2. Устройство по п. 1, отличающееся тем, что каждый логический переключатель содержит три канала, в каждом из которых содержится последовательно соединенные блок памяти, блок усиления и распределитель импульсов, первые выходы которых соединены с аналогичными выходами распределителей импульсов других каналов, вторые выходы - с первыми входами блока
М1амяти, второй вхс« которого подключен ко второму входу логического переключателя и к аналогичным входам блоков памяти других каналов, вторые входы блоков усиления соединены между собой и подключены к первому входу логического переключателя , третий выход распределителя импульсов каждого канала соединен с третьим входом блока памяти следукядего канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система контурного управления промышленного робота | 1986 |
|
SU1430256A1 |
| Устройство для циклового программного управления | 1986 |
|
SU1312527A1 |
| Многоканальный регулятор тепловых процессов (его варианты) | 1980 |
|
SU943667A1 |
| Устройство для программного счета штучных изделий | 1981 |
|
SU964678A1 |
| Программируемый контроллер | 1989 |
|
SU1741100A1 |
| Цикловая система программного управления манипулятором | 1990 |
|
SU1812100A1 |
| Устройство программного управления роботами гальванической линии | 1983 |
|
SU1124250A1 |
| Устройство для программного управления многокоординатным манипулятором | 1981 |
|
SU985762A1 |
| Распределенная система для программного управления технологическими процессами | 1990 |
|
SU1797096A1 |
| Устройство для раскрытия определителей матриц и поиска прадеревьев направленного графа | 1971 |
|
SU474809A1 |
1. УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ПРОММЧПЕННЫМИ РОВО.ТАМИ, содержсодее блок датчиков наличия деталей, выходы которого подключены к входам блока поиска nporpsiMM, три параллельно соединенных блока программ, управлямыие выходы которых соединены с приводами роботов, о тличаю. щееся тем, что, с целью повышения точности синхронной работы промышленных роботов и упрошения управления ими, введены три логических переключателя, датчик считывания nporpaMNbi и последовательно соединенные датчик тактовых импульсов и генератор тактовых импульсов, выход которого соединен с первыми входами логических переключателей , соединенных вторыми входами с соответствующими выходами § блока поиска прогргиим, а выходами СЛ с входами блоков программ.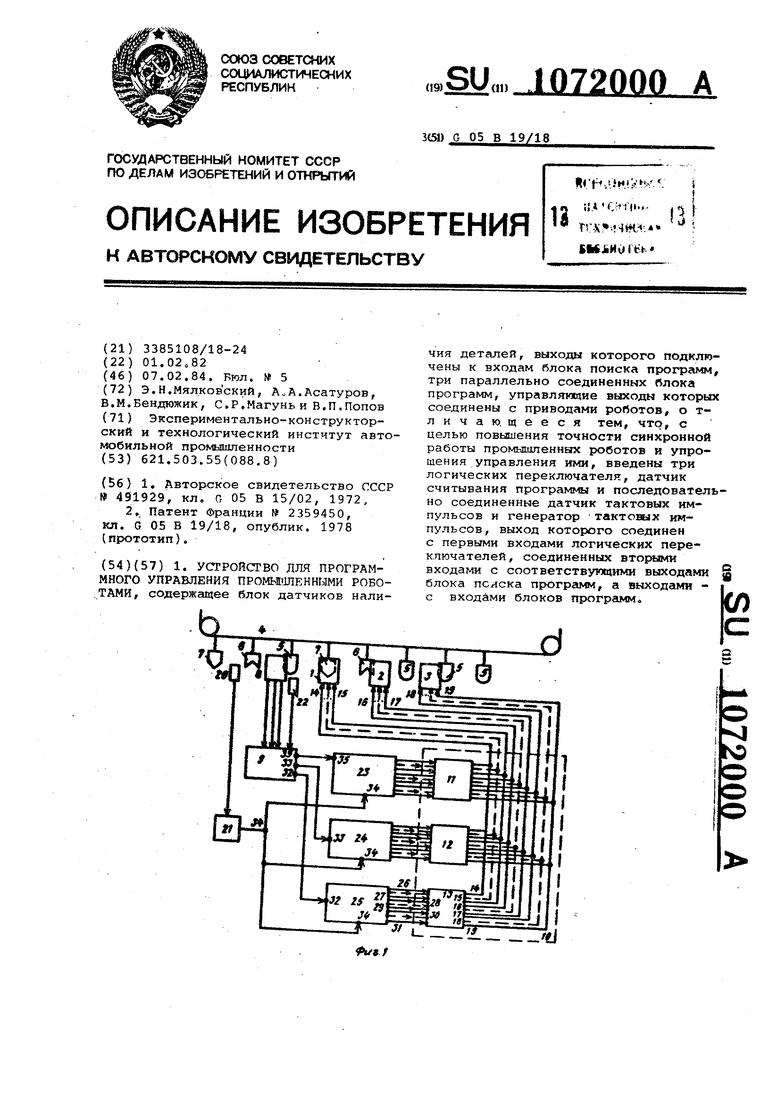
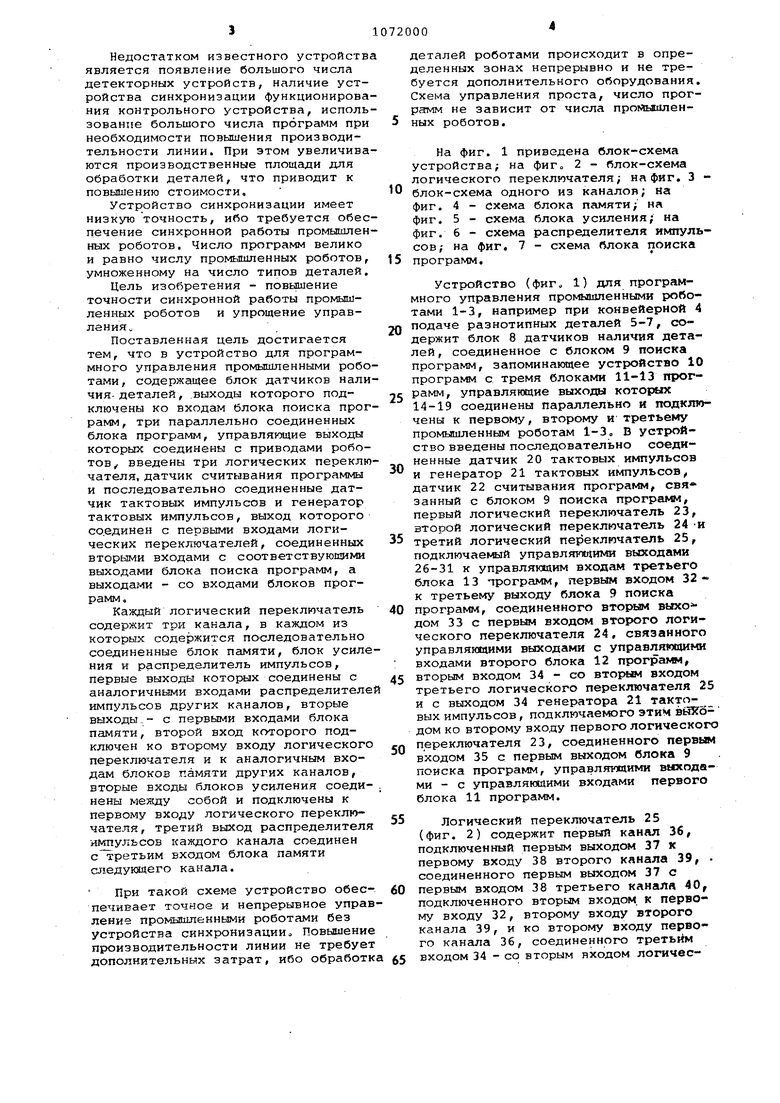
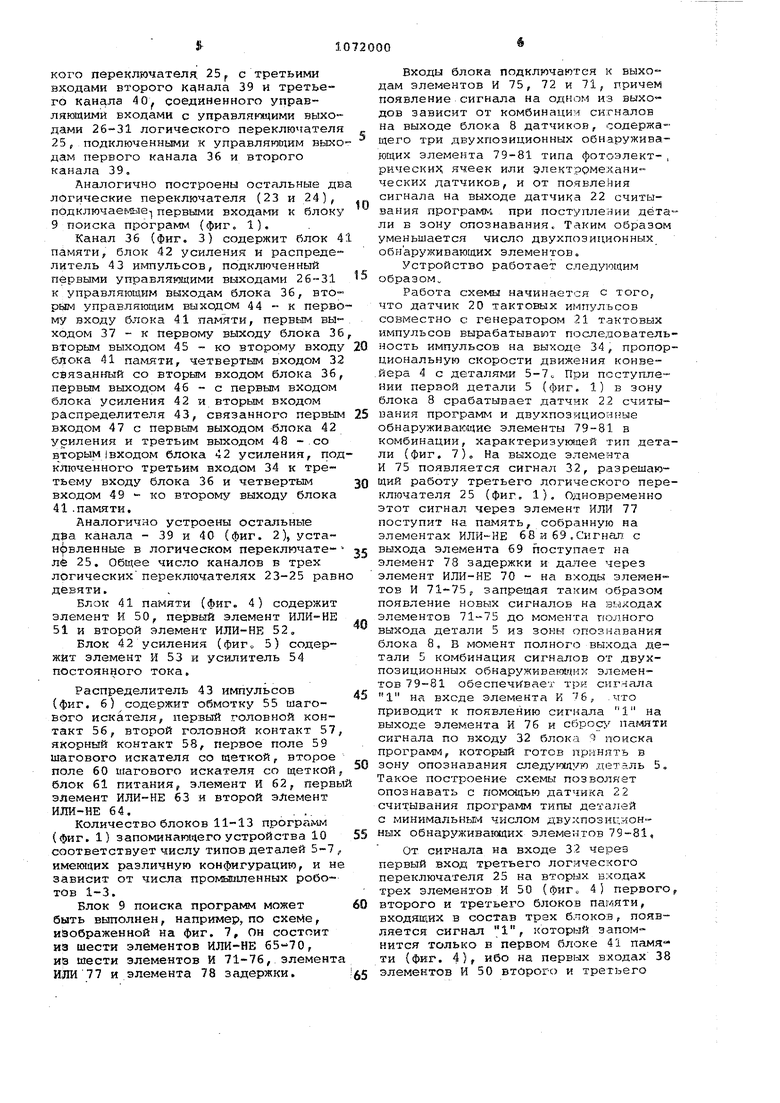
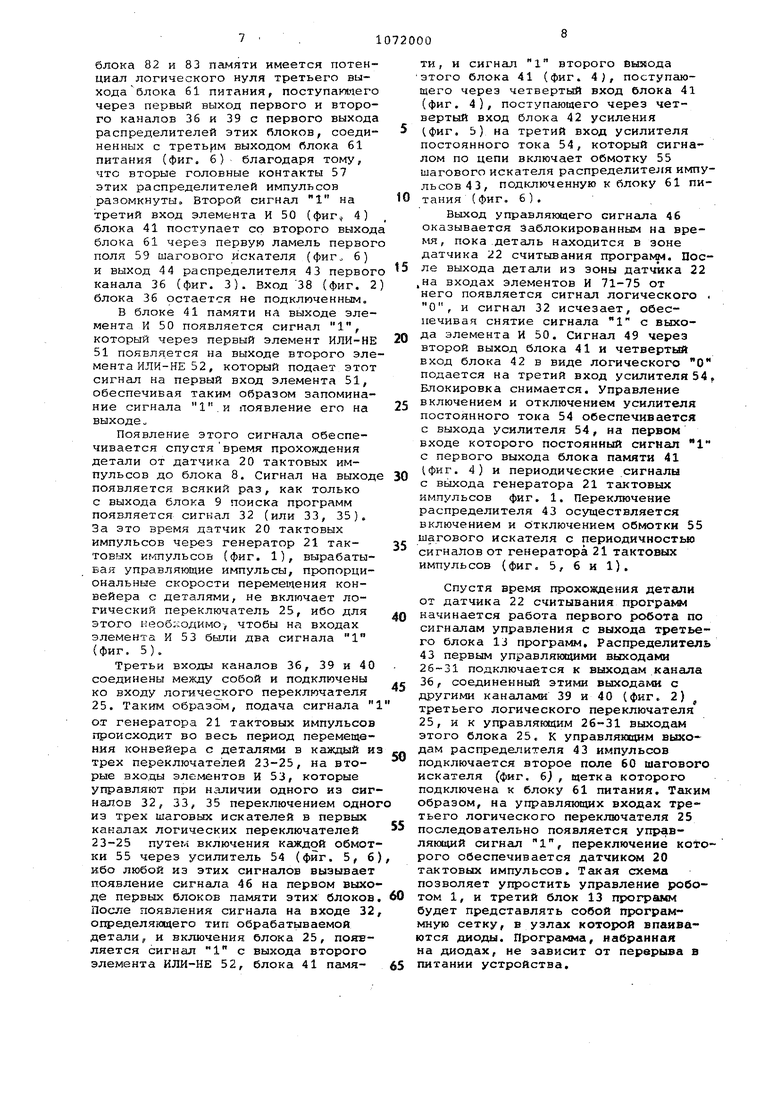
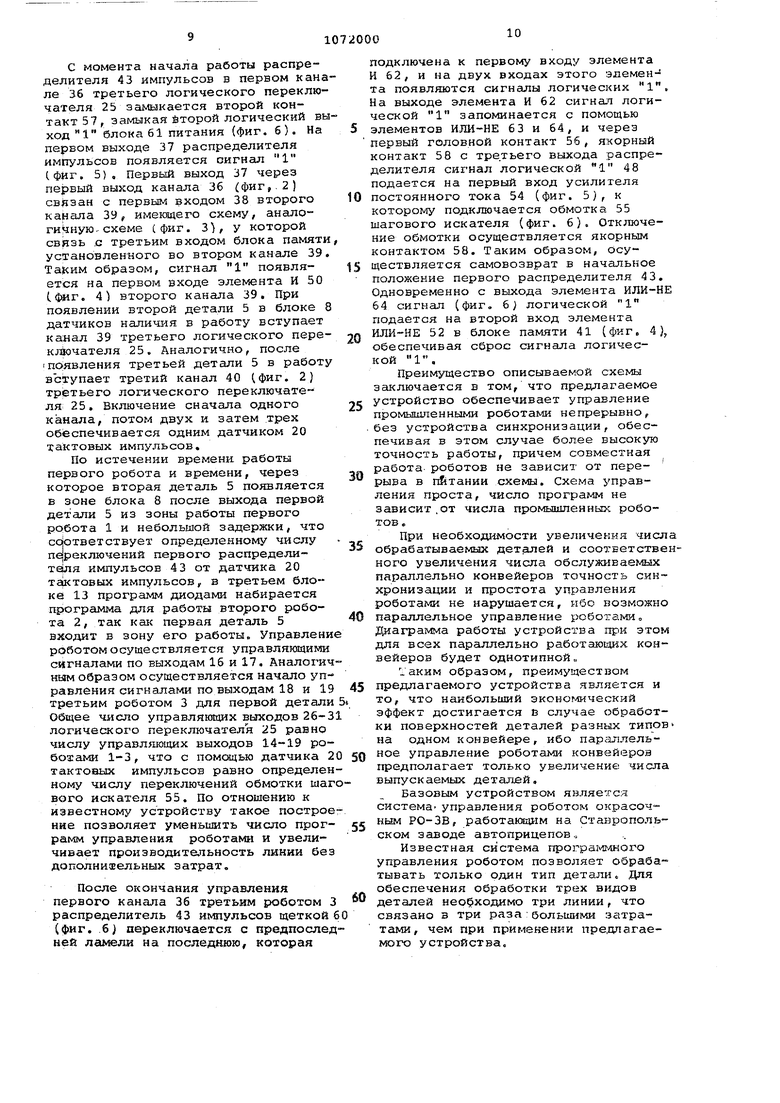
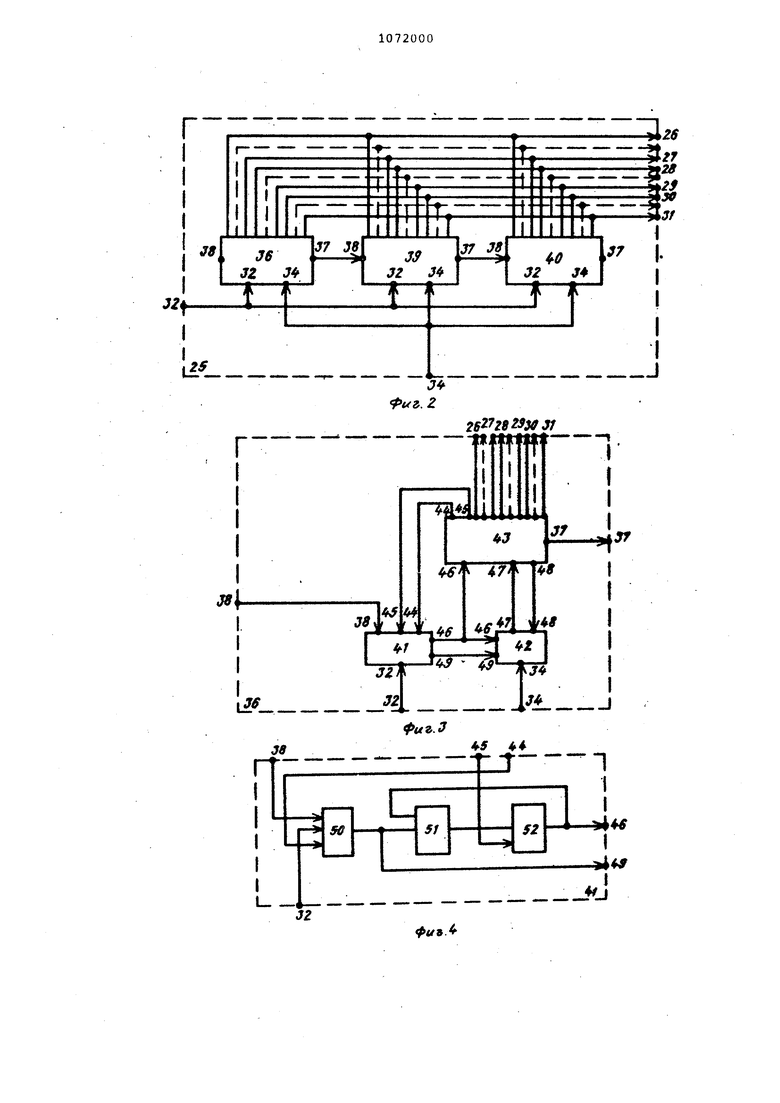
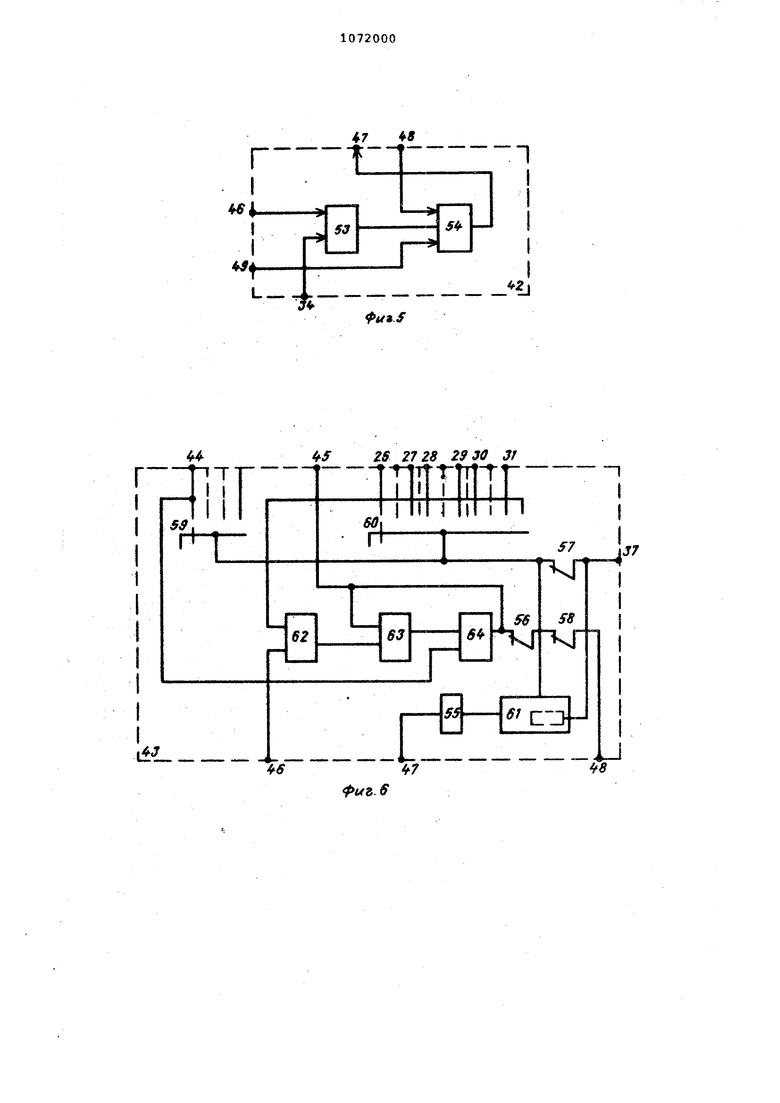
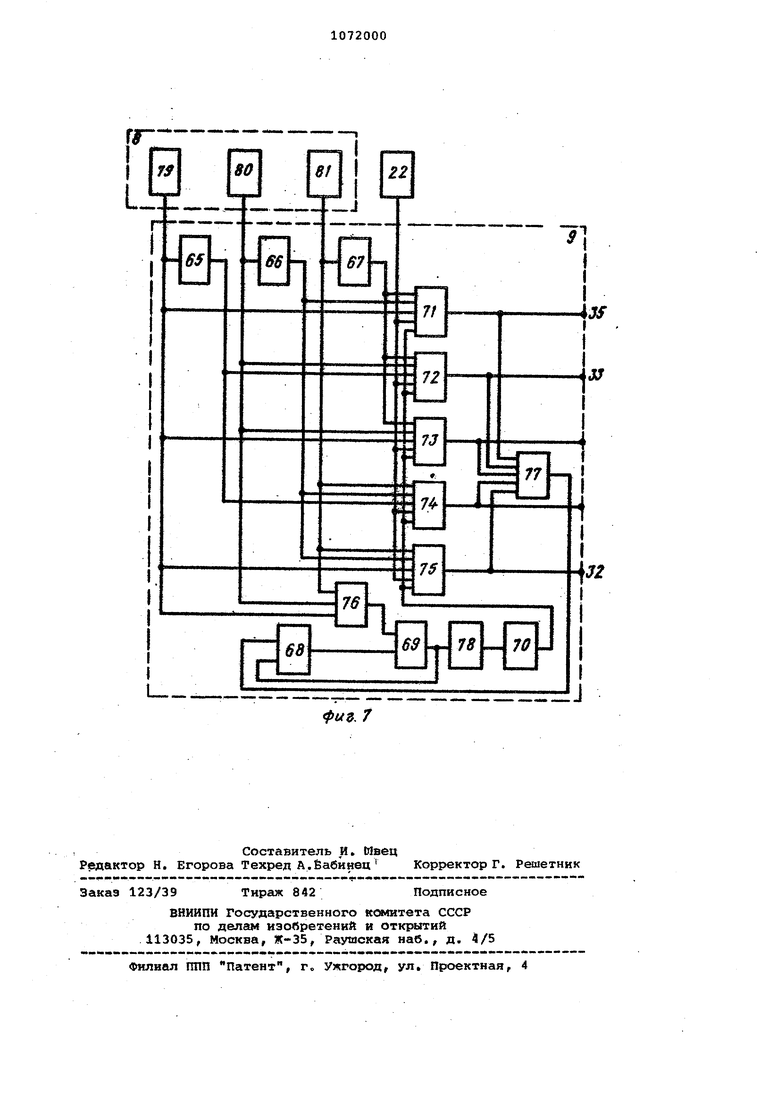
Изобретение относится к технике автоматического управления и может Найти применение для программного управления роботами с целью, например, обработки плоских поверхностей деталей произвольной конфигурации при их конвейерной подаче в автомобильной , машиностроительной и других отраслях промышленности. Известно устройство для управлеНин роботом-окрасчиком, содержащее фотосчитывакядий блок, блок управления подачей краски, блок управления движением краскораспылителя, блок регистрации сдвига, входы которого 1|одключены к соответствующим датчиifaM фотосчитываквдего блока, элемент ЦЛИ, коммутатор окраса, сигнальные Эходы которого соединены с соответствующими выходами блока регистров сдвига и с соответствующими входами элемента ИЛИ, а выход подключен к входу блока управления подачей крас|Ки, триггер, датчик скорости транспортера, элемент И, первый вход которого подключен к выходу элемента ИЛИ, второй вход - к датчику скорости транспортера и к управлягацему входу блока регистров сдвига, а выход - к счетному входу триггера, выходы которого соединены с соответствуюащми управлярвдими входами коммутатор Опроса и с блоком управления движением краскораспылителя tl „ Недостатком устройства является появление сбоя в его работе, что объясняется кратковременньи переры вом в питании или помехами и связано с ненадежностью хранения информации в ре истрах. Для управления группой роботов требуется применение несколь ких устройств, при этом усложняется управление. Известно также устройство по конт ролю за функционированием промышленных роботов,производящих совокупность движений по заранее установленным nporpahe aM для обработки деталей различной формы и габаритов, включающее; детекторное устройство на основе множества двухпозидионных обнаруживающих элементов, размещенных по всей площади стаиионаоного поста на пути движения деталей к роботу для распознавания их формы и габаритов с последующим их дифференцированием, причем каждой детали соответствует определенная комбинация ответных сигнсшов упомянутых обнаруживаемых элементов, устройство поиска программ, которое на основании получаемой информации (данных) детекторного устройства выбирает соответствующую программу. Устройство поиска программ характеризуется тем, что оно образовано сетью логических включений с числом выводов, равным максимально возможному числу комбинаций ответных сигнсШов упомянутых обнаруживаекмх элементов причем каждое включение (соединение) связано с отдельной программой либо с возможностью программы. Устройство поиска nporpatMM выполнено на печатных схемах. Детекторное устройство состоит из 7-ми обнаруживающих элементов, а количество выходов устройства поиска nporpaiMM составляет 256 121. Линия обработки промышленных деталей, патентуемая известнью устройством , состоит из транспортера для переме1Чвния деталей, детекторного устройства для распознавав ния формы, деталей, робота и описанного контрольного устройства о Для повышения производительности линия обработки деталей состоит из нескольких транспортеров для перемещения деталей, управляемых контрольным устройством наряду с устройством синхронизации функционирования контрольного устройства для последовательного управления как системами роботов, так и каждым роботом внутри каждой системы. Недостатком известного устройст является появление большого числа детекторных устройств, наличие уст ройства синхронизации функциониров ния контрольного устройства, испол зование большого числа программ пр необходимости повышения производительности линии. При этом увеличив ются производственные площади для обработки деталей, что приводит к повышению стоимости. Устройство синхронизации имеет низкую точность, ибо требуется обе печение синхронной работы промышле ных роботов. Число программ велико и равно числу промышленных роботов умноженному на число типов деталей Цель изобретения - повьпяение точности синхронной работы промышленных роботов и упрощение управления „ Поставленная цель достигается тем, что в устройство для программного управления промышленными робо тами, содержащее блок датчиков нали чия- деталей, выходы которого подключены ко входам блока поиска прог раг/м, три параллельно соединенных блока программ, управлякндие выходы которых соединены с приводами роботов введены три логических переклю чателя, датчик считывания программы и последовательно соединенные датчик тактовых импульсов и генератор тактовых импульсов, выход которого соединен с первн1ми входами логических переключателей, соединенных вторыми входами с соответствуюкими выходами блока поиска программ, а выходами - со входами блоков прогКаждый логический переключатель содержит три канала, в каждом из которых содержится последовательно соединенные блок памяти, блок усиле ния и распределитель импульсов, первые выходы которых соединены с аналогичньгми входами распределителе импульсов других каналов, вторые выходы.- с первыми входами блока памяти, второй вход которого подключен ко второму входу логического переключателя и к аналогичным входам блоков памяти других каналов, вторые входы блоков усиления соедийены между собой и подключены к первому входу логического переключателя , третий выход распределителя импульсов каждого канала соединен с третьим входом блока памяти следукядего канала. При такой схеме устройство обеспечивает точное и непрерывное управ ление промьшлеиными роботами без устройства синхронизациио Повышение производительности линии не требует дополнительных затрат, ибо обработк деталей роботами происходит в определенных зонах непрерывно и не требуется дополнительного оборудования. Схема управления проста, число программ не зависит от числа промышленных роботов. На фиг. 1 приведена блок-схема устройства; на фиг о 2 - блок-схема логического переключателя; на фиг. 3 блок-схема одного из каналов; на фиг. 4 - схема блока памяти; на фиг. 5 - схема блока усиления; на фиг. 6 - схема распределителя импульсов; на фиг. 7 - схема блока поиска программ. Устройство (фиг 1) для программного управления промышленными роботами 1-3, например при конвейерной 4 подаче разнотипных деталей 5-7, содержит блок 8 датчиков наличия деталей , соединенное с блоком 9 поиска программ, запоминакяцее устройство 10 программ с тремя блоками 11-13 программ, управляющие выходы которых 14-19 соединены параллельно и подключены к первому, второму и третьему промышленным роботам 1-3„ В устройство введены последовательно соединенные датчик 20 тактовых импульсов и генератор 21 тактовых импульсов, датчик 22 считывания программ, связанный с блоком 9 поиска программ, первый логический переключатель 23, второй логический переключатель 24 -и третий логический переключатель 25, подключаемой управляк 1ими выходами 26-31 к управляющим входам третьего блока 13 программ, первым входом 32 к третьему рыходу блока 9 поиска программ, соединенного вто|илм выхо дом 33 с первым входом второго логического переключателя 24, связанного управляющими выходами с управляющими входами второго блока 12 программ, вторьлм входом 34 - со вторьии входом третьего логического переключателя 25 и с выходом 34 генератора 21 такто- вых импульсов, подключаемого этим зыКодом ко второму входу первого логического переключателя 23, соединенного первым входом 35 с первым выходом блока 9 поиска прюграмм, управляющими выходами - с управляющими входами первого блока 11 программ. Логический переключатель 25 (фиг. 2) содержит первый канал 36, подключенный первым выходом 37 к первому входу 38 второго канала 39, соединенного первым выходом 37 с первым входом 38 третьего канала 40, подключенного вторым входом к первому входу 32, второму входу второго канала 39, и ко второму входу первого канала 36, соединенного третьим входом 34 - со вторым входом логического переклмчателд 25 с третьими входами второго канала 39 и третьего канала 40 соединенного управляющими входами с управлякедими выходами 26-31 логического переключателя 25, подключенными к управляющим выхо дам первого канала 36 и второго канала 39, Аналогично построены остальные дв лoгEfчecкиe переключателя (23 и 24), подключаемые-| первыми входами к блоку 9 поиска программ (фиг, 1). Канал 36 (фиг. 3) содержит блок 4 памяти, блок 42 усиления и распределитель 43 импульсов, подключенный первыми управляющими выходами 26-31 к управляющим выходам блока 36, вторым управляющим выходом 44 - к перво му входу блока 41 памяти, первым вы™ ходом 37 - к первому выходу блока 36 вторым выходом 45 - ко второму входу блока 41 памяти, четвертым входом 32 связанный со вторьзм входом блока 36, первым выходом 46 - с первым входом блока усиления 42 и вторым входом распределителя 43, связанного первым входом 47 с первым выходом -блока 42 усиления и третьим выходом 48 -.со в торым|входом блока 42 усиления, под ключенного третьим входом 34 к третьему входу блока 36 и четвертым входом 49 - ко второму выходу блока 41.памяти. Аналогично устроены остальные деа канала - 39 и 40 (фиг. 2), устанфвленные в логическом переключате- л4 25. Общее число каналов в трех логическихпереключателях 23-25 равн девяти. Блок 41 памяти (фиг. 4) содержит элемент И 50, первый элемент ИЛИ-НЕ 51 и второй элемент ИЛИ-НЕ 52, Блок 42 усиления (фиг„ 5) содержит элемент И 53 и усилитель 54 постоянного тока. Распределитель 43 импульсов (фиг, 6) содержит обмотку 55 шагового искателя, первый головной контакт 56, второй головной контакт 57, якорный контакт 58, первое поле 59 шагового искателя со щеткой, второе поле 60 шагового искателя со щеткой, блок 61 питания, элемент И 62, первы элемент ИЛИ-НЕ 63 и второй элемент ИЛИ-НЕ 64,... Количество блоков 11-13 прогргдмм (фиг. 1) запоминающего устройства 10 соответствует числу типов деталей 5-7 , имею{аих различную конфигурацию, и не зависит от числа промышленных робо тов 1-3. Блок 9 поиска программ может быть выполнен, например, по схеме, изображенной на фиг. 7, Он состоит из шести элементов ИЛИ-НЕ 65-70, из шести элементов И 71-76, элемента ИЛИ77 и элемента 78 задержки. Входы блока подключэютея к выходам элементов И 75, 72 и 71, причем появление сигнала на одном из выходов зависит от комбинации сигналов на выходе блока 8 датчиков, содержащего три двухпоэиционных обнаруживающих элемента 79-81 типа фотоэлект-, рических ячеек или электромеханических датчиков, и от появления сигнала на выходе датчика 22 считывания nporpaMNi при поступлении детали в зону опознавания. Таким образом уменьшается число двухпозипионных обнаруживающих элементов. Устройство работает следующим образом Работа схемы начинается с того, что датчик 20 тактовых и1 пул:ьсов совместно с генератором 21 тактовых импульсов вырабатывают последовательность импульсов на выходе 34, пропорциональную скорости движения конвейера 4 с деталями 5-7« При поступлении первой детали 5 (фиг. 1) в зону блока 8 срабатывает датчик 22 считывания программ и двухпозиционные обнаруживающие элементы 79-81 в комбинации, характеризуклцей тип детали (фиг. 7). На выходе элемента И 75 появляется сигнал 32, разрешающий работу третьего логического переключателя 25 (фиг. 1), Одновременно этот сигнал через элемент ИЛИ 77 поступит на память, собранную на элементах 66 и 69.Сигнал с выхода элемента 69 поступает на элемент 78 задержки и далее через элемент ИЛИ-НЕ 70 - на входы элеиентов И 71-75, запрещая таким образом появление новых сигналов на выходах элементов 71-75 до момента полного выхода детали 5 из зоны опознавания блока 8, в момент полного выхода детали 5 комбинация сигналов от двухпозиционных обнаруживакжпих элементов 79-81 обеспеч вает три сиг.чала 1 на входе элемента К 76,, .что приводит к появлению сигнала 1 на выходе элемента И 76 и сброс:/ памяти сигнала по входу 32 блок;1 ч поиска программ, который готов принять в зону опознавания следунвдую деталь 5, Такое построение схемы позволяет опознавать с помощью датчика 22 считывания nporpahtti типы деталей с минимальны. числом двухпозициоН ных обнаруживакядих элементов 79-81, От сигнала на входе 32 через первый вход третьего логического переключателя 25 на вторых входах трех элементов И 50 (фиг, 4) первого, второго и третьего блоков памяти, входящих в состав трзх блоков, появляется сигнал 1, который запомнится только в первом блоке 41 пам.чти (фиг. 4), ибо на первых входах 38 элементов И 50 второго и третьего блока 82 и 83 пг1мяти имеется потенциал логического нуля третьего выхода блока 61 питания, поступающего через первый выход первого и второго каналов 36 и 39 с первого выхода распределителей этих блоков, соеди ненных с треть 1М выходом блока 61 питания (фиг. 6) благодаря тому, что вторые головные контакты 57 этих распределителей импульсов разомкнуты Второй сигнал 1 на третий вход элемента И 50 (фиг 4) блока 41 поступает со второго выход блока 61 через первую ламель первог поля 59 шагового искателя (фиго 6) и выход 44 распределителя 43 первог канала 36 (фиг. 3). Вход 38 (фиг. 2 блока 36 остается не подключенным. В блоке 41 памяти на выходе элемента К 50 появляется сигнал 1, который через первый элемент ИЛИ-НЕ 51 появляется на выходе второго эле мента ИЛИ-НЕ 52 , который подает этот сигнал на первый вход элемента 51, обеспечивая таким образом запоминание сигнала 1.и появление его на выходе о Появление этого сигнгша обеспечивается спустявремя прохождения детали от датчика 20 тактовых импульсов до блока 8. Сигнал на выход появляется всякий раз, как только с выхода блока 9 поиска программ появляется сигнал 32 (или 33, 35). За это время датчик 20 тактовых импульсов через генератор 21 тактовых иг пульсов (фиг. 1), вырабатывая управляющие импульсы, пропорциональные скорости перемещения конвейера с деталями, не включает логический переключатель 25, ибо для этого необходимо, чтобы на входах элемента И 53 были два сигнала 1 (фиг. 5). Третьи входы каналов 36, 39 и 40 соединены между собой и подключены ко входу логического переключателя 25. Таким образом, подача сигнала от генератора 21 тактовых импульсов происходит во весь период перемещания конвейера с деталями в каждый и трех переключателей 23-25, на вторые входы элементов И 53, которые управляют при наличии одного из сиг налов 32, 33, 35 переключением одно из трех шаговых искателей в первых канс1лах логических переключателей 23-25 путегл включения каждой обмот ки 55 через усилитель 54 (фиг. 5, б ибо любой из этих сигнсшов вызывает появление сигнала 46 на первом выхо де первых блоков памяти этих блоков После появления сигнала на входе 32 определяющего тип обрабатываемой детали, и включения блока 25, появляется сигнал I с выхода второго элемента ИЛИ-НЕ 52, блока 41 памяти, и сигнал 1 второго выхода ЭТОГО блока 41 (фиг. 4, поступающего через четвертый вход блока 41 (фиг. 4), поступающего через четвертый вход блока 42 усиления фиг. 5) на третий вход усилителя постоянного тока 54, который сигналом по цепи включает обмотку 55 шагового искателя распределителя импульсов 43, подключенную к блоку 61 питания (фиг. 6). Выход управляквдего сигнала 46 оказывается Заблокированным на время, пока деталь находится в зоне датчика 22 считывания програьвд. После выхода детали из зоны датчика 22 на входах элементов И 71-75 от него появляется сигнал логического . О, и сигнал 32 исчезает, обеспечивая снятие сигнала 1 с выхода элемента И 50. Сигнал 49 через второй выход блока 41 и четвертый вход блока 42 в виде логического О подается на третий вход усилителя 54, Блокировка снимается. Управление включением и отключением усилителя постоянного тока 54 обеспечивается с выхода усилителя 54, на первом входе которого постоянный сигнал 1 с первого выхода блока памяти 41 (фиг. 4) и периодические сигналы с выхода генератора 21 тактовых импульсов фиг. 1. Переключение распределителя 43 осуществляется включением и с тключением обмотки 55 шагового искателя с периодичностью сигналов от генератора 21 тактовых импульсов (фиг, 5, 6 и 1). Спустя время прохождения детали от датчика 22 считывания программ начинается работа первого робота по сигналам управления с выхода третьего блока 13 программ. Распределитель 43 первым управляющими выходами 26-31 подключается к выходам канала 36, соединенный этими выходами с другими каналами 39 и 40 (фиг. 2) , третьего логического переключателя 25, и к управляющим 26-31 выходам этого блока 25. К управляющим выходам распределителя 43 импульсов подключается второе поле 60 шагового искателя {фиг. б) , щетка которого подключена к блоку 61 питания. Таким образом, на управляющих входах третьего логического переключателя 25 последовательно появляется управлякщий сигнал 1, переключение которого обеспечивается датчиком 20 тактовых импульсов. Такая схема позволяет упростить управление роботом 1, и третий блок 13 программ будет представлять собой программную сетку, в узлах которой впаиваются диоды. Программа, набранная на диодах, не зависит от перерыва в питании устройства. с момента начала работы распределителя 43 импульсов в первом кана ле 36 третьего логического переключателя 25 замыкается второй контакт 57, замыкая йторой логический вы ход 1 блока 61 питания (фиг, б). На первом выходе 37 распределителя импульсов появляется сигнал 1 (фиг. 5), Первый выход 37 через первый выкод канала 36 (фиг,.2) связан с первым входом 38 второго канала ЗУ, имеквдего схему, аналогичную, схеме С фиг. 3}, у которой связь с третьим входом блока памяти установленного во втором канале 39 Таким образом, сигнал 1 появляется на первом входе элемента И 50 C(tair. 4) второго канала 39. При появлении второй детали 5 в блоке датчиков наличия в работу вступает канал 39 третьего логического пере кш)чателя 25. Аналогично, после (появления третьей детали 5 в работу вступает третий канал 40 (фиг. 2) третьего логического переключателя 25, Включение сначала одного канала, потом двух и затем трех обеспечивается одним датчиком 20 тактовых импульсов. По истечении времени работы первого робота и времени, через которое вторая деталь 5 появляется в зоне блока 8 после выхода первой детали 5 из зоны работы первого робота 1 и небольшой задержки, что соответствует определенному числу пе|реключений первого распределиTeina импульсов 43 от датчика 20 таостовых импульсов, в третьем блоке 13 программ диодами набирается программа для работы второго робота 2, так как первая деталь 5 входит в зону его работы. Управлени роботом осуществляется управляющими сигналами по выходам 16 и 17. Аналохи нам образом осуществляется начало уп равления сигналами по выходам 18 и 1 третьим роботом 3 для первой детали Общее ч:исло управляющих выходов 26логического переключателя 25 равно числу управляющих выходов 14-19 роботами 1-3, что с помощью датчика тактовых импульсов равно определен ному числу переключений обмотки ша вого искателя 55. По отношению к известному устройству такое построе ние позволяет уменьшить число прог рамм управления роботами и увеличивает производительность линии бе дополниовельных затрат. После окончания управления первого канала 36 третьим роботом распределитель 43 импульсов щеткой (фиг. б) переключается с предпосле ней ламели на последн1юю, которая подключена к первому входу элемента И 62, и на двух входах этого элемента появляются сигналы логических 1, На выходе элемента И 62 сигнал логической 1 запоминается с помощью элементов ИЛИ-НЕ 63 и 64, и через первый головной контакт 56, якорный контакт 58 с третьего выхода распределителя сигнал логической 1 48 подается на первый вход усилителя постоянного тока 54 (фиг. 5), к которому подключается обмотка 55 шагового искателя (фиг. 6). Отключение обмотки осуществляется якорным контактом 58. Таким образом. Осуществляется самовозврат в начальное положение первого распределителя 43. Одновременно с выхода элемента ИЛИ-НЕ 64 сигнал (фиг, 6} логической 1 подается на второй вход элемента ИЛИ-НЕ 52 в блоке памяти 41 (фиг. 4), обеспечивая сброс сигнала логической 1. Преимущество описываемой схемы Зс1ключс1ется в том, что предлагаемое устройство обеспечивает управление промышленными роботами непрерывно, без устройства синхронизации, обеспечивая в этом случае более высокую точность работы, причем совместная работа, роботов не зависит от перерыва в гЙ5тании cxeNttJ. Схема управления проста, число программ не зависит,от числа промышленных роботов. При необходимости увеличения числа обрабатываемых деталей и соответственного увеличения числа обслуживаемьах параллельно конвейеров точность син хронизации и простота управления роботами не нарушается, ибо возможно параллельное управление робота ето arpaivjMa работы устройства щпи этом для всех параллельно работающих конвейеров будет Однотипной„ 1 аким образом, преимуществом предлагаемого устройства является и то, что наибольший экономический эффект достигается в случае обработки поверхностей деталей разных типов на одном конвейере, ибо параллельное управление роботами конвейеров предполагает только увеличение числа выпускаемых деталей. Базовым устройством является система- управления роботом окрасочным РО-ЗВ, работанядим на Ста13ропольском заводе автоприцепов.. Известная система програ№-шого управления роботом позволяет обрабатывать только один тип детали. Для обеспечения обработки трех видов деталей нео ходщмо три линии, что связано в три раза:большими затратами, чем при применении пре,цлагаемого устройства.
J2
фи
t
II
Jf
6
фиъ в
7 «
,.4j
PtftS
4-5
7
puz. 7
