Изобретение относится к измерительной технике и может быть использовано для контроля профиля изделий в машиностроении.
Известим автоматические измерительные устройства для контроля профиля изделий, имеющие несупщй проверяемое изделие стол, iiepeMemaioiiuiftcsi по паправля1оп;им с иомощью привода программного движения, перемещение которого фиксируется датчиком отсчета перемен1,ений стола, каретку с датчнкорл, фиксирующим ее перемещение. Иа каретке установлен 1змерлтельиый наконечник, контактирующий с ироверяемым профилем, и узел регистрации ноказаиий датчиков. Координата, по которой перемещается стол, является активной, ведущей, а координата, по которой перемещается каретка - пассивной, ведомой. Каретка упирается измерительным наконечнпком в профиль проверяемого пзделия и следует за ним. Однако, если угол подъема профиля нревыгнает угол трепия паправляющих каретки, то контроль этого профпля невозмон еп.
С целью коитроля изделий с профилем любой крутпзпы предлагаемое устройство снабжено следянщм приводом перемещения каретки установленной на ней модульной головкой, на которой размещен измер гтельный наконечник. Модульная гиловка выдает сигнал, соответствующий модулю величины отклонения но
нормали к фактической поверхностн, который поступает на следящнй привод.
Узел регнстрации может быть снабжен блоком фнксацпп сигнала модульной головки.
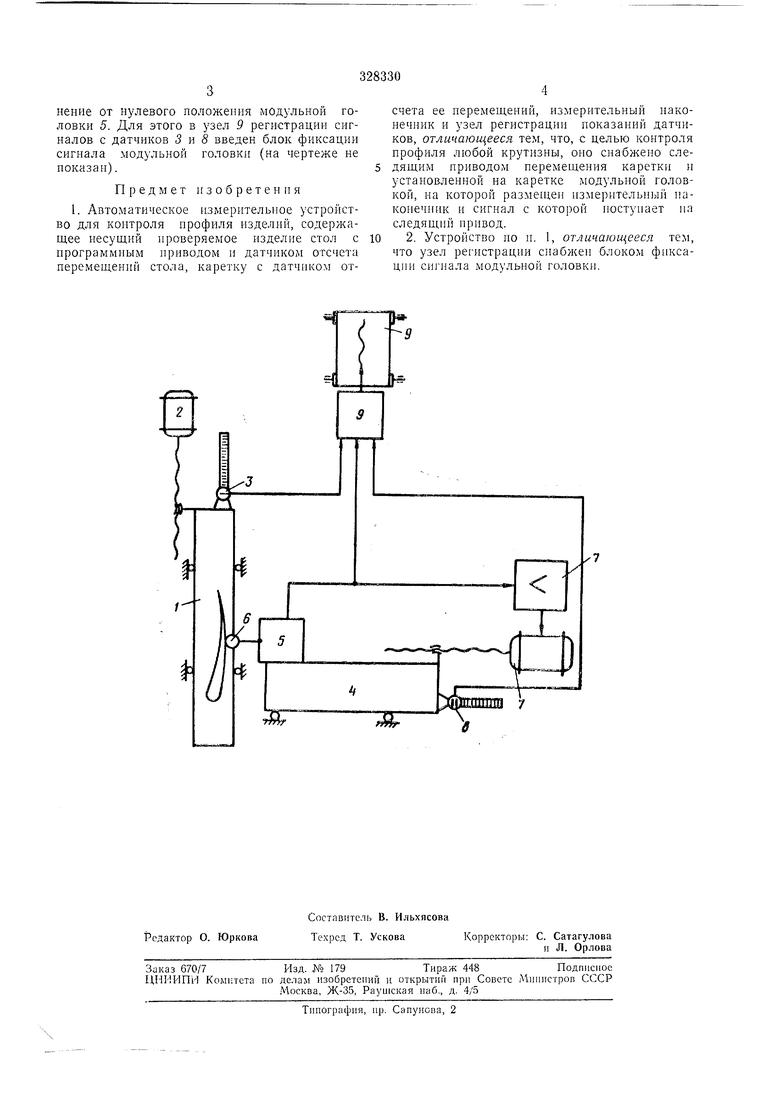
На чертеже представлена схема предлагаемого ycTpoiicTBa.
Измерительное }стройство содержит стол /, перемещающийся .но нанравляющнм с помоН1ью программного привода 2, датчик 3, фиксирующи; величину перемещения стола, каретку 4, на которой установлена модульная головка 5, несуньтя измерительный наконечник 6, следянщй привод 7 перемещения каретки, датчик 8, ф нусирующий перемещение кареткп, и узел 9 регистрации сигиалов датчиков 3 п 8.
Ирп движении стола по заданной программе каретка 4 перемен ается в соответствии с фактическим профилем изделия при любой
его крутизне, так как модульная головка 5 выдает сигнал, пропорциональный крутнзне профиля, на следящий нривод 7, перемещающий каретку 4. Величину перемен-1енпя стола н каретки отсчитывают соответственно но датчикам 3 и 8, снгнал с которых фиксируется узлом регистрации.
ненне от нулевого положения модульной головки 5. Для этого в узел 9 регистрации сигналов с датчиков 3 и 8 введен блок фиксации сигнала модульной головки (на чертеже не показан).
Предмет изобретения
1. Автоматическое измерительное устройство для контроля нрофиля изделий, содержащее несущий проверяемое изделие стол с программиым приводом и датчиком отсчета перемещений стола, каретку с датчиком отсчета ее перемещений, измерительный наконечник и узел регистрации показаний датчиков, отличающееся тем, что, с целью контроля профиля любой крутизны, оно снабжено следящим приводом перемещения каретки и установленной на каретке модульной головкой, на которой размещен измерительный наконечиик и сигнал с которой ностуиает на следящий привод.
2. Устройство по п. 1, отличающееся тем, что узел регистрации сиабжеи блоком фиксации си нала модульной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое измерительное устройство для контроля профилей изделий | 1974 |
|
SU528442A2 |
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| Приспособление для контроля конических колес | 1989 |
|
SU1732138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ДЛЯ ХРАНЕНИЯ ИНФОРМАЦИИ (ВАРИАНТЫ) | 1996 |
|
RU2188464C2 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| Способ контурного измерения изделий на координатных измерительных машинах и измерительный наконечник для реализации способа | 1978 |
|
SU1075071A1 |
| Координатная измерительная машина | 1990 |
|
SU1795264A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Круглошлифовальный станок | 1982 |
|
SU1065170A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
