаны шарнирно с доталкивателями 12 с помощью тяг 17. Толкающая каретка 16 механизма 10 перемещения арматурных стержней 4 связана с его приводной цепью 18.
Направляю1сие пазы 6 имеют заходную часть 19, а отсекающие рычаги
11- привод 20.
Установка имеет также приемный лоток 21, кронштейны 22 и упоры 23 поддона 24. Плавающие опоры 15 имеют основание и шарики для обеспечения возможности перемещения рамы
5в горизонтальной плоскости.
. Установка работает следующим образом.
Пучок стержней с высаженными головками загружают в лоток 21 питателя 1. После отбора стержня он попёщает в механизм 2 нагрева стержня 4, после чего стержень попадает на приёмный лоток 21 рамы 5. Раму 5 после установки поддона 24 на посту укладки арматурных стержней фиксируют относительно поддона с помощью фиксаторов 7, которые с помощью приводных цилиндров 8 входят в отверстия кронштейнов 22 поддона 24. После этого оси продольных направляющих пазов б рамы 5 совмещают с осями упоров 23 поддона 24.
С приемного лотка 21 стержень арматуры захватывают толкающей кареткой 16, перемещают до продольного направляющего паза б, нажимают на управляющий концевой выключатель 14 Направляющие борта 9 и доталкиватель 12 поворачивают в верхнее положение, открывают продольный направляющий паз 6, после этого стержень арматуры 4 попадает на заход ную часть 19 падл 6. Далее отсекающие рычаги 11 и доталкиватели 12 поворачивают в нижнее положение и доталкиватели 12 устанавливают стержень арматуры 4 в паз упоров 23 поддона 24. После этого привод ме анизма 10 перемещения стержней. арматуры 4 реверсируют, перемещают в исходное положение и он готов к перемещению следующего стержня 4. Укладку арматурных стержней в те |Ш1И иные пазы 6, соответствующие изготовляемым изделиям, осуществляют с помощью электросхемы, которая обеспечивает последовательное срабатывание концевых выключателей 14, следовательно, последовательное открывание продольных направляющих
пазов 6. После укладки последнего стержня арматуры цикл срабатывания управляющих концевых выключателей 14 повторяют. Фиксаторы 7 рамы 5 перемещают; в верхнее положение на пост укладки устанавливают следующий поддон 24.
Для высокопроизводительных конвейерных линий с двумя постами, формования установку снабжают двумя
блоками подготовки стержней арматуры и раму снабжают двумя механизмами укладки стержней, т.е. укладка арматурных стержней ведется с двух сторон, как показано на чертежах. Для
однопостовых конвейерных линий уста новку снабжают одним блоком подготовки арматурных стержней и рама. 5
позволяет укладывать стержни арма-.
туры с одной стороны.
Предлагаемая установка позволит механизировать и автоматизировать процесс укладки арматурных стержней в упоры поддона при изготовлении
различных изделий на конвейерных линиях при движении поддона вдоль продольной оси.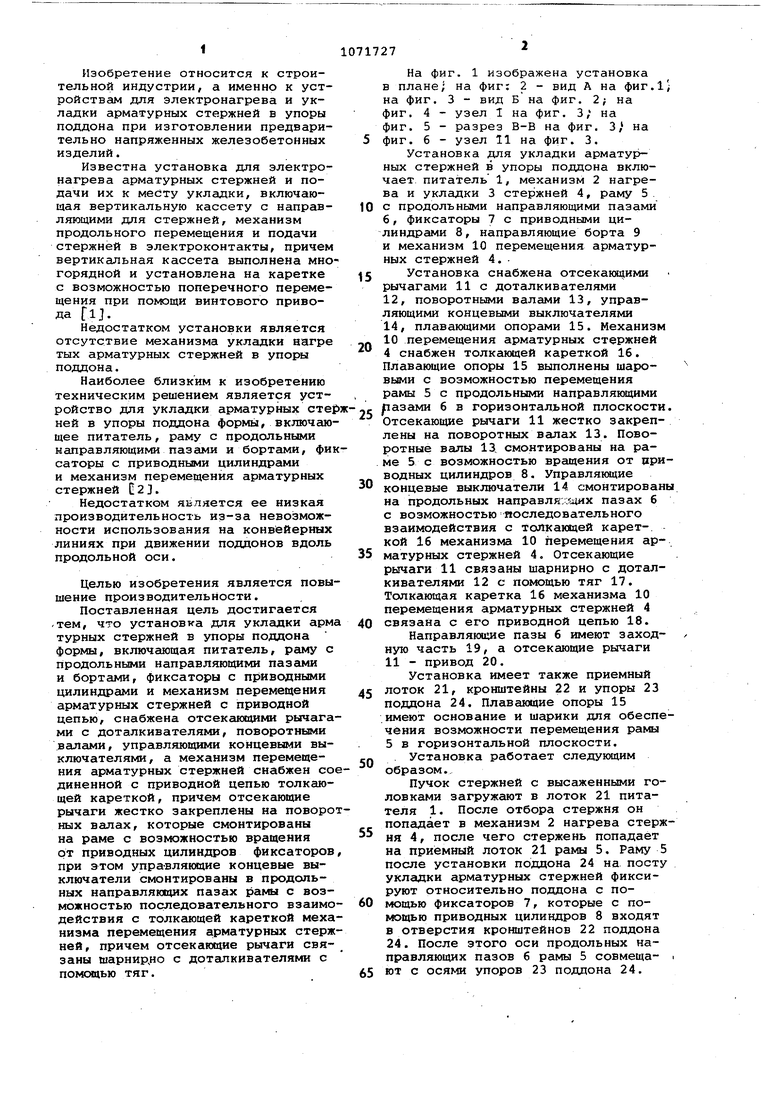
II
э
ж ж- ГА Л Ж А А
а
„.-III
