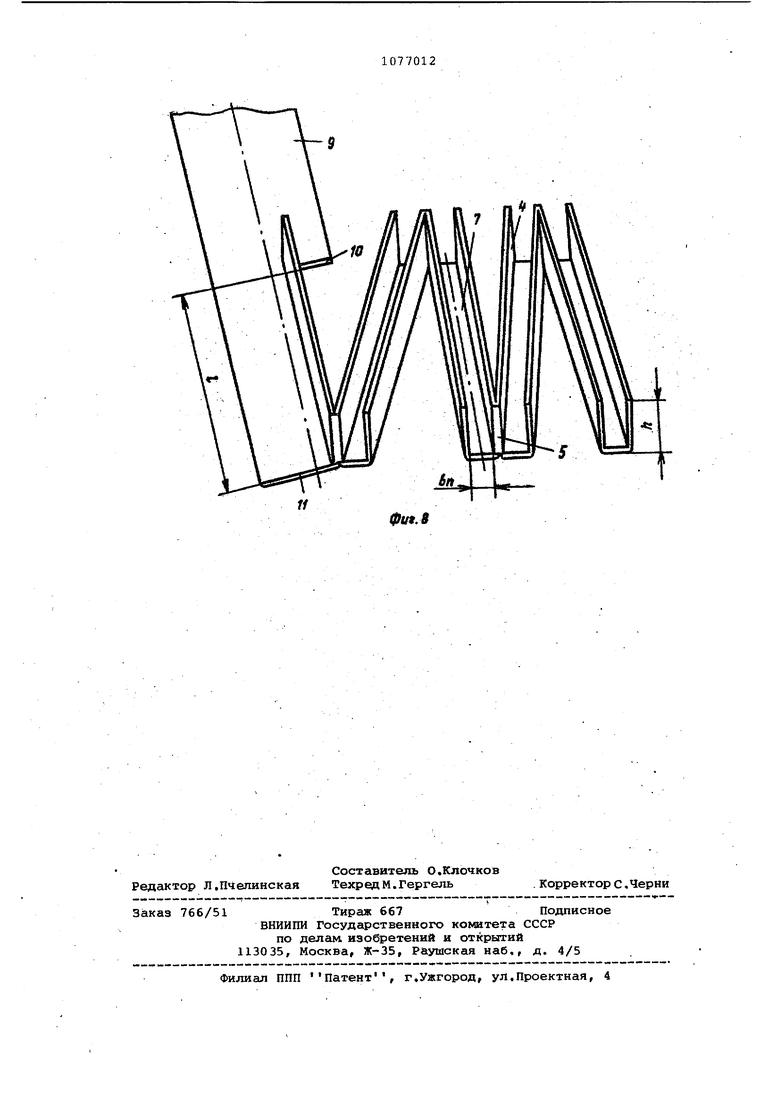
Изобретение относится к магнитн системе электрических машин. Известна электрическая машина с разъемным магнитопроводом, содержа щим ярмо и зубцовую зону с пазами из непрерывной гофрированной ленты с радиальными ребрами, направленны ми вдоль оси машины. Пазы закрыты со стороны зазора, а магнитное conn ротивление между зубцовой зоной и ярмом увеличено за счет того, что стык проходит по гнутым ребрам гофр 1. Наиболее близок к предлагаемому разъемный магнитопровод электрической машины, содержащий ярмои зуб цовую пазами, выполненными из непрерывной гофрированной ленты с радиальными ребрами, направленными вдоль оси машины. Пазы открыты со стороны зазора и контакт с ярмом осуществляется по йлоскости дна ,2 . Недостатками известной конструкции являются невысокий коэффициент заполнения зубцового слоя и труднос выдерживания размерной цепочки при формировании гофры зубцового слоя, Цель изобретения - упрощение тех нологии изготовления и улучшение :параметров электрической машины. Поставленная цель достигается тем, что зубцовая зона образована из участков ленты, отформированных в виде желобов длиной, равной длине магнитопровода, образуюГцих йериметр паза и соединенных между со бой-перемычками, имеющими высоту, равную высоте зубцовой зоны, и чередующимися на торцах зубцовой зоны с разворотом участков ленты на 180 Боковые стенки желобов могут быт отогнуты внутрь паза, образуя параллельные слои в пределах зубца. Кроме того, возможен разъемный магнитопровод электрической машины, у которого боковые стенки отогнуты внутрь паза на 90°, образуя шлицы. а фиг. 1 показан разъемный статор электрической машины; на фиг.2разъемный ротор электрической машины; на фиг. 3-6 - варианты выполнения разъемного магнитопровода элект рической машины; на фиг. 7 - часть ленты из электротехнической стали, которая используется как заготовка для изготовления зубцовой зоны; на фиг. 8 -этапы изготовления зубцовой зоны разъемного магнитопровода элек рической машины. Разъемный магнитопровод электрической машины содержит ярмо 1, выполненное известным способом, и зубцовую зону 2, состоящую из желобов с обмоткой 3. Стенки желобов ,связаны между собой перемычками 5, имеющими высоту, равную высоте зубцовой зоны, и чередующимися на торцах зубцовой зоны 2. Стенки желобов 4 могут быть отогнуты, в сторону паза, образуя либо шлицы паза 6, либо при отгибе до дна паза 7 - параллельные слои 8 стенок желоба. Заготовка зубцовой зоны в виде ленты 9 электротехнической стали имеет поперечные надрезы 10 и 11, которые идут попеременно от противоположных кромок. Ширина ленты равна периметру паза зубцовой зоны, а расстояние между надрезами равно длине магнитопровода. По линиям надрезов ленту изгибают, образуя дно желоба 7 и стенки желоба 4, а сопряженные стенки образуют зубец, затем желобы складывают по перемычкам 5 в змейку. Способ изготовления предлагаемого магнитопровода заключается в следующем. Осуществляют порезку рулонной стали на ленту заданной ширины и рассечку ленты перпендикулярно продольной оси на расстоянии, равном длине магнитопровода. Глубина рассечки может быть различной. Она может быть одновременно и с обеих сторон ленты, и, чередуясь через две длины магнитопровода, по разные стороны ленты, но во всех случаях на ленте остается целая полоса, ширина которой равна высоте зубцового слоя. Разделенные участки, ленты формуют в желоб, профиль которого в конце сборки должен соответствовать форме паза. В конце рассечки Образуется место перегиба, после введения смежных стенок соседних желобов образуется ребро перегиба. Желоба складываются в развернутый зуб- цовый слой в виде змейки. Зубцовый слой сворачивается в цилиндр и входит в сочленение с ярмом, которое может быть штампованным, витым, точеным или литым в зависимости от назначения магнитопровода. Безотходный магнитопровод повышает коэффициент использования активного материала, высокий коэффициент заполнения магнитопровода сталью позволяет повысить энергопараметры электрической машины, простые технологические операции требуют менее, энергоемкого оборудования и легко поддаются автоматизации. Заданные конструктивные размеры обеспечиваются с высокой точностью. Возможные места наклепа находятся за пределами магнитопрсэвода и поэтому возможно применение стальной ленты, предварительно прошедшей рекристаллизационный отжиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075350A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Статор электрической машины | 1982 |
|
SU1270835A1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1008848A1 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |


1. РАЗЪЕМНЫЙ МАГНИТОПРОВОД :ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий ярМО и зубцовую зону с пазами, выполненными из непрерывной гофрированной ленты с радиальными ребрами. направленными вдоль оси машины,, отличающийся тем, что, с целью упрощения технологии изготовления и улучшения параметров электрической машины, зубцовая зона образована из учасгков ленты, отф рмованных в виде желобов длиной, равной длине магнитопровода, образующих периметр паза и соединенных между собой перемычками, имеющими высоту, равную высоте зубцовой зоны, и чередующимися на торцах зубдовой зоны с разворотом участков ленты на 180 . 2. Магнитопровод по п. 1, о т лич ающийся тем, что боковые стенки желобов отогнуты внутрь паза, g образуя параллельные слои а преде(Л .лах зубца.
фигЛ 1
-f S 6
7IffUi. 7 0ue.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
