Изобретение относится к полимерному машиностроению, в частности к установкам для изготовления низа обуви из полиуретана методом литья жидкой дозы реакционной смеси в сомкнутую форму, где установлена заготовка верха обуви. Известна установка для изготовления подошв (вместе с каблуками) из полиуретана, содержащая форму, имеюш.ую в неразъемной матрице полость, выполненную в виде низа обуви (подошва вместе с каблуком) с крышкой и литьевую машину периодического действия 1. В данной установке форма не имеет литникового канала. Литьевая машина в открытую фор.му сверху наливает дозу жидкой смеси, после чего форма закрывается. Благодаря этому отходы полиуретана на этих установках минимальны (не более 0,3%), нет литника, облоя, утечек сквозь разъемы форм. Однако на этой установке изготавливают отдельные подошвы, которые потом приходится приклеивать к следу заготовки верха обуви, что снижает производительность установки. Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для изготовления низа обуви, содержащая приводной поворотный стол с формами, имеющими полости для оформления подошвы и литниковые каналы, и литьевую машину. В известной установке литьевая машина осуществляет периодическую заливку дозой жидкой реекционной смеси через литниковый канал сомкнутой формы в полость, выполненную в виде подошвы, где предварительно установлена заготовка верха обуви. После заливки смесь в форме, вспениваясь, увеличивается в объеме, и при этом в полости формы происходит синтез эластомера, формование низа обуви и одновременное его соединение со следом заготовки верха обуви 2. Недостатки такой установки - большие расходы дорогостоящего полиуретанового сырья, идущие на литье сплошной подошвы, и отсутствие возможности повышения производительности литьевой машины, так как при ее повышении смесительная камера не успевает качественно перемешать компоненты полиуретана. Цель изобретения - повышение производительности установки и сокращение расхода материала. Поставленная цель достигается тем, что в установке для изготовления низа обуви, содержащей приводной поворотный стол с разъемными формами, имеющими полости для оформления подощвы и литниковые каналы, литьевую машину, разъемные формы снабжены разъемными промежуточными емкостями, сообщенными с полостью форм выходными каналами, а литниковые каналы выполнены в промежуточных емкостях, причем последние заполнены гранулированным наполнителем. Установка снабжена механизмом для подачи гранулированного наполнителя, установленным перед литьевой машиной по ходу поворота стола. Кроме того, с целью сокращения расхода материала, промежуточная емкость выполнена в форме каблучного вкладыйда, а гранулированный наполнитель выполнен из отходов резины. При этом выходное отверстие литникового канала расположено в верхней части промежуточной емкости. На фиг. 1 изображен предлагаемый агрегат, вид сверху; на фиг. 2 - форма в позиции засыпки гранулята, разрез; на фиг. 3 - форма в позиции ее заливки, разрез; на фиг. 4 - то же, вид сверху. Агрегат содержит приводной поворотный стол 1 со смонтированными на нем посредством формодержателей 2 разъемными формами 3, каждая из которых имеет полость 4 в форме подощвы и литниковый канал 5, расположенный в полости разъема формы, и литьевую машину 6. Перед литьевой машиной 6 по ходу поворота стола установлен механизм 7 для подачи гранулированного наполнителя 8. Формы 3 снабжены разъемными промежуточными емкостями 9, а литниковые каналы 10 и 5 выполнены в емкостях, причем отверстие 11 литникового канала расположено в верхней части полости промежуточной емкости 9. Последняя имеет форму каблучного вкладыша 12, который закрепляется на след заготовки верха обуви. Между каналами 11 и 5 установлен поворотный клапан 13 с рычагом 14 (фиг. 3 и 4). Емкость 9 снабжена задвижкой 15, расположенной сверху и преднаначенной для периодического взаимодействия с механизмом 7 для подачи гранулированного наполнителя 8, который выполнен из отходов резины. Задвижка 15 выполнена поворотной и подпружинена (не показано). Механизм подачи гранулированных отходов резины содержит бункер 16 для отходов резины и установленный под ним шибер 17 с приводом, закрепленным на подвижной каретке 18. В шибере 17 имеется камера 19. Литьевая машина 6 содержит емкости 20 с жидкими компонентами полиуретановой смеси, соединенные трубопроводами через дозирующие насосы 21 со смесительной камерой 22. В ка.мере 22 установлен винтовой смеситель (шнек) 23. Смесительная камера 22 установлена на подвижной каретке (не показано). Полость 4 формы 3 закрыта заготовкой верха обуви 24, которая одета на колодку 25, установленную в формодержателе 2. На след заготовки верха обуви закреплен каблучный вкладыш 12. Агрегат работает следующим образом. На колодку 25 надевают заготовку верха обуви 24 и закрепляют к ее следу вкладыш 12. Стол 1 с позиции, где форма 3 раскрыта, поворачивается на шаг по часовой стрелке (фиг. 1) на позицию засыпки, по пути форма закрывается формодержателем 2. На позиции засыпки (фиг. 2) каретка 18 механизма 7 подходит к форме 3 и по ней выдвигается шибер 17. Выдвигаясь, шибер 17 отодвигает задвижку 15 и останавливается в крайнем положении, при этом камера 19 совмещается емкостью 9. Гранулированные отходы резины 8, высыпаясь из камеры 19, заполняют емкость 9, после чего шибер 17 и каретка 18 возвращаются в исходное положение. При этом освобожденная задвижка 15, поворачиваясь, закрывает емкость 9 сверху. В исходном положении механизма 7 гранулированные отходы резины 8 из бункера 16 просыпаются в камеру 19. Когда стол 1 доставит форму 3 на следующую позицию, литьевая мащина 6 подводит смесительную камеру 22 к литниковому каналу 5 формы 3 и соединяется с ней. После включения дозирующих насосов 21 материал из емкостей 20 подается двумя потоками при заданном соотношении их расходов в смесительную камеру 22. При пуске насосов 21 первая часть дозы имеет нарушение соотношения потоков и плохо перемешивается винтовым смесителем 23. Через канал 5 она попадает в емкость 9 и заполняет ее нижнюю часть до уровня канала выходного отверстия 11. Последующая часть основной дозы поступает в полость 4. Полиуретан поступает из смесительнок камеры 22 через гранулированные отходы резины 8, которые играют в этом случае роль статического смесителя. После заливки дозы смеси в форму 3 закрывается клапан 13 поворотом рычага 14 и отводится смесительная камера 22 в исходное положение. Стол 1, поворачиваясь с заданным циклом, возвращает форму 3 на позицию, где форма раскрывается. Из раскрытой формы извлекают готовое изделие - обувь с полиуретановым низом и вкладыш 12. Полость 4 и емкость 9 чистят и смазывают, после чего цик.т для этой формы повторяется. С другими формами осуществляются аналоговые операции на соответствующих позициях. По сравнению с базовым объектом карусельной 18-ти позиционной установкой для изготовления низа обуви, иидеке 352.031, предлагаемая позволяет использовать гранулированные отходы резины, что снижает расход дорогостоящего .материала (полиуретана). Наличие дополнительного с.месителя на пути подачи компонетов в полость формы обеспечивает повыщение производительности литьевой машины, не снижая качества смеси. Наличие дополнительной полости по форме каблучного вкладыша, расположенной на литниковом канале таким образом, что большая часть ее объема помещена ниже пересекающего ее литникового канала, позволяет плохо перемешанную первую часть дозы полиуретана использовать для изготовления каблучного вкладыша.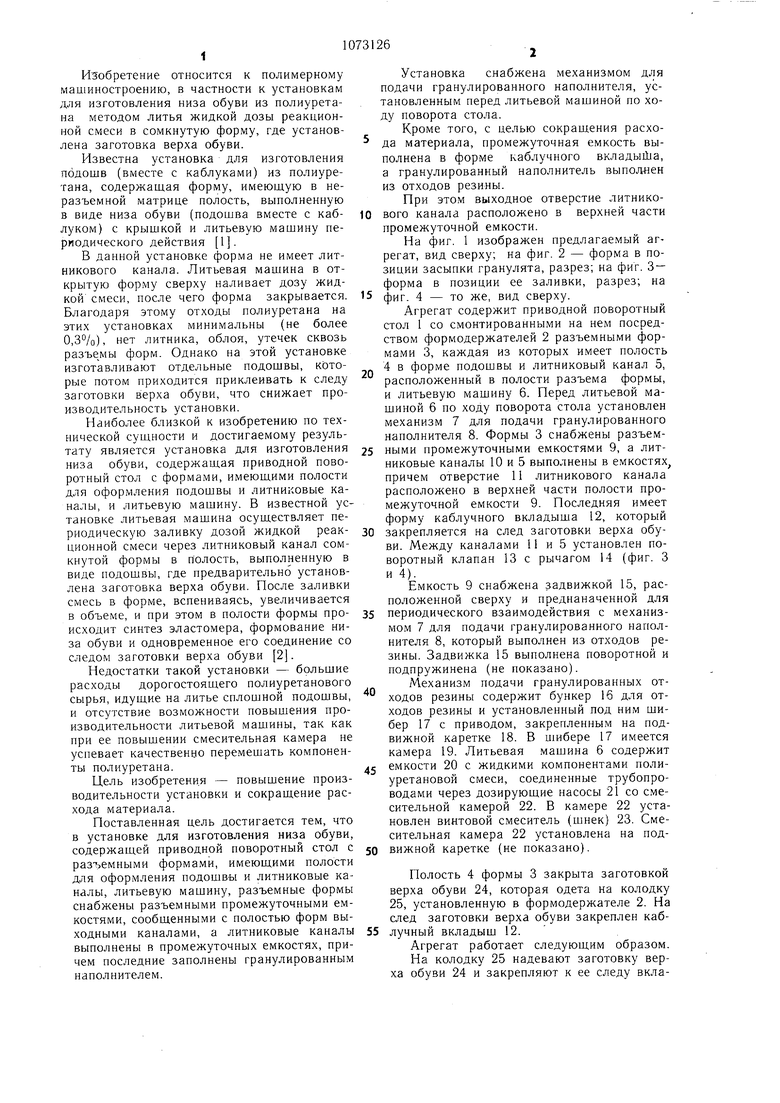

1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НИЗА ОБУВИ, содержащая приводной поворотный стол с разъемными формами, имеющими полости для оформления подошвы и литниковые каналы, и литьевую машину, отличающаяся тем, что, с целью повышения производительности установки, разъемные формы снабжены разъемными промежуточными е.мкостями, сообщенными с полостью форм выходными каналами, а литниковые каналы выполнены в промежуточных емкостях, причем последние заполнены гранулированным наполнителем. 2.Установка по п. 1, отличающаяся тем, что, с целью сокращения расхода материала, промежуточная емкость выполнена в форме каблучного вкладыща, а гранули.рованный наполнитель выполнен из от.ходов резины. 3.Установка по п. 1, отличающаяся тем, что она снабжена механизмом для подачи i гранулированного наполнителя, установленным перед литьевой машиной по ходу по(Л ворота стола. 4.Установка по п. 2, отличающаяся тем, что выходное отверстие литникового канала расположено в верхней части промежуточной емкости. оо го О5
25
/е
7 4
rrv 2
фиг.З
2
/5
1
22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Морозов Ю | |||
| П | |||
| и др | |||
| Химия и технология жидкого формования обуви | |||
| Тематический обзор | |||
| Сер | |||
| «Производство резинотехнических и асбестохимических изделий | |||
| ЦНИИТЭнефтехим | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новиков А | |||
| А., Петров О | |||
| Д | |||
| Новое оборудование для изготовления обуви из полиуретана | |||
| Экспресс-информация | |||
| М., ЦНИИТЭнефтехим., сер | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
