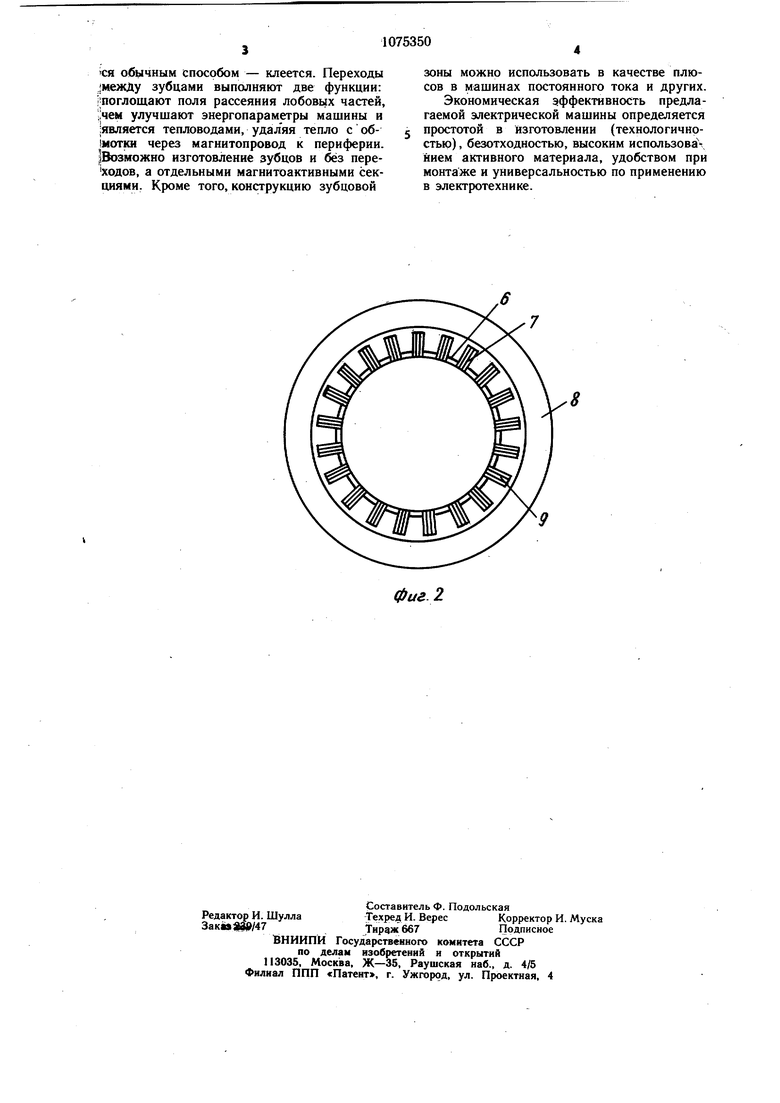
Изобретение относится к электротехнике, а конкретно к конструкции магнитопроводов электрических машин переменного и постоянного тока. Известен разъемный статор электрической машины, содержаш,ий ярмо, витое из ленты, намотанной на ребро и зубцовую зону с пазами, открытыми со стороны ярма, в которых размешена обмотка, причем зубцовая зона выполнена из гофрированной ленты с радиальными ребрами, направленными вдоль оси статора 1. Однако при изготовлении зубцовой зоны в виде гофры необходимо получить линейный размер (высоту зуба) с достаточно высокой точностью, а из-за различных механических свойств по длине полосы этот размер выдержать весьма сложно.Кроме того,полное закрытие паза с обмоткой со стороны воздушного зазора снижает энергетические характеристики магнитопровода. Гребни гофр являются «тяжелым местом для прохождения йзрнитного потока, так как потоки, проходя по параллельным стенкам, встречаются на гребне, в результате чего часть зубца перенасышается.что приводит к искусственному увеличению воздушного технологического зазора между зубцовой зоной и ярмом и-увеличению тока намагничивания. Наиболее близким к изобретению по технической сущности и достигаемому результату является магнитопровЬд электрической машины, который содержит ярмо и зубцовый слой, образованный лентой, изогнутой в гофру, в ячейки которой уложены зубцы, выполненные из ленты гофрированной по высоте, а зубцы расположены вдоль магнитопровода. Зубцовый слой крепится к ярму с помощью сварки или клея. После сборки пакет растачивается по внутреннему диаметру, чтобы в местах зубцов удалить гофРУ 2.. Однако для изготовления.зубцового слоя необходимо иметь две технологические цепочки, по одной изготовление зубцов - это гибка и порезка ленты на мерные отрезки, а по другой - формирование гофры и сворачивание ее в цилиндр, после чего яотоки сходятся и производится сборка зубцов в гофре. Такая сложная технологическая цепочка подходит лишь к штучному производству, а поскольку подобные магнитопроводы приемлемы лишь в малых машинах, которые ..выг пускаются крупными сериями, то подобная технология не приемлема. Кроме того, необходима операция «шлифовка, после которой для зубцов появляются благонриятные магнитные условия, которая как дополнительная технологическая операция в массовом производстве не желательна, ее надо производить после того, как удет уложена обмотка в пазы, поэтому возможно повреж дение изоляции стружкой. Крепление гофрЦ к ярму осуществляется по всей поверхности соприкосновения, контролировать величину зазора между ярмом и зубцовым слоем .слож-но, поэтому при нарушении его равномерности ухудшаются энергопараметры электрической машины. У гофры тангенциальные участки не активны с магнитной точки зрения, конструкция недоиспользованная, а после шлифовки лишних участков магнитопровод становится не безотходный, а малоотходный. Целью изобретения является снижение трудоемкости изготовления магнитопровода Указанная цель достигается тем, что в разъемном магнитопроводе электрической машины, содержащем цилиндрическое ярмо, витое из ленты, намотанной на ребро, и зубцовую зону, образованную из слоев гафри рованной ленты, ширина которой равна высоте зубца, зубцовая зона выполнена из непрерывной ленты, крайние слон каждого зубца в торцовых частях изогнуты, образуя ребра перегиба, лежашие под углом 45° к продольной оси ленты, и участки, рёсположенные под прямым углом к крайнему слою зубца. На фиг. 1 показана часть зубцовой зоны; на фиг. 2 - магнитопровод электрической машины. Гладкая лента 1, постепенно изгибаясь «змейкой 2, формируется в магнитоактивный элемент магнитопровода, называемый зубцом 3. Затем лента, изменяя свое направление, складывается на - краю зубца образуя ребро 4 перегиба, на уровне торца ленты имеется еще один изгиб 5. Ребра перегиба расположены под углом 45° к продольной .оси ленты. При изгибе ленты образуются также участки 6, расположенные под прямым углом к крайнему слою зубца и выполняющие функцию перехода от зубца к зубцу. Таким образом, лента , меняя свою плоскостность, образует непрерывную связь между всеми зубцами зубцовой зоны 7 магнитопровода. Между ярмом 8 и зубцовой зоной 7 имеется технологический воздушный зазор 9. Производство магнитопровода осуществляется следующим образом. Из рулона электротехнической стали вырезается лента, ширина которой является высотой зубца. Зубцовая зона магнитопровода. изготавливается на спёциальном-лции способлении, лента укладывается на ребро, а изгиб производится на расстоянии от начала, равном длине магнитопровода. После того, как зубец {{ринял свою заданяую- шдщину (т.е. получено несколько слоев), лента изгибается на 90°, меняя ось плоскости. На расстоянии, равном ширине паза, лента внощь .изгибается на 90 в свое прежнее ввл кениёи вновь идет изготовление зубцов, и та далее. Установка зубцовой зоны во внутренней части ярма (если это статор) или на внещней части (если это ротор) производит ся обычным способом - клеется. Переходы «между зубцами выполняют две функции: гпоглощают поля рассеяния лобовых частей, улучшают энергопараметры машины и ;является тепловодами, удаляя тепло с об)мотки через магнитопровод к периферии. Возможно изготовление зубцов и без переходов, а отдельными магнитоактивными секциями. Кроме того, конструкцию зубцовой
зоны можно использовать в качестве плюсов в машинах постоянного тока и других. Экономическая эффективность предлагаемой электрической машины определяется простотой в изготовлении (технологичностью) , безотходностью, высоким использова нием активного материала, удобством при монтаже и универсальностью по примененню в электротехнике.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077012A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1246247A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Магнитопровод электрической машины | 1980 |
|
SU881991A1 |
| Магнитопровод электрической машины | 1978 |
|
SU949755A1 |
РАЗЪЕМНЫЙ МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий цилиндрическое ярмо, витое из ленты, намотаниой на ребро, и зубцовую зону, образованную из слоев гофрированной ленты, ширина которой равна высоте зубца, отличающийся тем, что, с целью снижения трудоемкости изготовления, зубцовая зона выполнена из непрерывной ленты, крайние слои каждого зубца в торцовых частях изогнуты, образуя ребра перегиба, лежащие под углом 45° к продольной оси ленты, и участки, расположенные под прямым углом к крайнему слою зубца. W ел со ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство по заявке № 2904263/24-07, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
