Известны вибровклалыши для формования пустотелых панелей с установленными в полость вкладыша виброэлементамн.
Олиако этн внбровкладьнли не могут обеспечить качественную проработку, в особенности применяемых в таких случаях жестких бетонов. Обп ясиястси это тем, что для качсствеииой проработки таких бетонов в дл И1иомерных изделиях с иуетотностью потребовалось бы устанавливать в каждом вкладьине 8-10 вибраторов, что практически очень затруднительно и приве.по бы к созданию весьма массивного, трудоемкого в изготовлении и ненадежного в эксп.туатации вибровкладыша.- Кроме того, это требует применения дорогик.преобризовате.лей частоты.
Указанные обстоятельства удорожают производство панелей, так как применение жестких бетонов, где расход цемента значительно ниже, затруднительно, а ручные операции но проработке бетона поверхностными вибраторами занимают много времени и являются неэкономичными.
При1меиение же виброплош,адок приводит и к тому, что мош,ность
этих довольно дорогих машин затрачивается, в основном, на их собственную вибрацию формы для изделия. Наряду с этим, при примеиеиии вибровкладышей с cyuieствуюихими вибраторами из.менение режи.ма их работы в части частоты и амплитуды затрудиительно, что делает 1КВоз,;ожным подбор нужиого технологического режима работы.
Описываемый вибровкладыш лиИ1еи неречнслеиных недостатков и обеспечивает изготовлеиие пустотных паиелей как при конвейерном, так и н|5и стендово-поточном производстве. Применение его в конвейерио.м производстве дает возможHOCTij сде.тат) его неподвижным, что корешым образом упрош,ает всю установку для формования панелей.
Конструктивной особенностью этого вибровкладыша является то, что расположенные в нем виброэле.менты niapHiipHo соединены промежуточ}1ымн валами и приводятся в действие от двигателя, расположенного вне габаритов рабочей части вкладыша.
Такое устройство обеспечивает равномерное распределение вибрации по всей поверхности вкладыша
при сравнительно простой и надежной конструкции.
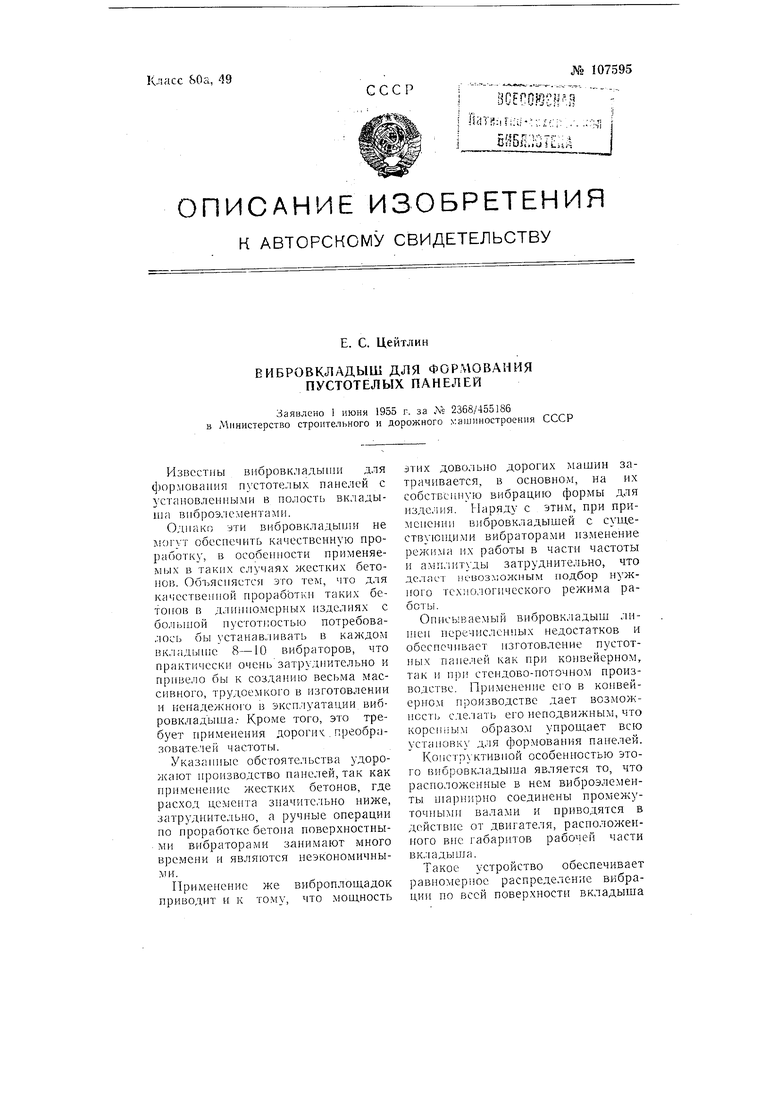
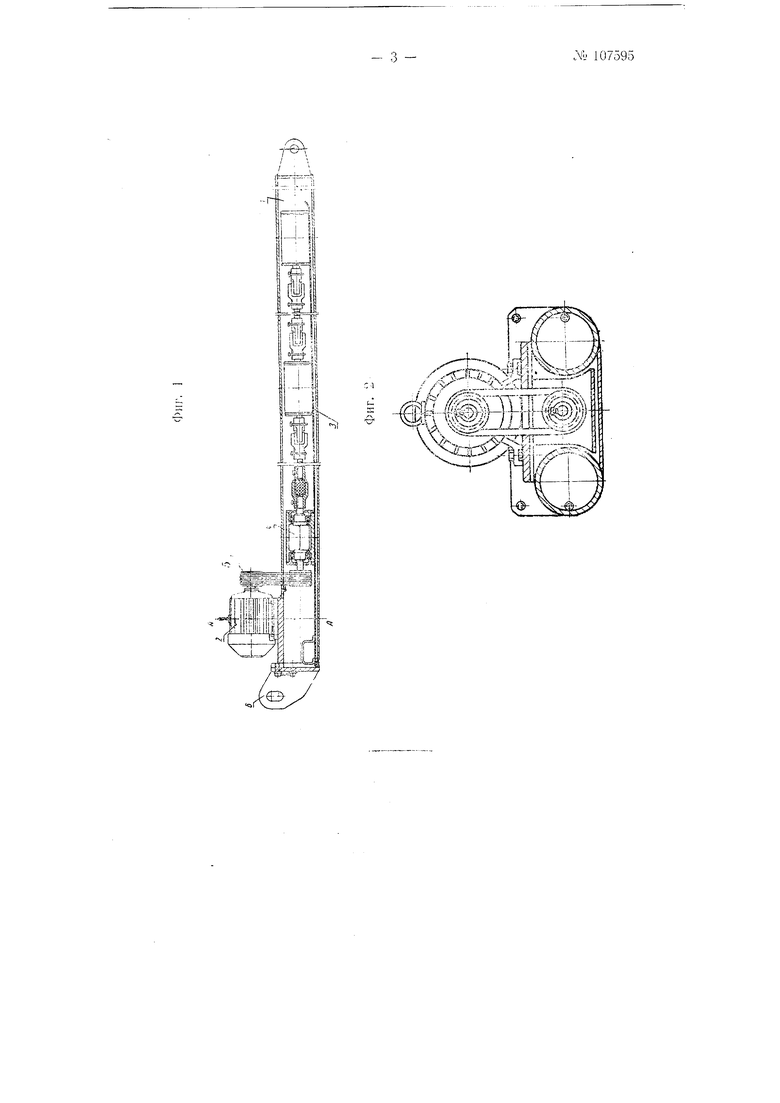
На фиг. 1 показан общий вид вибровкладыша сбоку с частичным разрезом; на фиг. 2-поперечный разрез его по ЛЛ на фиг. 1.
Вибровкладып состоит из трех частей: корпуса вкладыша, виброэлементов и привода. На чертеже показан вкладыш с корпусом овальной формы, однако он может быть выполнен и с другим сечением.
В данном случае корпус / вкладыша сварной, имеет конус, облегчающий извлечение его из бетона и выполнен из двух цельнотянутых труб, соединенных между собой листами. Кроме того, во внутренней части имеются платики для установки вибрирующего устройства и снаружи-платик для установки электродвигателя 2.
Вибрирующие элементы вставляются внутрь вкладыша на монтажном листе 3 и представляют собой ряд дебалансов-вибраторов 4, соединенных между собой промежуточными валами и специальными шарнирами. Дебалансы помещены в литые корпуса и вращаются на подшипниках. Кинетический момент дебаланса меняется грузом.
Крепление виброэлементов производится снаружи к платикам, а привод их осуп1,ествляется через клиноременную передачу 5. Изменение числа оборотов по технологическим соображениям может осуществляться путем замены щкивов.
Крепление вкладыша к установке производится через проушины 6.
П р е д м е т и з о б р е т е и и я
Вибровкладыщ для формования пустотелых панелей с применением в полости вкладыща виброэлементов, о т л и ч а ю щ и и с я тем, что, в целях равномерного распределения вибрации по всей поверхности вкладыща, виброэлементы щарнирно сочленены промежуточными валами и приводятся в действие от двигателя, расположенного вне габаритов рабочей части вкладыща.