2, Способ поп, 1, отличающий с я тем, что технологическую отбортовку формуют одновременно с подгибкой обеих полок.
3, Способ по пп. 1 и 2, о т личающийся тем, что технологическую отбортовку после формообразования профиля удаляют.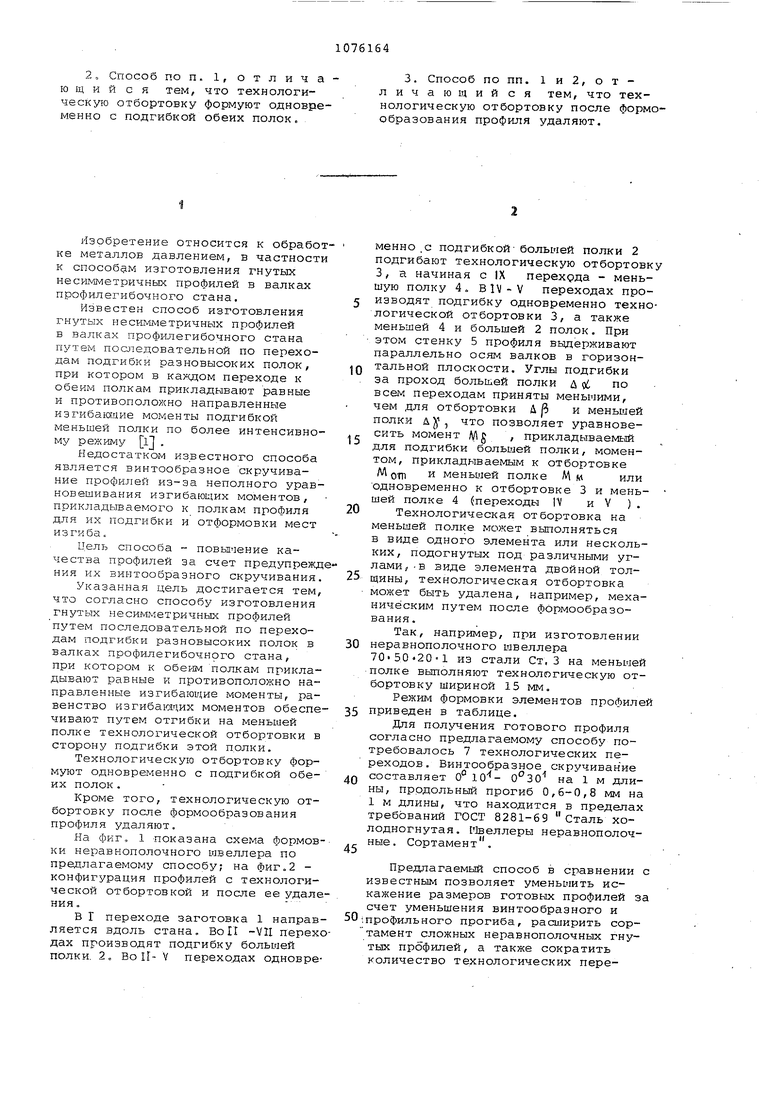
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ Путем последовательной по переходам подгибки разновысоких полок в.валках профилегибочного стана, при котором к обеим полкам, прикладывают равные и противоположно направленные изгибающие моменты, отличающий9 я тем, что, с целью повышения качества профилей за счет предупреждения их винтообразного скрь чивания, равенство изгибающих моментов обеспечиваю.т путем отгибки на меньшей полке технологической отбортовки в сторону подгибки этой полки. д / / (Л 0: 5
Изобретение относится к обработ ке металлов давлением, в частности к способам изготовления гнутых несимметричных профилей в валках профилегибочного стана.
Известен способ изготовления гнутых несимметричных профилей в валках проф1-шегибочного стана путем последовательной по переходам подгибки разновысоких полок, при котором в каждом переходе к обеим полкам прикладывают равные и противоположно направленные изгибающие моменты подгибкой меньшей полки по более интенсивному режиму ij .
Недостатком известного способа является винтообразное скручивание профилей из-за неполного уравновешивания изгибающих моментов, прикладываемого к полкам профиля для их подгибки и отформовки мест изгиба.
Цель способа - повы1 ение качества профилей за счет предупрежд ния их винтообразного скручивания.
Указанная цель достигается тем, что согласно способу изготовления гнутых несимметричных профилей путем последовательной по переходам подгибки разновысоких полок в валках профилегибочного стана, при котором к обеим полкам прикладывают равные и противоположно направленные изгибающие моменты, равенство изгибаю1т1,их моментов обеспечивают путем отгибки на меньшей полке технологической отбортовки в сторону подгибки этой полки.
Технологическую отбортовку формуют одновременно с подгибкой обеих полок.
Кроме того, технологическую отбортовку после формообразования профиля удаляют.
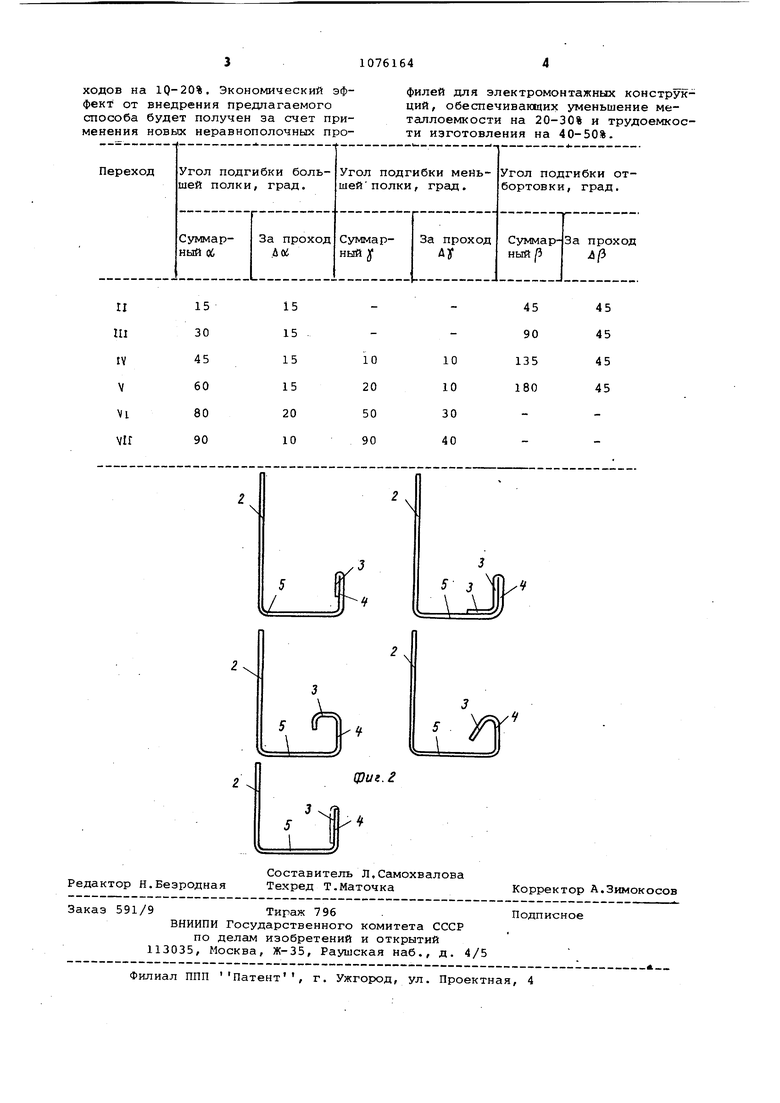
На фиг, 1 показана схема формовки неравнополочного швеллера по предлагаемому способу; на фиг,2 конфигурация профилей с технологической отбортовкой и после ее удалния .
В Г переходе заготовка 1 направляется вдоль стана. Во II -VII перехдах производят подгибку большей полки. 2, Во 1Г- V переходах одновременно .с подгибкой-большей полки 2 подгибают технологическую отбортовку 3, а начиная с IX перехода - меньшую полку 4, B1V-V переходах производят подгибку одновременно технологической отбортовки 3, а также меньшей 4 и большей 2 полок. При - этом стенку 5 профиля выдерживают параллельно осям валков в горизонQ тальной плоскости. Углы подгибки . за проход большей полки д gi по всем переходам приняты меньшими, чем для отбортовки Д |5 и меньшей полки Ajj, что позволяет уравновеj. сить момент Mg , прикладываемый для подгибки большей полки, моментом, прикладываемым к отбортовке Мот и меньшей полке М м или одновременно к отбортовке 3 и меньшей полке 4 (переходы IV и V ) .
0 Технологическая отбортовка на меньшей полке может выполняться в виде одного элемента или нескольких, подогнутых под различными углами, -в виде элемента двойной тол5 щяны, технологическая отбортовка может быть удалена, например, механическим путем после формообразования.
Так, например, при изготовлении
0 неравнополочного швеллера
7050«20-1 из стали Ст,3 на меньшей полке выполняют технологическую отбортовку шириной 15 мм.
Режим формовки элементов профилей
5 приведен в таблице.
Для получения готового профиля согласно предлагаемому способу потребовалось 7 технологических переходов. Винтообразное скручивание
Q составляет 0° 10- на 1 м длины, продольный прогиб 0,6-0,8 мм на 1 м длины, что находится в пределах требований ГОСТ 8281-69 Сталь холодногнутая. №еллеры неравнополочные. Сортамент .
Предлагаемый способ в сравнении с известным позволяет уменьшить искажение размеров готовых профилей за счет уменьшения винтообразного и 501профильного прогиба, расширить сор тамент сложных неравнополочных гнутых профилей, а также сократить количество технологических переходов на 10-20%. Экономический эффект от внедрения предлагаемого способа будет получен за счет применения новых неравнополочных профилей для электромонтажных конструкций, обеспечивающих уменьшение металлоемкости на 20-30% и трудоемкости изготовления на 40-50%.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И.С | |||
| и др | |||
| Калибрсфка валков для производства гнутых профилей прок.ата | |||
| Киев, техника, 1980, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
