(54) СПОСОБ ИЗМЕРЕНИЯ СЛОЖНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПРОСТРАНСТВЕННО СЛОЖНЫХ | 1973 |
|
SU380949A1 |
| Способ сборочного ориентирования деталей типа втулки и вала | 1989 |
|
SU1799711A1 |
| Устройство для управления фрезер-НыМ CTAHKOM | 1978 |
|
SU805254A1 |
| КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА | 1990 |
|
RU2068984C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1969 |
|
SU242426A1 |
| СПОСОБ НАСТРОЙКИ СТАНКА С ЧПУ ДЛЯ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ПОВЕРХНОСТЕЙ | 2018 |
|
RU2705051C1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| МАШИНА ДЛЯ ТРЕХМЕРНЫХ ИЗМЕРЕНИЙ, ОБЕСПЕЧИВАЮЩАЯ ОДНОВРЕМЕННЫЕ ИЗМЕРЕНИЯ | 2005 |
|
RU2369833C2 |
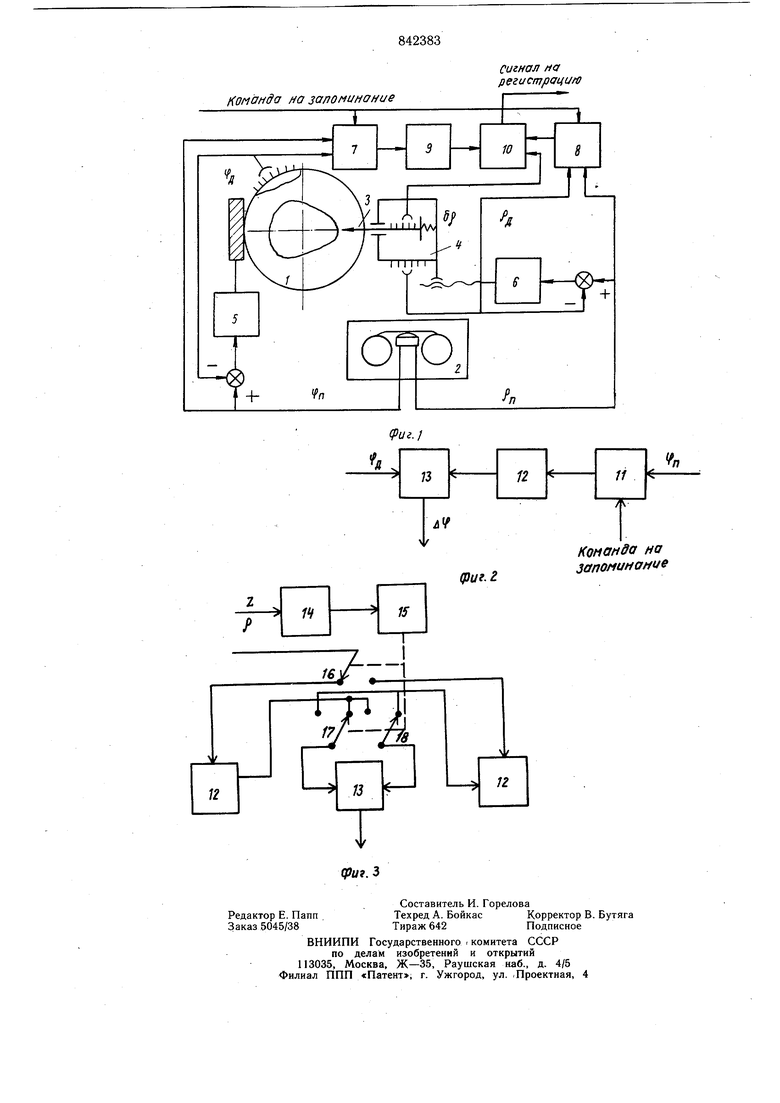
Изобретение относится к машиностроению и может быть использовано для контроля сложных деталей. Известен способ измерения сложных деталей на координатной измерительной машине (КИМ) с числовым программным управлением (ЧПУ) замкнутого типа, заключающийся в перемещении стола относительно корпуса измерительной головки по траектории, определяемой программой и соответствующей теоретической форме поверхности детали, измерении перемещения наконечника измерительной головки относительно ее корпуса, внесении в результат измерения поправки, равной сумме произведений передаточных отнощенйй от рассогласования по каждой из координат к перемещению измерительного наконечника, предварительно рассч.итанных и записаннб1Х на программоноси-тель, на соответствующие величины рассогласования следящих приводов 1. Недостаток такого способа заключается в необходимости при подготовке программы предварительно расчета и записи передаточных отношений, что усложняет способ. Цель изобретения - упрощение способа. Поставленная цель достигается за счет того, что при выполнении способа измерения сложных деталей на координатной измерительной машине с числовым программным управлением замкнутого типа, заключающегося в перемещении стола относительно корпуса измерительной головки по траектории, определяемой программой и соответствующей теоретической формой поверхности детали, измерении перемещения наконечника измерительной головки относительно ее корпуса и внесении в результат измерения поправок, равных величинам рассогласования следящего привода по одной из координат, -отсчет по второй координате производят в моменты совпадения фактического значения первой координаты с дискретно заданными теоретическими значениями той же координаты. На фиг. 1 изображена структурная блоксхема координатной измерительной мащины для измерений в полярной системе координат р и (р; на фиг. 2 - блок-схема узла сравнения текущих координат „,с программой ; на фиг. 3 - блок-схема узла вычисления, передаточного отнощения координаты Z. Стол 1 координатной измерительной машины с установденной на нем контролируемой деталью перемещают в соответствии с программой, введенной в блок 2 числового программного управления, наконечник 3 измерительной головки 4 располагают вдоль координаты. В процессе измерения вследствие рассогласования в следящих приводах 5 и 6 фактическое положение стола 1 с контролируемой деталью относительно корпуса измерительной головки 4 отличается от заданного программой. Для уменьшения погрешности измерения, вызванного динамическими ошибками следящих приводов 5 и 6, имеются однотипные узлы 7 и 8 сравнения, в которых происходит сравнение текущих координат рабочих органов координатной измерительной машины с заполненными в нужных точках программы теоретическими координатами. Команда на запоминание теоретических координат может подаваться из блока 2 числового программного управления, если точки измерения заранее заданы, или с тактового устройства, если поверхность измеряемой детали задана аналитически. Сигнал с выхода узла 7 сравнения, пропорциональный разности между теоретическим и фактическим положением стола 1, поступает в блок 9 команд, где, по достижении наперед заданного значения, например О, вырабатывается команда на считывание результата с сумматора 10, на один из входов которого подается сигнал, пропорциональный отклонению наконечника измерительной головки 4, а на другой - сигнал из узла 8 сравнения, пропорциональный разности между теоретическим и фактическим положением корпуса головки 4, что и регистрируется в качестве отклонения фактического профиля Детали от теоретического. Узел 7 сравнения состоит из управляемого командой на запоминание ключа 11, на сигнальный вход которого поступает сигнал «рдИЗ блока 2 числового управления, выход ключа 11 соединен со входом элемента 12 запоминания, которого соединен с одним из входов сравнивающего элемента 13 на другой вход которого подается сигнал rf с датчика обратной связи стола 1. Сравнивающий элемент 13 выполнен в виде алгебраического сумматора, осуществляющего операцию Ряг fer 9 динамическая ощибка. При замене полярных координат J и л декартовыми X и Y блок-схема координатной измерительной машины не меняется. При добавлении третьей координаты динамическая ошибка AZ проектируется на ось измерений с передаточным отношением равным тангенсу угла между касательной в точке измерения и координатой Z. Для вычисления передаточного отношения служит узел, блок-схема которого показана на фиг. 3. Сигналы Z и j могут поступать из блока числового программного управления или с датчиков обратной связи. Сигнал Z поступает на вход блока 14 команд, который выдает команду при изменении сигнала Z на заранее заданную величину в блок 15 коммутации. Блок 15 коммутации управляет ключами 16, 17, 18. Ключ 16 поочередно подает сигнал в однотипные элементы 12 запоминания, а их выходы через ключи 17 и 18 связаны со входами сравнивающего элемента 13 таким образом, что всегда из предыдущего сигнала вычитается последующий. ЧТО исключает неопределенность в знаке передаточного отнощения. Формула изобретения Способ измерения сложных деталей на координатной измерительной машине с числовым программным управлением замкнутого типа, заключающийся в перемещении стола относительно корпуса измерительной головки по траектории, определяемой программой и соответствующей теоретической формой поверхности детали, измерении перемещения наконечника измерительной головки относительно ее корпуса, внесении в результат измерения поправок, равных величинам рассогласования следящего привода по одной из координат, отличающийся тем, что, с целью упрощения способа, отсчет по второй координате производят в моменты совпадения фактического значения первой координаты с дискретно заданными теоретическими значениями той же координаты. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 380949, кл. G 01 В 5/20, 1970 (прототип).
на залониноние
Ул
сигнал на регистрацигс
ОТО
fn
