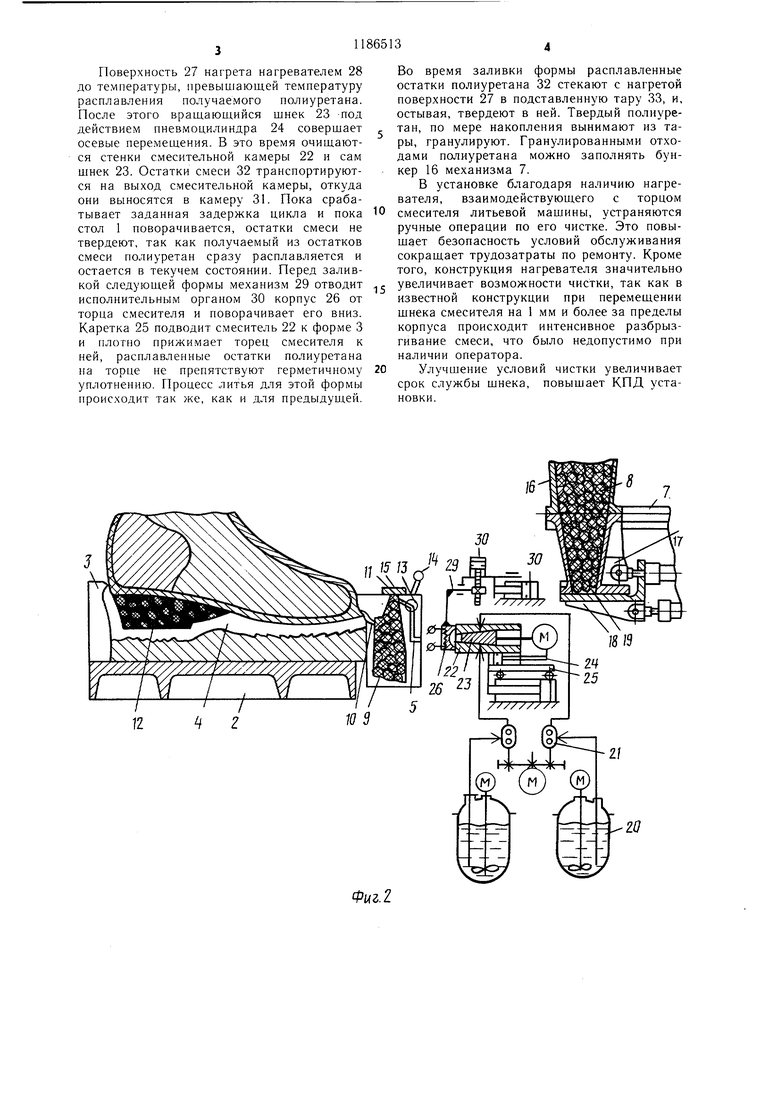
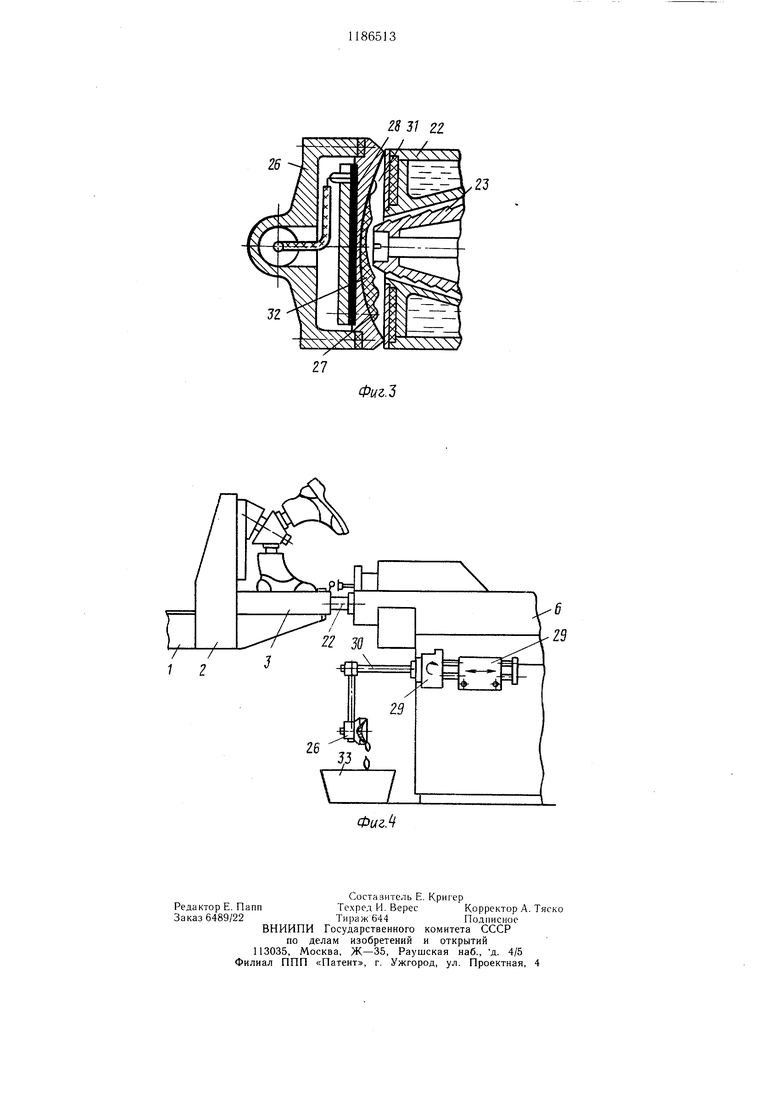
Изобретение относится к полимерному машиностроению, в частности к установкам изготовления низа обуви из полиуретана методом литья, и является усовершенствованием известного устройства по авт. св. № 1073126. Цель изобретения - повышение безопасности условий обслуживания установки за счет устранения ручных операций по чистке смесительной камеры На фиг. 1 изображена установка, вид сверху; на фиг. 2 - схема установки; на фиг. 3 - корпус установки, разрез; на фиг. 4 - положение узлов установки в позиции заливки формы, вид сбоку. Установка содержит приводной поворотный стол Л со смонтированными на нем посредством формодержателей 2 разъемными формами 3, каждая из которых имеет полость 4 в форме подошвы и литниковый канал 5, расположенный в полости разъема формы, и литьевую машину 6. Перед литьевой машиной 6 по ходу поворота стола установлен механизм 7 для подачи гранулированного наполнителя 8. Формы 3 снабжены разъемными промежуточными емкостями 9, а литниковые каналы 10 и 5 выполнены в этих емкостях 9, причем отверстие И литникового канала 5 расположено в верхней части полости промежуточной емкости 9, которая имеет форму каблучного вкладыша 12. Полость 4 формы 3 закрыта заготовкой верха обуви,.которая одета на колодку, установленную в формодержателе 2. На след заготовки верха обуви закреплен каблучный вкладыш 12. Перед отверстием 11 на канале 5 установлен поворотный клапан 13 с рычагом 14 (фиг. 2). Емкость 9 снабжена задвижкой 15, расположенной сверху и предназначенной для периодического взаимодействия с механизмом 7 для подачи гранулированного наполнителя 8, который выполнен из отходов резины. Задвижка 15 является поворотной и подпружинена (не показано). Механизм 7 подачи гранулированных отходов резины содержит бункер 16 и установленный под ним шибер 17 с приводом, закрепленным на подвижной каретке 18. В шибере 17 имеется камера 19. Литьевая машина 6 содержит емкости 20 с жидкими компонентами полиуретановой смеси, соединенные трубопроводами через дозирующие насосы 21 со смесительной камерой 22, имеющей охлаждаемый водяной рубашкой корпус с теплоизолированным торцом. В камере установлен конический винтовой смеситель (шнек) 23, перемепдаемый пЦевмоцилиндром 24. Смесительная камера 22 установлена на подвижной каретке 25. Установка содержит корпус 26, имеющий на своем торце, обращенном к смесительной камере 22, вогнутую сферическую поверхность 27. В корпусе 26 смонтированы также нагреватель 28 и механизм 29 для аксиального перемеш,ения корпуса и для его поворота. Механизм 29 имеет исполнительный орган 30. Установка работает следующим образом. На колодку надевают заготовку верха обуви и закрепляют к ее следу вкладыш 12. Стол 1 с позиции, где фор.ма 3 раскрыта. поворачивается на шаг по часовой стрелке (фиг. 1) на позицию засыпки. По пути форма 3 закрывается формодержателем 2. На позиции засыпки каретка 18 .механизма 7 подходит к форме 3 и по ней выдвигается шибер 17 (фиг. 2), который выдвигаясь, отодвигает задвижку 15 и останавливается в крайнем положении, при это.м камера 19 совмешается с емкостью 9. Гранулированные отходы резины 8, высыпаясь из камеры 19, заполняют емкость 9, после чего шибер 17 и каретка 18 возвращаются в исходное положение. При это.м освобожденная задвижка 15, поворачиваясь, закрывает емкость 9 сверху. В исходном положении механизма 7 гранулированные от.ходы резины 8 из бункера 16 просыпаются в камеру 19. Когда стол 1 доставляет форму 3 на следующую позицию, литьевая машина 6 подводит смесительную камеру 22 к литниковому каналу 5 формы 3 и соединяется с нею. После включения дозирующих насосов 21 материал из емкостей 20 подается двумя потоками при заданном соотношении их расходов в смесительную камеру 22. 11ри пуске насосов 21 первая часть дозы имеет нарушение cooTHOujeHnH потоков и плохо перемешивается винтовым смесителе.м 23. Через канал 5 она попадает в емкость 9 и заполняет ее нижнюю часть до уровня канала выходного отверстиея 11. Последующая часть основной дозы поступает в полость 4. Полиуретан поступает из смесительной камеры 22 через гранулированные отходы резины 8, которые играют в этом случае роль статического смесителя. После заливки дозы смеси в форму 3 закрывается клапан 13 поворотом рычага 14 и отводится смесительная камера 22 в исходное ноложение. Стол 1, поворачиваясь с заданным циклом, возвращает форму 3 на позицию, где форма раскрывается. Из раскрытой формы извлекают готовые изделия - обувь с полиуретановым низом и вкладыш 12. Полость 4, емкость 9 и торец формы, где расположено входное отверстие литника 5, чистят и смазывают. После заливки формы 3 при нахождении смесителя 22 в исходном положении механизмом 29 и исполнительным органом 30 поворачивают корпус 26 из нижнего положения в верхпее и прижимают его к торцу смесителя 22, образуя замкнутую камеру 3. Поверхность 27 нагрета нагревателем 28 до температуры, превышающей температуру расплавления получаемого полиуретана. После этого вращающийся щнек 23 под действием пневмоцилиндра 24 соверщает осевые перемещения. В это время очищаются стенки смесительной камеры 22 и сам шнек 23. Остатки смеси 32 транспортируются на выход смесительной камеры, откуда они выносятся в камеру 31. Пока срабатывает заданная задержка цикла и пока стол 1 поворачивается, остатки смеси не твердеют, так как получаемый из остатков смеси полиуретан сразу расплавляется и остается в текучем состоянии. Перед заливкой следующей формы механизм 29 отводит исполнительным органом 30 корпус 26 от торца смесителя и поворачивает его вниз. Каретка 25 подводит смеситель 22 к форме 3 и плотно прижимает торец смесителя к ней, расплавленные остатки по.тиуретана на торце не препятствуют герметичному уплотнению. Процесс литья для этой формы происходит так же, как и для предыдущей. Во время заливки формы расплавленные остатки полиуретана 32 стекают с нагретой поверхности 27 в подставленную тару 33, и, остывая, твердеют в ней. Твердый полиуретан, по мере накопления вынимают из тары, гранулируют. Гранулированными отходами полиуретана можно заполнять бункер 16 механизма 7. В установке благодаря наличию нагревателя, взаимодействующего с торцом смесителя литьевой мащины, устраняются ручные операции по его чистке. Это повыщает безопасность условий обслуживания сокращает трудозатраты по ремонту. Кроме того, конструкция нагревателя значительно увеличивает возможности чистки, так как в известной конструкции при перемещении шнека смесителя на 1 мм и более за пределы корпуса происходит интенсивное разбрызгивание смеси, что было недопустимо при наличии оператора. Улучшение условий чистки увеличивает срок службы щнека, повышает КПД установки.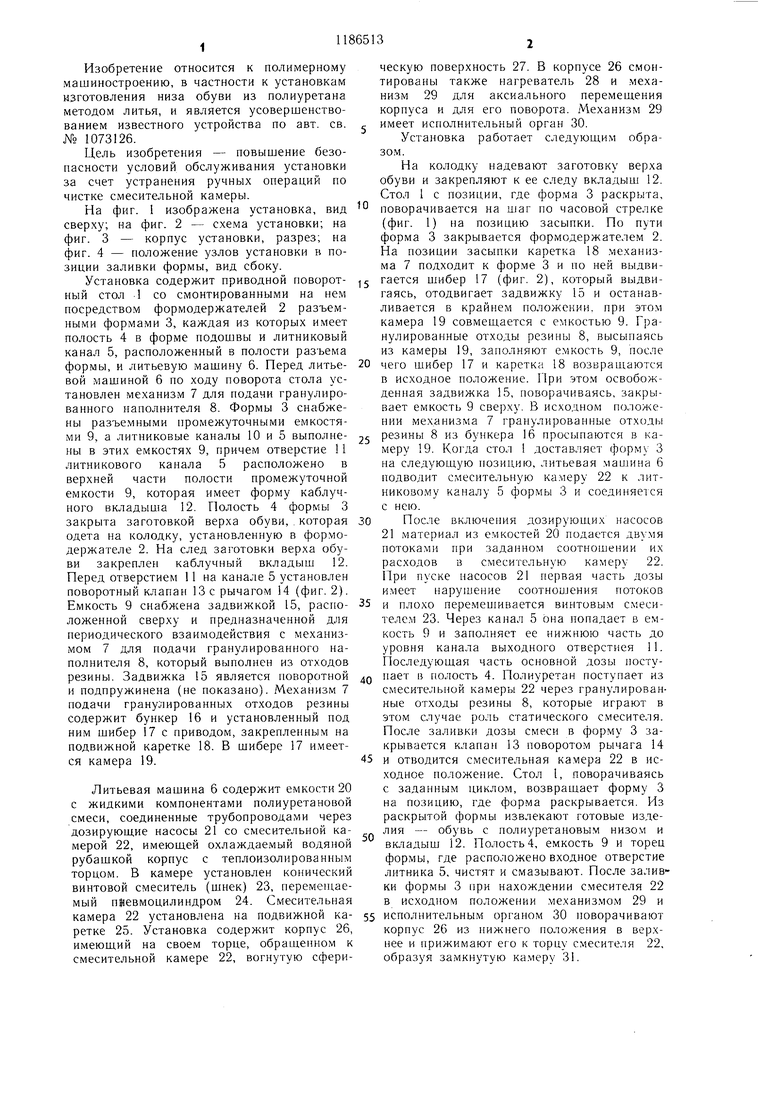
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| Литьевая установка для изготовления изделий из полиуретана | 1983 |
|
SU1151472A1 |
| Литьевая установка периодического действия для изготовления изделий из полиуретана | 1983 |
|
SU1156914A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU379940A1 |
| Литьевая установка для изготовления изделий из полиуретана | 1987 |
|
SU1525019A2 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Литьевая пресс-форма | 1989 |
|
SU1643163A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ МАЛОВЯЗКИХ ВЗРЫВЧАТЫХ СМЕСЕЙ И ЗАЛИВКИ ИМИ БОЕПРИПАСОВ БЕСКУСКОВЫМ ИЛИ ВАКУУМ-КУСКОВЫМ СПОСОБАМИ | 1966 |
|
SU1841114A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НИЗА ОБУВИ по авт. св. № 1073126, отличающаяся тем, что, с целью повышения безопасности условий обслуживания установки за счет устранения ручных операций по чистке смесительной камеры, она снабжена корпусом, имеющим на своем торце, обраш,енном к смесительной камере, вогнутую сферическую повер.хность, со смонтированным в нем нагревателем и механизмом для аксиального перемешения корпуса и его поворота. г (/} 00 Ot) 01 со
26
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |
| Солесос | 1922 |
|
SU29A1 |
