Изобретение относится к области изготовле}1ия железобетонных изделий и может быть использовано для укладки арматурных стержней в форму после их электротермического нагрева.
Известны устройства для укладки арматурных стержней в форму после их электротермического нагрева, включающие захватные приспособления.
С целью механизации процесса укладки арматурных стержней предлагаемое устройство выполнено с имеющей направляющие стани юй, на которых с возможностью продольного перемещения установлена приводная каретка с монтированной на ней траверсой поперечного перемещения, причем на этой траверсе установлен силовой цилиндр, взаимодействующий с рамкой, снабженной вилкообразными захватами, в свою очередь, взаимодействующими с фиксаторами стержней, закрепленными на траверсе.
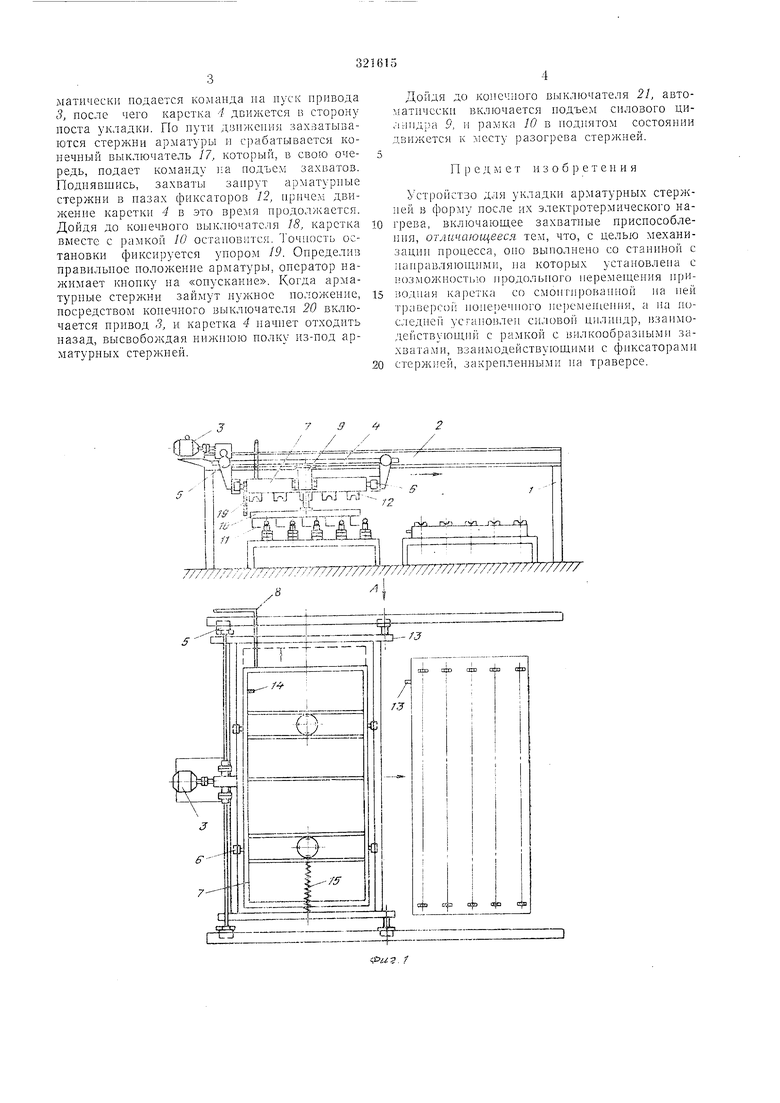
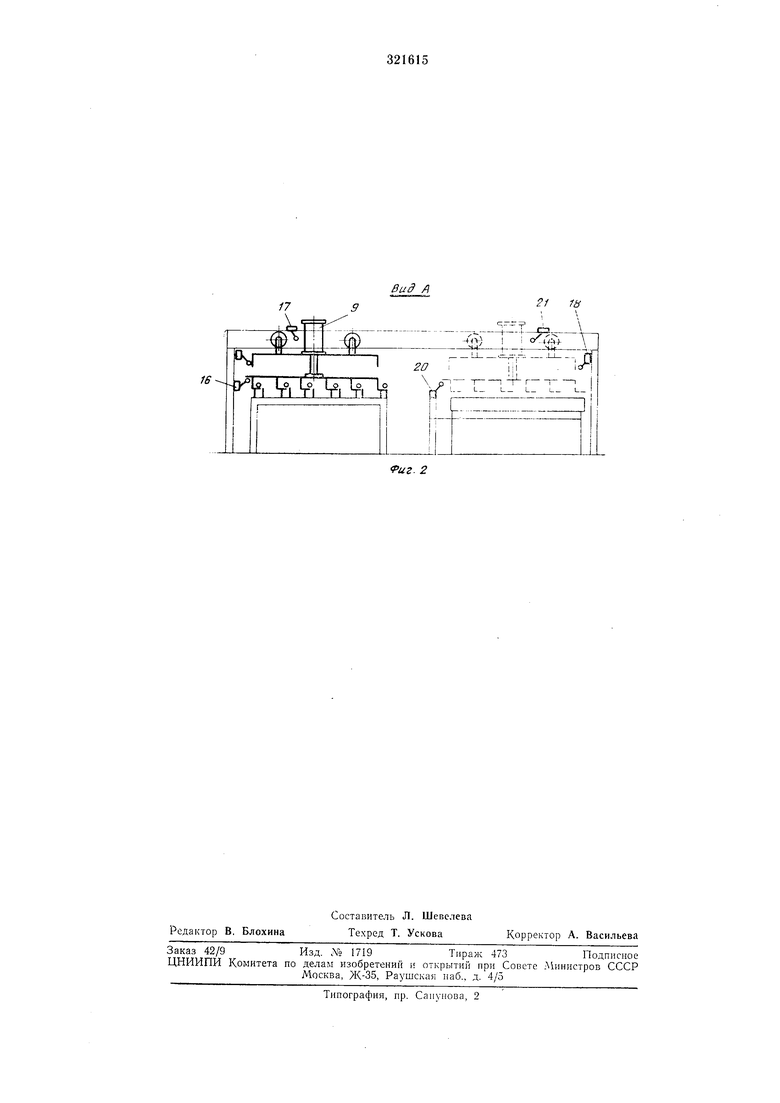
На фиг. 1 представлено схематически предлагаемое устройство, вид сбоку и сверху; на фиг. 2 - то же, вид по стрелке /4.
Устройство для укладки арматурных стержней в форму после их электротермического нагрева включает станину 1, имеющую направляющие 2, на которых установлена с возможностью продольного иеремещения посредством привода 3 приводная каретка 4 с катками 5. Ма приводной каретке 4 на катках 6 мо 1тирована траверса 7 поперечного перемещения, которая перемещается от ручного привода 8.
На траверсе 7 установлен силовой цилиндр 9, взаимодействующий с рамкой 10, снабженной вилкообразными захватами 1, взаимодействующими, в свою очередь, с фиксаторами 12, закрепленными на траверсе 7. Колнчество фиксаторов J2 соответствует количеству захватов. Каждый фиксатор 12 имеет Л-образиый вырез, которым удерживается стержень арматуры от выпадания.
Помимо ручного управления траверсой 7
предусмотрено автоматическое передвижение рамки 10 в направлении движения иоддонов, вследствие чего на поддоне приварен упор 13, который перед остановкой поддона увлекает за собой рамку 10 с арматурой за выступ М.
В исходное положение рамка 10 возвращается посредством пружины 15. Устройство работает следующим образом. Носле нагрева арматурных стержней до заданной температуры отключают подачу электротока. Опускают посредством силового цилиндра 9 рамку 10 с захватами 11, ири этом захваты проходят между стержнями арматуры до момента, когда П1Жняя полка захвата окажется )есколько ниже стержня арматуры,
матическн подается команда на пуск привода 3, после чего каретка -/ движется в сторону поста укладки. По путн дзнжспия захватываются стержни арматуры и срабатывается конечный выключатель 17, который, в свою очередь, подает команду ia подъем захватов. Поднявшись, захваты запрут арматурные стержни в пазах фиксаторов 12, прпчем движенне кареткн 4 в это время продолжается. Дойдя до конечного выключателя 18, каретка вместе с рамкой 10 остановится. Точность остановки фиксируется упором 19. Определив правильное положение арматуры, оператор нажимает кнопку на «опускание. Когда арматурные стержни займут нужное положение, посредством конечного выключателя 20 включается привод 3, и каретка 4 пачиет отходить назад, высвобождая нижнюю нолку из-под арматурных стержней.
Дойдя до конечного выключателя 21, авто атнчсски включается подъем силового циЛ;-П1д;;а 9, и рамка 10 в поднятом состоянии движется к месту разогрева стержней.
П j е д м е т и з о б р е т е н и я
Устройство для укладки арматурных стержней в после их электротермического нагрева, включающее захватные присиособлення, отличающееся тем, что, с целью механизацин нронесса, оно выполнено со станиной с нанравляющнмн, на которых установлена с воз.можностью продольного перемещения прир.одная ivapeTKa со смонг11роианной на ней траверсой ноне)ечиого перемещения, а на последней установлен силовой цилиндр, взаимодействующий с рамкой с вилкообразными захватами, взаимодействующими с фиксаторами стержней, закрепленпыми на траверсе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| Установка для укладки арматурных стержней в упоры поддона | 1982 |
|
SU1071727A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Устройство для термического натяжения арматуры | 1980 |
|
SU953153A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033673A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Пакетировщик для сварных сеток | 1990 |
|
SU1723283A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
.. -.- g- ii;3 FJ-lJ:irK IF3
i-4 -| y-| 4 .
/7 ,.liiЙ F3ЕЭSL .;j-L
777 7г -: -; 7-/-гт7гп77777777/7777
/7
k
IS
21 fa
zo
