о
со
:о
&0 4: Изобретение относится к обработке метаппов давлением, в частности к способам изготовления гнутых несимметречных профилей в вапках профилегибочного стана. Известен способ изготовления гнутых несимметричных профилей в валках профипегибочного стана путем поспецователь ной по перехоцам поцгибки разнове гаких попок, при котором в кажцом перехоце к обеим попкам приклапывают равные по в пичине и противоположно направленные изгибающие моменты за счет поцгибки меньшей полки по более интенсивному режиму tl . Недостатком способа является винтообразное скручивание профилей иэ-за неполного уравновешивания изгибающи;с моментов, прикладываемых к полкам про филя цпя их поцгибки и отформовки мест изгиба. Цель изобретения - повышение качества профилей за счет прецупрежц&ння их винтообразного скручивания. Поставленная цель достигается тем, что согласно способу изготовления гнутых несимметричных профилей путем последовательной по переходам поцгибки разновеликих полок в валках профипегибочного сгана.при Которм в каждом переходе к обеим полкам прикладывают рав ные и противоположно направленные изги бающие моменты, равенство изгибающих моментов, приложенных к обепм попкам, обеспечивают путем подгибки на большей попке технологической отбортовки в сторону, противоположную подгибке этой полки. На фиг. 1 приведена схема формовки неравнопопочного швеллера по предлагавмому способу; на фиг. 2 - конфигурация профилей с технологическими отбортовка- ми и после их удаления. В I переходе заготовка 1 направляется вдоль стана. Во 11-У1 переходах производят подгибку большей 2 и меньшей 3 полок относительно стенки 4 профиля. Во переходах подгибают технологическую отбортовку 5. Углы поцгибки за проход большей полки Ъс( по всем переходам приняты одинаковыми с углами подгибки меньшей полки Ъд, . Подгибка же отбортовки в сторону, противоположную подгибке большей полки, на угол Y за проход позволяет уравновесить разность моментов (М -М ). Технологическая отбортовка на большей полке может выполняться в виде одного элемента или нескольких подогнутых под различными углами, в виде элемента двойной толщины, технологическая OT6oj товка может быть удалена, например, механическим путем после формообразования профиля. Так, например, при изготовлении неравнополочного корытного профиля 50х40х х15х20х1 мм ( 4 В 0,9) из стали СтЗ на большей попке выполняют технологическую отбортовку шириной 2О мм. Режим формовки элементов неравнополочного корытного профиля приведен в та&лице.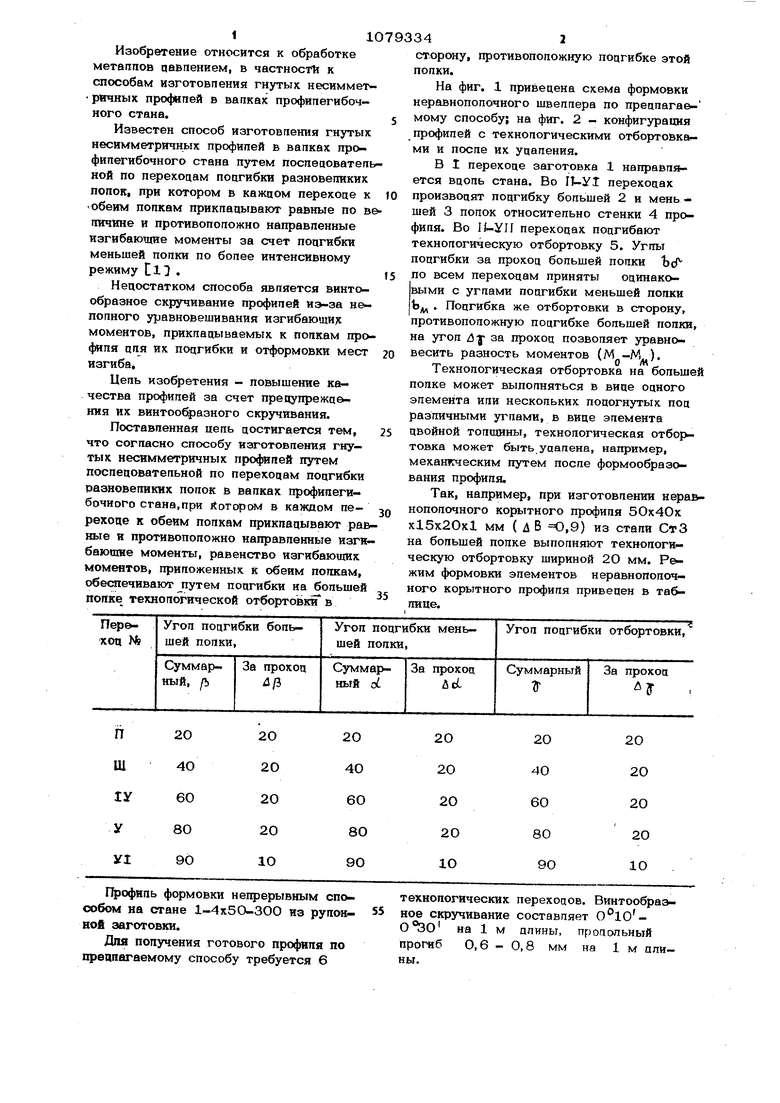
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU1005977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |


СГЮСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ путем послецовательной по пер хоцам поогибки разновеликих попок в валках профилегибочного стаиа, при котором к обеим полкам прикладывают равные и противоположно направленные изгибающие моменты, отличающийся тем, что, с целью повыш ния качества профилей за счет предутьрежцения их винтообразного скручивания, равенство изгибающих моментов обеспечивают путем поцгибки на большей полке технологической отбортовки в сторону, противоположную поцгибке этой полки.
Гфофнпь формовки непрерывным способом на стане 1-4x50-300 из рулон-55 ной заготовки. Доя получения готового профиля по прецпагаемому способу требуется 6 технологических переходов. Винтообразное скручивание составляет на 1 м длины, продольный прогиб 0,6-0,8 мм на 1 м длины.
Согласно расчетным аанным и опыт ной проверке на стане 1-4x50-300 преапагаемый способ позволяет в сравненни с известным уменьшить искажение размеров готового профвпя путем уменьшения винтообразного скручивания и продольного изгиба в процессе профилирования (винтообразное скручивание не равнополочного корытного профиля 50x40x15x20x1 мм при произвоцстве по предлагаемому способу составляло 0°ЗО на 1 м цпины, при производстве по прототипу 1 ЗОна 1 м длины; продольное искривление по предлагаемому способу - до 0,6-0,8 мм на 1 м длины, при произвоцстве по прототипу . до 1,5 мм на 1 м длины); расширить сортамент сложных неравнопо
лочных гнутых профилей за счет профилей боковин лотка, применяемых в электро монтажных взаепиях, производство которых не было освоено ранее те)&нологвческих трудностей; со1фатить простои стана за счет уменьшения времени на регулировку и настройку на 15-20% (вследствие уравновешивания прикладываемых к подгибаемым полкам моментов); сократить количество технологических переходов на 1О-20%.
Экономический эффект получен за счет Организации щ оизводства и применения новых неравнополочных гнутых профилей, аля эпекгромонтажных конструкций, обеспечивающих. уК1еньшение металлоемкости на 2О-ЗО% и трудоемкости изготовл&ния на и составляет 235ООО р.
Ж
фиг
5/
/
v
/
/
фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И | |||
| С | |||
| и цр | |||
| Калибровка вапков цля произвоцства гнутых профилей проката | |||
| Киев, Техника, 1980, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ИЙ - /J | |||
