Изобретение относится к строительной индустрии, преимущественно при производстве изделий сборного железобетона.
Цель изобретения - расширение технологических возможностей путем формования различных типов изделий.
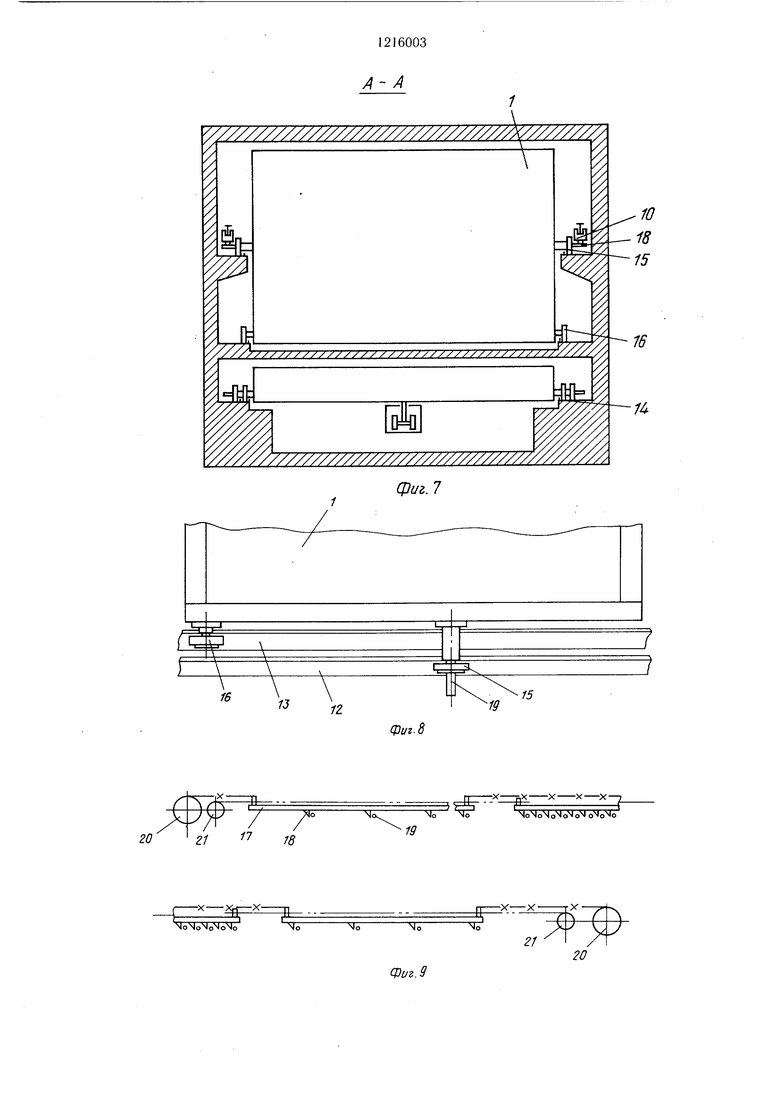
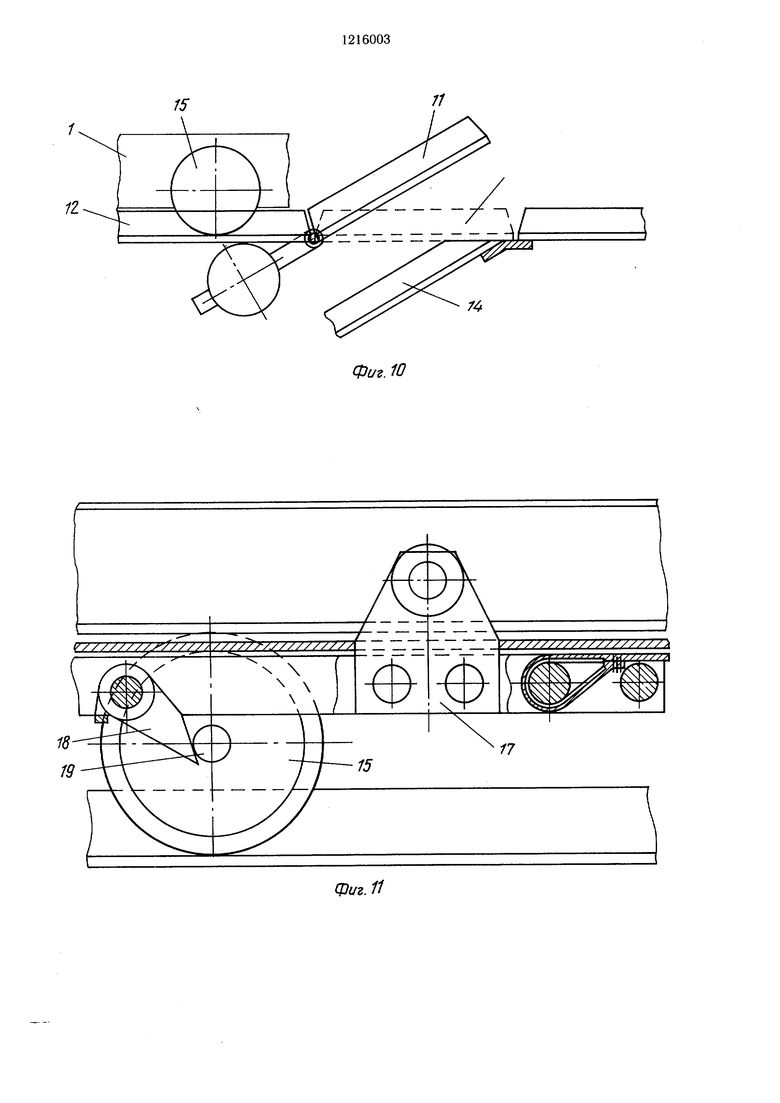
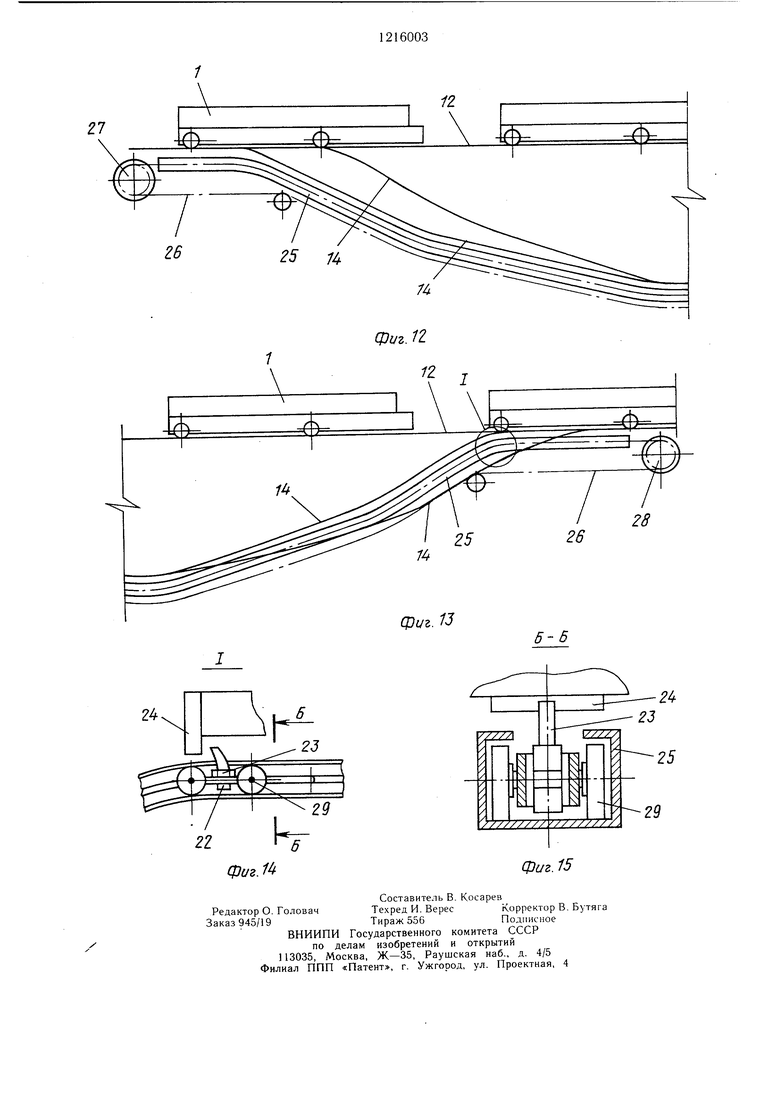
На фиг. 1 изображена линия, продольный разрез; на фиг. 2 - то же, план; на фи| . 3 - то же, участок подъема форм с обгонного пути в начало линии; на фиг. 4 - то же, участок перевода форм из горизонтального положения в наклонное; на фиг. 5 - то же, участок перевода форм из наклонного в горизонтальное положение; на фиг. б то же, участок перевода форм на обгонный путь; на фиг. 7 - разрез А-А на фиг. ; на фиг. 8 - фрагменты формы; на фиг. 9 - кинематическая схема механизма шагового перемеш,ения форм; на фиг 10 - мехаЕ1изм вертикального стрелочного перевода; на фиг. 11 - схема зацепления качаюш,егося упорного рычага с пальцами оси колес формы; на фиг. 12 - схема привода механизма перемещения форм, участок с приводной звездочкой; на фиг. 13 - то же, участок с натяжной звездочкой; на фиг. 14 - узел I на фиг. 13; на фиг. 15 - разрез Б-Б на фиг. 14.
Конвейерная линия представляет собой двухярусный конвейер, на верхнем ярусе которого расположены формы 1, пост 2 укладки бетонной смеси, пост 3 уплотнения бетонной смеси и заглаживания поверхности изделий, пост 4 расналубки форм 1, пост 5 чистки и смазки поддона форм 1, пост 6 укладки арматуры, пост 7 укладки арматурных каркасов, камера 8 тепловой обработки с форкамерой 9, механизм 10 шагового перемещения, самодействующие вертикальные стрелочные переводы 11, наружная 12 и внутренняя 13 колеи направляющих форм 1 Приспособления для перевода форм 1 из одного яруса в другой выполнены в виде самодействующих вертикальных стрелочных переводов 11, с помощью которых формы I имеют возможность перемещаться с колеи 12 и 13 верхнего яруса на наклонный участок обгонных путей 14 и с наклонного участка обгонных путей 14 на колеи 12 и 13 верхнего яруса.
Нижний ярус конвейерной линии содержит обгонные пути 14, выполненные в виде двух пар направляющих, имеющих ширину колеи, равную ширине колеи 12 и 13 на- правляюишх верхнего яруса. Наружная колея 12 на всем проятжении верхнего яруса конвейерной линии установлена горизонтально, внутренняя колея 13 на участке поста 2 укладки бетонной смеси, поста 3 уплотнения бетонной смеси и заглаживания поверхности изделий и в форкамере 9 установлена горизонтально, а в камере 8 тепловой обработки внутренняя колея 13 установлена с уклоном вниз и горизонтально, на посту 4 распалубки форм 1, посту 5
0
5
0
5
0
0
5
0
5
чистки и смазки поддона форм 1, посту 6 укладки арматуры и посту 7 укладки арматурных каркасов внутренняя колея 13 установлена с подъемом и вновь горизонтально на одном уровне с наружной колеей 12. Формы I оснащены двумя колесными парами, которые разнесены на разную щирину соответственно колеям 12 и 13 направляющих путей и образуют наружную 15 и внутреннюю 16 пары. Механизм 10 шагового перемещения форм 1 выполнен в виде двух независимых приводов подвесного толкающего конвейера 17, на которых установлены качающиеся упорные рычаги 18, входящие в зацепление с пальцами 19, установленными на осях наружных пар 15 колес форм 1, причем привод 20 обеспечивает шаг, равный шагу перемен ения форм 1 на посту 2 укладки бетонной смеси, посту 3 уплотнения бетонной смеси и заглаживания поверхности изделий, посту 4 распалубки форм 1, посту 5 чистки и смазки поддона форм 1, посту 6 укладки арматуры, посту 7 укладки арматурных каркасов и в форкамере 9. Нривод 21 обеспечивает щаг, равный шагу перемещения форм 1 в наклонном положении в камере 8 тепловой обработки.
Механизм перемещения форм 1 по обгонному пути 14 выполнен в виде каретки 22 с установленным на ней храповым зацепом 23, входящим в зацепление с упором 24 на поддоне формы 1. Каретка 22 перемещается в направляющих 25 под воздействием пластинчатой цепи 26, размещенной в тех же направляющих 25, с помощью звездочек - приводной 27 и натяжной 28. С целью умень- щения трения цепь снабжена роликами 29. Конфигурация направляющих 25 каретки 22 в пространстве соответствует конфигурации в пространстве обгонного пути 14. Привод механизма перемещения форм по обгонному пути реверсивный, что обеспечивает прямой и обратный ход каретки 22.
Конвейерная линия работает следующим образом.
На посту 2 производят укладку бетонной смеси, затем включают привод 20 подвесного толкающего конвейера 17, который качающимися упорными рычагами 18 перемещает формы 1 на следующий пост 3, на котором производят уплотнение смеси и заглаживание поверхности изделия. Последовательными включениями привода 20 подвесного толкающего конвейера 17 формы 1 перемещают в форкамере 9, где изделия набирают 20-30% распалубочной прочности, причем наружные 12 и внутренние 13 колеи направляющих путей форм 1 нa5toдятcя на одном уровне, что обеспечивает горизонтальное положение форм 1. При переходе форм 1 в камеру 8 тепловой обработки за счет уклона внутренней колеи 13 направляющих путей вниз внутренняя пара колес 16 форм 1 опускается, а наружная пара 15 колес форм 1 продолжает горизонтальное
движение по наружной колее 12 направляющих путей, за счет чего формы 1 занимают наклонное положение. В наклонном положении формы 1 с помощью привода 21 перемещают вдоль камеры 8 тепловой об- работки, где происходит термообработка изделий. При выходе из камеры 8 тепловой обработки формы 1 с помощью привода 20 подвесного толкающего конвейера 17 перемещают на пост 4 распалубки, где производят распалубку форм 1 и извлечение из- делий при наклонном положении форм 1. Затем с помощью привода 20 подвесного толкающего конвейера 17 формы 1 перемещают на пост 5 чистки и смазки, при этом за счет уклона вверх внутренней колеи 13 направляющих путей формы 1 принимают горизонтальное положение. Последовательными включениями привода 20 формы 1 переводят на пост 6 укладки арматуры и пост 7 укладки арматурных каркасов 7.
Механизм перемещения форм работает следующим образом.
Включают обратный ход привода и останавливают его при входе в зацепление храпового зацепа 23 каретки 22 с упором 24 формы-вагонетки. Затем включают прямой ход и останавливают его, когда форма-вагонетка занимает исходное положение на пос- -ту 2 укладки бетонной смеси. Выполнение механизма перемещения форм-вагонеток по обгонному пути повышает оборачиваемость форм-вагонеток за счт того, что на обгонных путях находится в любой момент не более одной формы-вагонетки.
Синхронизация правой и левой ветвей подвесного конвейера для каждого из двух приводов достигается тем, что тросовые барабаны приводов 20 и 21 для правой и левой ветвей устанавливают на общем валу. Подготовленные к новому циклу формы 1 переводят на обгонные пути 14, по которым формы 1 перемещают на пост 2 укладки бетонной смеси. Перевод форм-вагонеток 4 с направляющих путей 12 и 13 верхнего яруса конвейера на обгонные пути 14 и с обгонных путей 14 на направляющие пути 12 и 13 верхнего яруса осуществляют с помощью самодействующих вертикальных стрелочных переводов 11.
/
Л
t5е7
п
п
16
f4
фиг.З
75
А
72 9
У/ЛУ/////////)/////////х//// 77А
У////////////////7//7/

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Технологическая линия производства железобетонных изделий в разъемных вакуум-формах | 1989 |
|
SU1655792A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА КОНВЕЙЕРНОЙ ЛИНИИ | 1992 |
|
RU2036792C1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |


72
фиг. 6
А А
///////////////////////////////////X///////Z.
1
фиг.7
X7
V
13
1Z
19
15
20
21 7 jg
У
NoNoN oN oN oN
19
/
Фиг. 10
Фиг. //
I
26
28
7
фиг. 13
6-6
24
2Z
29
фиг. 1
Составитель В. Косарев
Редактор О. ГоловачТехред И. ВересКорректор В. Бутяга
Заказ 945/19Тираж 556Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг. 15
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В КАССЕТНЫХ ФОРМАХ | 0 |
|
SU284666A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
