Изобретение относится к устройствам, используемым для натяжения арматурных стержней при изготовлении предварительно напряженных железобетонных изделий.
Целью изобретения является повышение производительности и качества арматурных стержней.
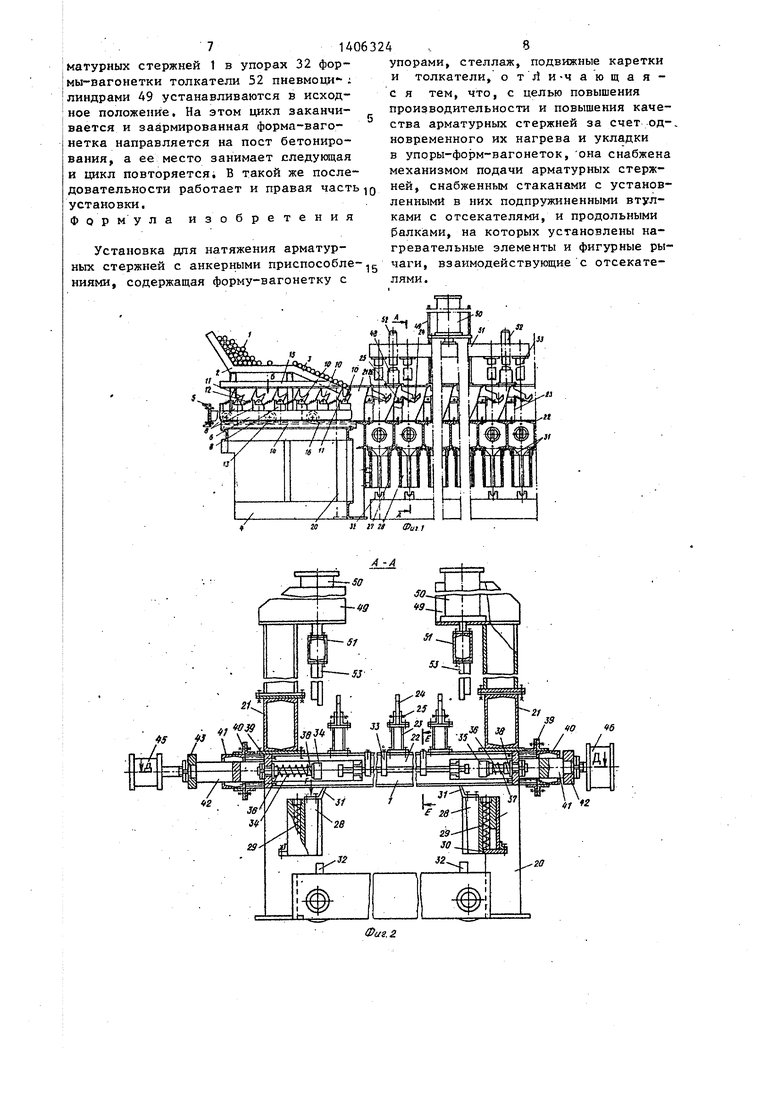
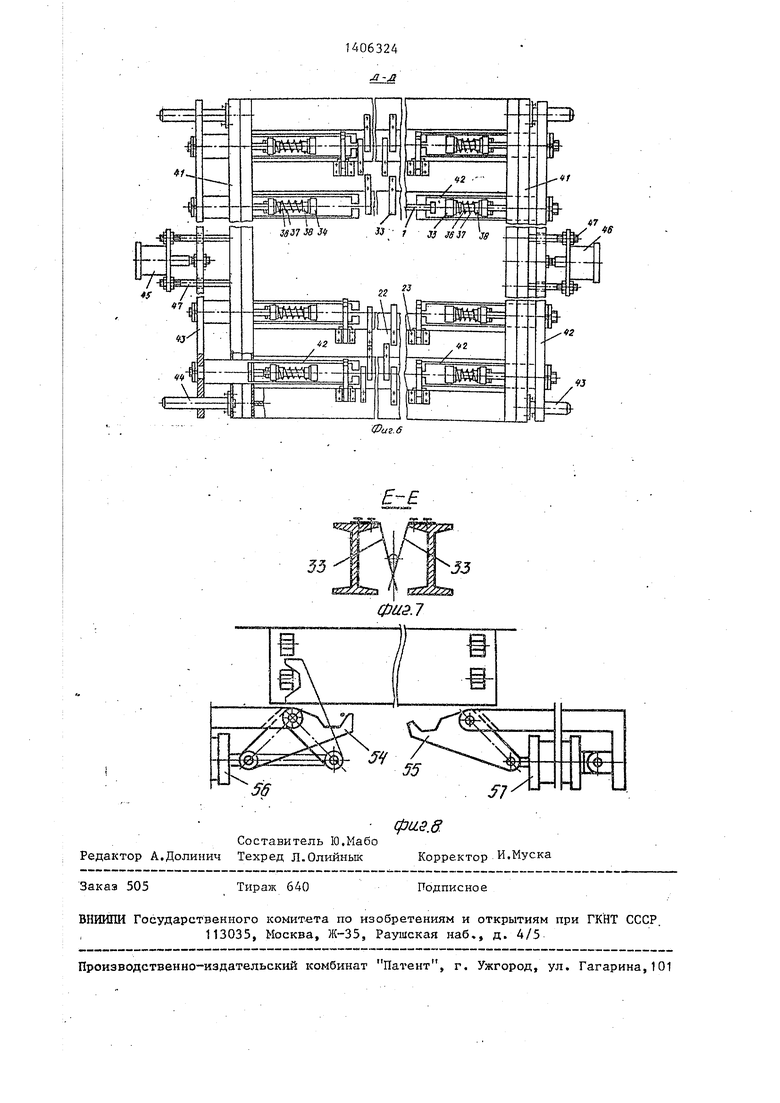
На фиг.1 показана установка, по- перечньй разрез; на фиг.2 - разрез А-А на фиг.1; на фиг,.3 - вид Б на фиг.1; на фиг.4 - разрез Б-В на фиг.З; на фиг.5 - вид Г на фиг.2; на фиг.6 - разрез Д-Д на фиг.2; на фиг.7 - сечение Е-Е на фиг.2; на
фиг.8 - схема фиксации .формы-вагонетки с упорами.
Механизм подачи предназначен для приема и раскладки арматурных стержней 1 в нагревательный механизм. Он имеет стеллаж с рамой 2 и наклонную плоскость 3, смонтированные на подрамнике 4. Под верхней рамой стеллажа 2 и наклонной плоскостью 3 размещен механизм 5 подачи, который состоит из направляющих 6, жестко закрепленных к балке 7. В направляющих 6, на заданном расстоянии, размещены стаканы 8, внутри которых установлены втулки 9 с прузкинами 10.
О
со to
4:
Сверху к втулкам 9 шарнирно закреплены отсекатели 11 с пружинами 12,
Для облегчения перемещения направляющие 6 снабжены роликами 13, для которых опорой служат рельсы 14.
Над каждым рядом отсекателей 1,1 установлены ограничители 15, предназначенные для установки их в исходное положение в стаканах 8,
Между направляющими 6 к бйлке 7 жестко установлена реечная штанга 16 с направляющими втулками 17, Реечная штанга 16 постоянно находится в за
надежного прижима электроконтактов 34 и 35.
Левые и правые штанги 36 закреплены через опоры 39 к неподвижным балкам 40, прикрепленным к торцам дну- , тавровых балок 22, Для захвата ррма- турного стержня 1 и поджима его к электроконтактам 34 и 35 -предусмотрены вилочные .тяги 41, закрепленные к подвижным плитам 42, размещенным На направляющих колонках 43.
Перемещение подвижных плит 42 осуществляется пневмоцилиндрами 44
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для натяжения арматурных стержней с анкерными приспособлениями | 1980 |
|
SU881273A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Устройство для поперечной подачи арматурных стержней | 1981 |
|
SU1006668A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Центробежная многороторная машина для отливки полых изделий | 1978 |
|
SU749553A1 |
| Устройство для электронагрева арматурных стержней с анкерными головками | 1985 |
|
SU1346747A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА | 1993 |
|
RU2048222C1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |

Изобретение относится к строительству. Изобретение относится к промышленности сборного железобетона. Изобретение относится к устройствам для электронатяжения арматурных стержней при изготовлении преднапря- женных железобетонных изделий. Установка снабжена нагревательным механизмом, установленным над конвейером, на котором с торцов смонтированы подвижные плиты с колодками и подпружиненными электроконтактами, а перемещают их пневмоцилиндры. Укладка арматурных стержней 1 и их продавливание в упоры 32 формы-вагонетки произво-. дится двумя парами пневмоцилйндров 50, штоки которых соединены с траверсой 51, снабженной толкателями 53. Для обеспечения технологии натяжения предусмотрены механизмы подачи 5, установленные параллельно по обе стороны конвейера. Каждьпй механизм подачи снабжен направляющими 6 и реечной штангой 16. В направляющих 6 на заданном расстоянии размещены стаканы 8, внутри которых установлены подпружиненные втулки 10 с шарнирно закрепленными отсекателями 11. При работе механизма подачи 5 отсекатели 11 извлекают арматурные стержни 1 с наклонной плоскости 3 стеллажа и передают их в нагревательный механизм. 8 ил. (Л
цеплении с шестерней 18, закрепленной ig и 45, закрепленными шпильками 46 к
на валу мотор-редуктора 19,С торцов ст.еллажа с рамой 2 установлены тумбы 20, пр,едназначенные для монтажа на них поперечных балок 21.
неподвижным балкам 40.
Для исключения перемещения арматурного стержня 1 вдоль его оси при нагреве и выборе теплового удлинени
Механизм нагрева арматурных стерж зд с помощью пневмоцилиндра 44, пневмоней 1 содержит раму, которая состоит из двутавровых балок 22,-жестко закрепленных к поперечным балкам 21. Сверху на балках 22 установлены кронштейны 23, на которых размещены пово-25 вагонеток предусмотрены устройства, ротные фигурные рычаги 24, .смонтиро- которые состоят из кронштейнов 47,
цилиндр 45 должен быть мощнее на 40-50 % Iпневмоцилиндра 44.
Для продавливания и укладки арматурных стержней 1 в упоры 32 формванные на осях 25. Фигурные рычаги 24 постоянно поджаты плоскими прунсиг нами 26. Фигурные рычаги 24 имеют наклонные плоскости с призмами, оси которых смещены на заданный .размер от вертикальной оси корпусов 27, закрепленных к нижним плоскостям баок 22. В корпусах 27 установлены. возможностью поворота на небольшой гол подвижные каретки 28, снабженные пружинами 29, опертые на планки 30.,На верхних плоскостях подвижных кареток 28 установлены полупризмы 31, предназначенные для приема и направления нагретых арматурных стержней 1 в пазы подвюкных кареток 28 и для последующей укладки их в упоры 32 формы-вагонетки, . ®
Для приема и предварительного центрирования арматурных стержней 1 к верхним плоскостям балок 22 установлены плоские пружины 33. Для торцового электроконтактного нагрева арматурных стержней 1 предусмотрены подвижные элёктроконтакты 34 и 35, смонтированные на штангах 36, снабженные пружинами 37 и электроизоляторами 38, Пружины 37 предназначены ля компенсации разности толщин высаенных головок или разности длин выступающих концов стержней из запрессованных шайб с целью создания
неподвижным балкам 40.
Для исключения перемещения арматурного стержня 1 вдоль его оси при нагреве и выборе теплового удлинения
с помощью пневмоцилиндра 44, пневмовагонеток предусмотрены устройства, которые состоят из кронштейнов 47,
цилиндр 45 должен быть мощнее на 40-50 % Iпневмоцилиндра 44.
Для продавливания и укладки арматурных стержней 1 в упоры 32 форм0
5
0
закрепленных на поперечных балках 21, а на верхних их плоскостях установлены кронштейны 48 с пневмоцилинд- рами 49, штоки которых соединены с траверсой 50 с возможностью перемещения по колонкам 51, К траверсе 50 жестко закреплены толкатели 52,
Для фиксации формы-вагонетки с упорами 32 в рабочее положение предусмотрены рычаги 53 и 54, шарнирно соединенные со штоками пневмоцилинд- ров 55 и 56, осуществляющими фиксацию по крайним упорам 32.
Установка работает следующим образом.
Пачку арматурных стержней 1 краном укладывают на стеллаж с рамой 2, а затем оператор вручную укладывает часть из них на наклонную плоскость
0
формы-вагонетки для фиксации в чее положение, а после этого пневмо- цилиндры 55 и 56 устанавливают рычаг 53 и 54 в исходное положение. Затем в работу вступает механизм подачи 5, включается метор-редуктор 19, шестерня которого 18 перемещает реечную штангу 16 вместе с направляющими 6 для подачи арматурных стержней 1 в нагревательный механизм. ;.
Как только отсекатели 11 первого ряда выйдут из-под ограничителей 15 (фиг.1), ог и пружинами 10 выталкиваются вверх, отсекают один стержень, перемещают его по ходу движения. То же самое поочередно производят и следующие ряды отсекателей 11. При этом арматурные стержни 1 поочередно скатываются по наклонной плоскости 3 и устанавливаются в исходное поЯоже™ ние.
По ходу движения направляющих 6 ролики 13 выходят с рельс 14, а затем перемещаются по верхней плоскости балок 22. При дальнейшем движении отсекателей 11 с арматурными стержнями 1 последние поочередно поворачивают ряды фигурных рычагов 24 на осях 25 вправо, а, пройдя их фигурные рычаги 24 плоскими пружинами 26, устанавливаются в исходное положение.Как только последний ряд отсекателей 11 с арматурными стержнями 1 окажется между первым и вторым рядами фигурных рычагов 24, расположенных у стеллажа 2, мотор-редуктор 19 с помощью конечного выключателя переключается на обратный ход. При обратном движении арматурные стержни 1, находящиеся на о,тсекателях 11, упираются в фигурные рычаги 24, сбрасываются на наклонные поверхности,, а затем в призмы этих же рычагов. При этом движении механизма 5 подачи отсекатели/ 11 тыльной плоское , ью упираются в арматурные стержни 1, а пружинами 12 устанавливаются в исходное положение а ограничит ели 15 устанавливают от- секатели 11 в стаканах 8. Как только механизмы подачи 5 располож атся в крайнем левом положении, мотор-редуктор 19 с помощью конечного выключателя переключается на рабочий ход для подачи следующей партии арматурных стержней 1. При этом-повторяются рабочие функции отсекателей 11, которые с захваченными арматурными стержнями 1,перемещаются в крайнее правое
положение, а по ходу движения поворачивают фигурные рычаги 24 для сброса ранее уложенных арматурных стержней 1 на плоские пружины 33, которые удерживают их с предварительным цент- риро йа нием. При достижении правого крайнего положения механизма 5 Подачи мотор-редуктор 19 переключается на обратный ход, при котором арматурные стержни 1, находящиеся на отсека- телях 11 упираются в фигурные рычаги 24, сбрасываются на наклонные поверхности, а затем в призмы этих же рычагов. После,этого механизм 5 подачи устанавливается в левом крайнем по- ложении.
После этого в работу включается пневмоцилиндр 45, который перемещает подвижную плиту 42 для захвата вилочными тягами 41 за головки арматурных стержней 1 для прижима последних к электроконтактам 35. Затем включается пневмоцилиндр 44,. который через под- вюкную плиту 42 вилочными тягами 41 захватывает за противоположные головки арматурные стержни 1 и поджимает к электроконтактам 34. Затем подается электроток для нагрева арматурных стержней 1 и выбора теплового удлинения, а после их нагрева до заданной температуры электроток отключается в пневмоцилиндры 44 и 45 переключаются для установки их в исходное положение,- освобождая нагретые арматурные стержни 1 для укладки в упоры 32 форм-вагонеток. Для этого включаются в работу пневмоцилиндры 49, которые через траверсы 50 толкателями 52 арма- турные стержни 1 Извлекают из плоских пружин 33 и направляют в полупризмы31, а затем.толкателями 52 при движении вниз давят на арматурные стержни 1, которые увлекают за собой подвижные каретки 28,перемещаясь в корпусах 27, опускаются на упоры 32 форм-вагонет- ки. При этом пружины 29 сясимаются.
При дальнейшем движении толкателей 52 анкерные приспособления на арматурных стержнях 1 скользят по наклонным граням подвижных кареток 28, чем создают заданное механическое натяжение арматурных стержней 1.
Затем натянутые арматурные стержни 1 укладываются в упоры 32 форм- вагонеток, при этом подвижные каретки 28 под действием пружин 29 устанавливаются в исходное положение, После незначительного остывания ар«г
JS
J«1 usIf ас
А
i
f 2в
IV
,20
Вид Б
В-В
B УУХхХ/У/ХХ/УП ГТ
(
/7 22 гТ1рСг
ff ;/,
т
10 Фие.Ч
фие.д
Вадг
фus.S
Составитель Ю.Мабо Редактор А.Долинич Техред Л.Олийнык
Заказ 505
Тираж 640
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина,101
Фиг.6
Корректор И.Муска
Подписное
