1
Изобретение относится к устройствам, исиользуемым для натяжения и укладки арматурных стержней при изготовлении предварительно напряженных железобетонных изделий.
Известны установки для натяжения и укладки арматурных стержней с анкерными приспособлениями при изготовлении предварительно напряженных железобетонных изделий, включающие форму-вагонетку с упорами и каретку с вилочными захватами, имеюниши пазы с наклониыми гранями.
Однако вилочные захваты перемещаются в вертикальных направляющих, что требует соблюдения жестких допусков при изготовлении формы-вагоиетки.
Деформация форм в производственных условиях, а также их неточная фиксация перед укладкой стержней снижают надежность работы установки.
Цель изобретения - повышение надежности установки при укладке стержней в форму.
Для этого в предлагаемой установке каждый вилочный захват шарнирно закреплен на каретке н снабжен «улачком, взаимодействующим с смонтированным на каретке концеВЫМ выключателем.
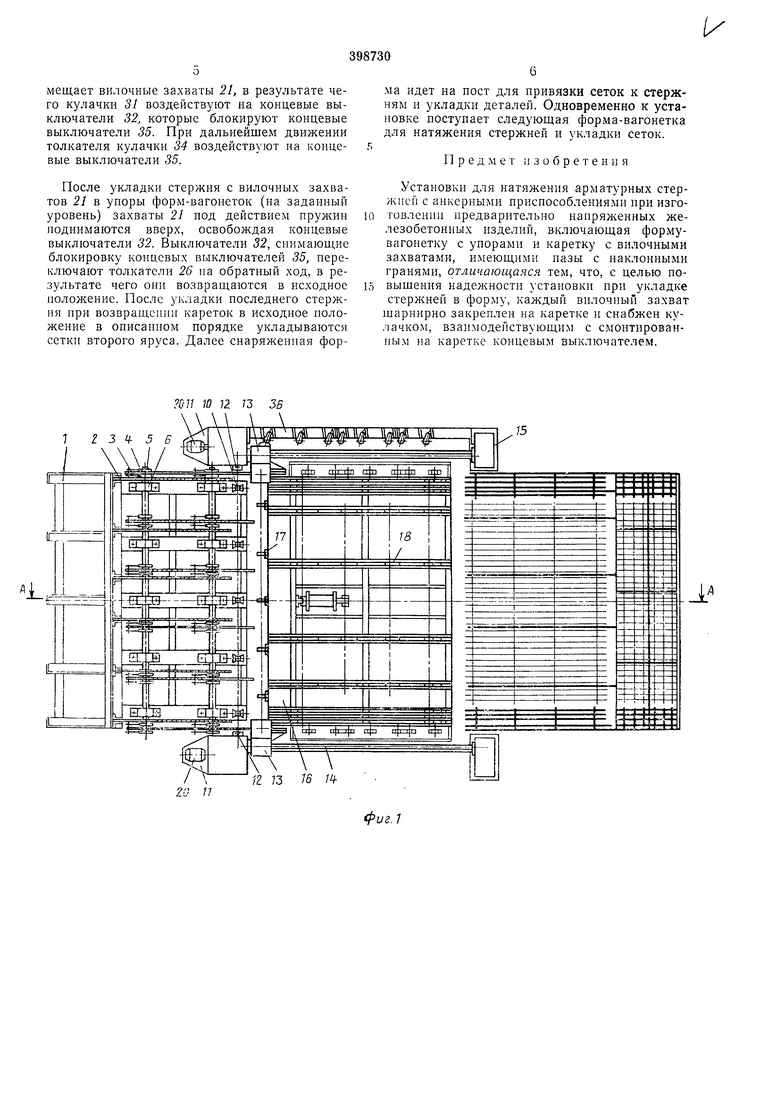
На фиг. 1 изображена предлагаемая установка, вид Б плане; на фиг. 2- разрез по А -А на фиг. I; на фиг. 3-каретка с вилочным захватом, разрез по 5 - Б на фиг. 2; на
фиг. 4-- .механизм для точной фиксации каретки, разрез по В - В па фиг. 3; на фиг. 5- вид по стрелке Г на фиг. 3; на фиг. 6 - щарнирный вилочный захват; па фиг. 7- разрез
по Д - Д на фпг. 6.
Установка для натяжения арматурных стержней с анкерными приспособлениями содержит механиз.м подачи стержней, электроконтактные нагревательные головки - подвижиую и неподвижную, подвижные каретки, соединенные между собой траверсой с опорами для стержней; механизм захвата, переноса и укладки арматурных сеток; стенд для размещения арматурных сеток; неподвижную траверсу с установленными на ней коицевыми выключателями.
Механизм подачи предназначен для приемки и раскладки арматурных стержней, поштучной закладки их в нагревательные головки и передачи нагретых стерл ней в захваты кареток.
Механизм подачи имеет стеллаж с рамой /, снабженной неподвижными зубчатыми рейками 2, на некотором расстоянии от которых
щарнирно закреплены подвижные зубчатые рейки 3 с рычагами 4.
Рычаги 4 жестко закреплены на валах 5, посаженных в подшипниках 6. Для одновремен}шго поворота валов 5 имеются рычаги 7, соединенные .между собой тягой 8 и со штоком
цилиндра 9. На раме / установлены электроизолированные ролики 10.
На боковых поверхностях передних тумб // установлены нагревательные головки (на чертеже не показаны), над которыми расположены пневмоцилиндры 2 с закрепленными на штоках призмами для точной фиксации стержней в контактах нагревательных головок, одна из которых является подвижной и нмеет вмонтированный внутрь тумбы горизонтально расположенный пневмоцилиндр для выбора теплового удлинения стержня.
Каретки 13 для приемки, транспортировки и укладкп нагретых стержней перемещаются по горизонтальным направляющим 14. Между трубами 11 и 15 расположена неподвижная траверса.
Каретки щарнирно соединены траверсой 16. на которой установлены поворотные подпружиненные опоры 17 для укладки на них нагретых стержней и механизм 18 для захвата, транснортировки и укладки арматурных сеток со стенда в формы-вагонетки. Для перемещения подвижных кареток 13 с траверсой 16 служат винтовые нары 19 с электронриводами 20, снабженными редуктором и тормозами (условно не показаны). Каретка имеет вилочный захват 21, выдвижной боковой упор 22, механизм 23 и пневмоцилнндр 24 для точной фиксации кареткн, пневмоцилиндр 25 с толкателем 26.
Вилочный захват 21 закреплен на оси 27 с цапфами, установленными в специальные подщнпннки 28, которые могут вместе с захватом перемещаться вверх с поворотом на оси 27 в направляющем корпусе 29. В верхней части вилочный захват имеет две полупризмы 30, предназначенные для приемки и направления нагретого стержня в паз и для последующей укладки его в упор формы-вагонетки. К вилочным захватам прикреплены кулачки 31, взаимодействующие с концевыми выключателями 32, смонтированными на корпусе кареткн 13.
Имеющиеся на каретках толкатели 26 снабжены направляющими щтангами 33 с кулачками 34, взаимодействующими с концевыми выключателями 35. Неподвижная траверса 36 с концевыми выключателями расположена между тумбамн 11 и 15.
Предлагаемая установка работает следующим образом.
Пачку стержней подают на раму 1, а затем вручную нощтучно укладывают на наклонную плоскость неподвижных зубчатых реек 2. Перемещеннем вверх-вниз подвижных зубчатых реек 3 заполняют стержнями пазы между зубьями. Затем оператор включает установку на автоматический режим, и все дальнейщие операции осуществляются без его вмешательства.
Первый стержень рейкой 3 сбрасывается в контакты иагревательных головок, а остальные неремещаются на один зуб по ианравлению к ним.
Стержень, сброщенный в контакты, поднравляется призмами, закрепленными на щтоках нневмоцилиндров 12. Подвижная головка выбирает слабину стержня, подается ток и, по мере нагрева стержня, выбирается его тепловое удлинение. После достижения заданной температуры стержень освобождается из контактов и рейкой 3 переносится в вилочные захваты 21 кареток 13 и на опоры 17 траверсы 16. В это время остальные стержни перемещаются на один зуб, причем ближний стержень попадает в контакты нагревательных головок. Таким образом, все онисанные операции повторяются.
В этот момент каретки 13 находятся в исходном положении. По сигналу командо-аппарата с помощью электроприводов 20 и винтовых пар 19 каретки перемещаются по направляющим 14. По сигналу концевого выключателя сбрасывают тормоза, и каретки останавливаются, не доходя до заданных упоров формы-вагонетки на 50-100 мм. Пневмоцилиндрами через щестеренки и рейки выдвигаются боковые уноры 22, механизмы 23 с помощью пневмоцилиндров 24 точно устанавливают каретки над унорами формы-вагонетки.
Толкатели 26 на штоках пневмоцилиндр а 25 воздействуют на стержень, который перемещает вилочные захваты 2} в пазах корпуса 29 до тех пор, пока они не достигнут верхней нлоскости X упоров формы-вагонетки и не упрутся в торцы упоров по плоскости у. При таком положении вилочных захватов анкерные приспособления на стержнях (например, щайбы или головки) при дальнейшем движении толкателей скользят по наклонны.м граням захватов, создавая механическое натяжение с заданным усилием, воспринимаемым упорами формы-вагоиетки.
После укладки стержней вилочный захват 21 под действием пружин, а толкатель 26 - нневмоцилипдром 25 поднимаются вверх. Затем каретки 13 пневмоцилиндрами 24 отводятся от упоров формы-вагонетки, и боковой унор 22 убирается. Каретки получают сигнал на обратный ход и возвращаются в исходное положение для приемки следующего стержня. Цикл повторяется.
В момент укладки носледнего стержня нижнего яруса механизм 18 находится над стендом, на горизонтальную новерхность которого уложены вручную в один ряд арматурные сетки.
При обратном ходе кареток с помощью механизма 18 арматурные сетки захватываются крючками в нескольких точках за продольные пруткн и при движении в исходное положение переносятся на форму-вагонетку.
Стержни верхнего яруса закладываются в уноры таким же образом, как и нижнего. Фиксация стержней на требуемом уровне осуществляется с номощью концевых выключателей 32 и 35, которые были отключены при укладке ннжнего яруса.
Под действием толкателя 26 стержешз перемещаег вилочные захваты 21, в результате чего кулачки 31 воздействуют на концевые выключатели 32, которые блокируют концевые выключатели 35. При дальнейшем движении толкателя кулачки 34 воздействуют на концевые выключатели 35.
После укладки стержня с вилочных захватов 21 в упоры форм-вагонеток (на заданный уровень) захваты 21 под действием прулсин ноднимаются вверх, освобождая концевые выключатели 32. Выключатели 32, снимающие блокировку концевых выключателей 35, переключают толкатели 26 на обратный ход, в результате чего они возвращаются в исходное полол ение. После укладки последнего стержня при возвращении кареток в исходное положение в описанном порядке укладываются сетки второго яруса. Далее снаряженная форма идет на пост для привязки сеток к стержням и укладки деталей. Одновременно к установке поступает следующая форма-вагонетка для натяжения стержней и укладки сеток.
Предмет изобретения
Установки для натяжения арматурных стержней с анкерными приспособлениями при изготовленни предварительно напряженных железобетонных изделий, включающая формувагонетку с упорами и каретку с вилочными захватами, имеющими пазы с паклонными гранями, отличающаяся тем, что, с целью повыщения надежности установки при укладке стержней в форму, каждый вилочпый захват шарнирно закреплен на каретке и снабжен кулачком, взаимодействующим с смонтированным на каретке концевым выключателем.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| Установка для натяжения арматурных стержней с анкерными приспособлениями | 1980 |
|
SU881273A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| Установка для натяжения арматурных стержней | 1980 |
|
SU933910A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Установка для разбора и подачи арматурных стержней | 1991 |
|
SU1783100A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1972 |
|
SU359362A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| Линия для изготовления железобетонных изделий | 1983 |
|
SU1105591A1 |


011 Ю 12 3 .IL ЗВ
Б -Ь
ВидГ
Н 7 8
I.
/Л//.
/
f
л
.
30
j/nop формь Ва гонегпки
Фиг
