2, Измерительный наконечник для реализации способа по п. 1, содержащий рабочуЕО поверхность, отличающийся тем, что рабочая поверхность образована взаимно изолированными контактами.
3. Способ поп, 1, отлича ющ и и с я тем, что направление фак- тической нормали определяют по номеру взаимодействующего с изделием изолированного контакта измерительного наконечника.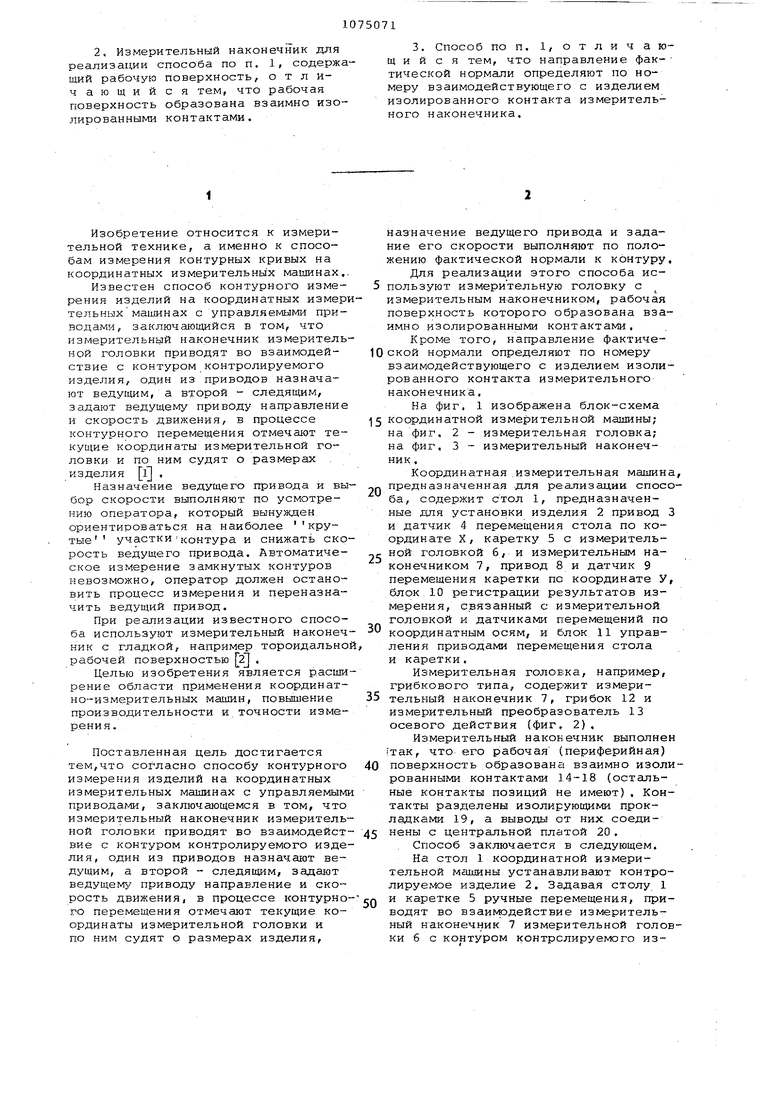
| название | год | авторы | номер документа |
|---|---|---|---|
| Координатная измерительная головка | 1990 |
|
SU1783273A1 |
| Координатная измерительная машина | 1990 |
|
SU1795264A1 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| Способ измерения формы поверхности детали | 1990 |
|
SU1753237A1 |
| Устройство для контроля профиля зубьев зубчатых колес | 1980 |
|
SU1079184A3 |
| ШЕСТИОСЕВАЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА И СПОСОБ КАЛИБРОВКИ ИЗМЕРИТЕЛЬНОГО НАКОНЕЧНИКА ДЛЯ НЕЕ | 2007 |
|
RU2345884C1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА | 1990 |
|
RU2068984C1 |
| Координатная измерительная машина | 1970 |
|
SU685903A1 |
1. Способ контурного измерения изделий на координатных измерительных машинах с управляемыми приводами, заключающийся в том, что измерительный наконечник измерительной головки приводят во взаимодействие с контуром контролируемого изделия, один из приводов назначают ведущим, а другой - следящим, задают ведущему приводу направление и скорость движения, в процессе контурного перемещения отмечают текущие координаты измерительной головки и по ним судит о размерах изделия, о т л ичающийся тем, что, с целью расширения области применения координатно-измерительных машин, повышения производительности и точности, назначение ведущего привода и задаS ние его скорости выполняют по поло(Л жению фактической нормали к контуру. сд
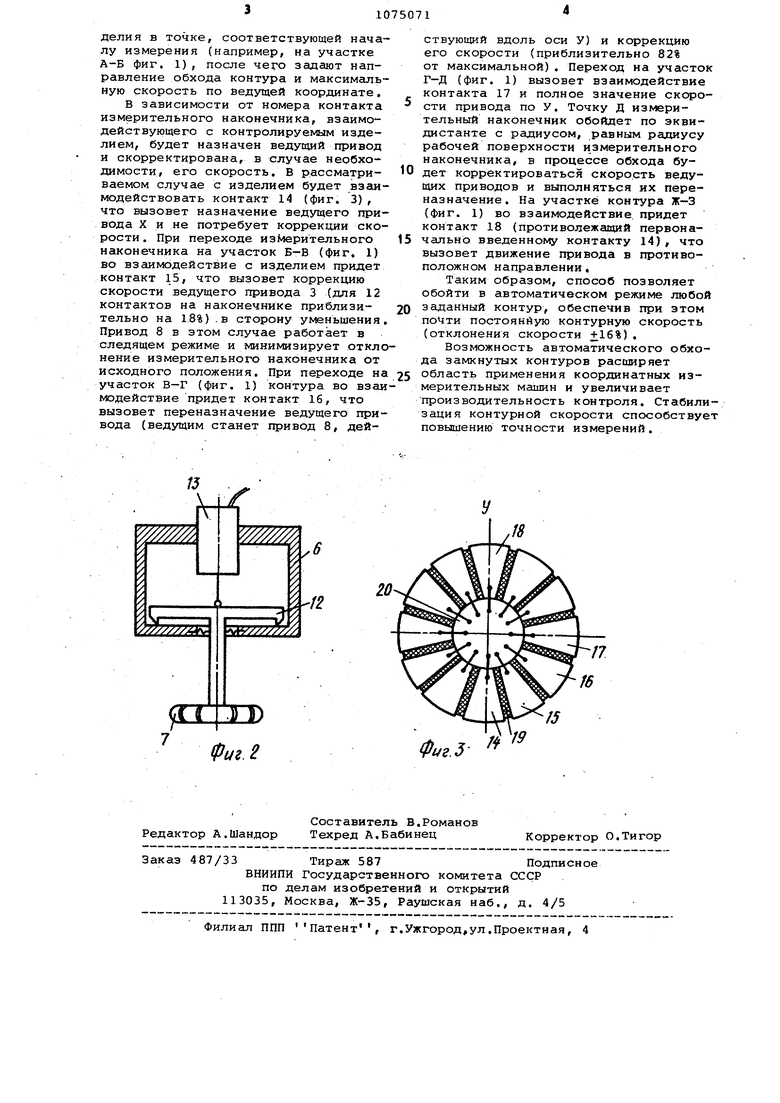
Изобретение относится к измерительной технике, а именно к способам измерения контурных кривых на координатных измерительных машинах. Известен способ контурного измерения изделий на координатных измер тельных машинах с управляемыми приводами, заключаю1дийся в том, что измерительный наконечник измеритель ной головки приводят во взаимодействие с контуром контролируемого изделия, один из приводов назначают ведущим, а второй - следящим, задают ведущему приводу направление и скорость движения, в процессе контурного перемещения отмечают текущие координаты измерительной головки и по ним судят о размерах . изделия i « Назначение ведущего привода и вы бор скорости выполняют по усмотрению оператора, который вынужден ориентироваться на наиболее крутые участкиконтура и снижать ско рость ведущего привода, Автоматическое измерение замкнутых контуров невозможно, оператор должен остановить процесс измерения и переназначить ведущий привод. При реал 1зации известного способа используют измерительный наконеч ник с гладкой, например тороидально рабочей поверхностью 2 . Целью изобретения является расши рение области применения координатно-измерительных машин, повышение производительности и точности измерения. Поставленная цель достигается тем,что согласно способу контурного измере 1ия изделий на координатных измерительных машиг1ах с управляемым приводами, заключающемся в том, что измерительный наконечник измеритель ной головки приводят во взаимодейст вие с контуром контролируемого изде лия, один из приводов назначают ведущим, а второй - следящим, задают ведущему приводу направление и скорость движения, в процессе контурио го перемещения отмечают текущие координаты измерительной головки и по ним судят о размерах изделия. назначение ведущего привода и задание его скорости выполняют по положению фактической нормали к контуру. Для реализации этого способа используют измерительную головку с измерительным н-аконечником, рабочая поверхность которого образована взаимно изолированными контактами. Кроме того, направление фактической нормали определяют по номеру взаимодействующего с изделием изолированного контакта измерительного наконечника. На фиг, 1 изображена блок-схема координатной измерительной машины; на фиг, 2 - измерительная головка; на фиг, 3 - измерительный наконечник , Координатная .измерительная машина, предназначенная .для реализации способа, содержит стол 1, предназначенные для установки изделия 2 привод 3 и датчик 4 перемещения стола по координате X, каретку 5 с измерительной головкой 6, и измерительным наконечником 7, привод 8 и датчик 9 перемещения каретки по координате У, блок . 10 регистрации результатов и.змерения, связанный с измерительной головкой и датчиками перемещений по координатным осям, и блок 11 управления приводами перемещения стола и каретки. Измерительная головка, например, грибкового типа, содержит измерительный наконечник 7, грибок 12 и измерительный преобразователь 13 осевого действия {фиг, 2), Измерительный наконечник выполнен так, что его рабочая (периферийная) поверхность образована взаимно изолированными контактами 14-18 (остальные контакты позиций не имеют), Контакты разделены изолирующими прокладками 19, а выводы от них. соединены с центральной платой 20. . Способ заключается в следующем. На стол 1 координатной измерительной мгицины устанавливают контролируемое изделие 2. Задавая столу 1 и каретке 5 ручные перемещения, приводят во взаи1 действие измерительный наконечник 7 измерительной головки б с контуром контролируемого изделия в точке, соответствующей началу измерения (например, на участке А-Б фиг. 1), после чего задают направление обхода контура и максимальную скорость по ведущей координате. В зависимости от номера контакта измерительного наконечника, взаимодействующего с контролируемым изделием, будет назначен ведущий привод и скорректирована, в случае необходимости, его скорость. В рассматриваемом случае с изделием будет взгшмодействовать контакт 14 (фиг. 3), что вызовет назначение ведущего привода X и не потребует корЕхекции скорости . При переходе измерительного наконечника на участок Б-В (фиг, 1) во взаимодействие с изделием придет контакт 15, что вызовет коррекцию скорости ведущего привода 3 (для 12 контактов на наконечнике приблизительно на 18%).в сторону уменьшения Привод 8 в этом случае работает в следящем режиме и минимизирует откло нение измерительного наконечника от исходного положения. При переходе на участок В-Г (фиг. 1) контура во взаи модействие придет контакт 16, что вызовет переназначение ведущего привода (ведущим станет привод 8, действующий вдоль оси У) и коррекцию его скорости (приблизительно 82% от максимальной). Переход на участок Г-Д (фиг. 1) вызовет взаимодействие контакта 17 и полное значение скорости привода по У. Точку Д измерительный наконечник обойдет по эквидистанте с радиусом, равным радиусу рабочей поверхности измерительного наконечника, в процессе обхода будет корректироваться скорость ведущих ПРИВОДОВ и выполняться их переназначение. На участке контура Ж-3 (фиг. 1) во взаимодействие, придет контакт 18 (противолежащий первоначально введенному контакту 14), что вызовет движение привода в противоположном направлении, Таким образом, способ позволяет обойти в автоматическом режиме любой заданный контур, обеспечив при этом почти постоянйую контурную скорость (отклонения скорости +16%) , Возможность автоматического обхода замкнутых контуров расширяет область применения координатных измерительных машин и увеличивает производительность контроля. Стабилизация контурной скорости способствует повышению точности измерений,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЙ | 0 |
|
SU328330A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
