Изобретение относится к обработ ке металлов давлением. Изготовление несимметричных гнутых профилей связано с большими затруднениями из-за несимметричной деформации металла, вызывгиосцей винтообразное скручивание, продольный прогиб и изменение основных размеров поперечного сечения по длине профилей, Для предупреждения этих дефектов применяются различные способы формовки, в которых предусматривается увеличенное количество технологических переходов, применение правки и раскручивание профилей в процессе их изготовления, нагрев загоэ овки и другие прие1ф1« Однако эти способы в ряде случаев не находят применения из-за усложне ния конструкции Ксшибров валков, увеличения количества технологических переходов, применения дополнительного оборудования для нагрева и правки профилей, Для большинства профилей не обеспечивается ааданное качество из-за винтообразного скручивания и продольного искривления Наиболее близким по технической сущности к изобретению является спо соб производства несимметричных гнутых профиле, согласно которсжу элементы профиля подгибаются на разные углы из условия равуюх. горИ зонтальных перемещений кромок, а н последних переходах поворачивают стенку оси профилирования в сторону подгибки меньшей полки tlj.- ;.. К недостаткам известного способа можно отнести получение в ряде случаев профилей невысокого качества из-за их винтообразного скру чивания и продольного искривления, Это обусловлено неполным уравновешиванием прикладываемых к заготовке моментов для подгибки полок и искривлением мест изгиба вследствие учета особенностей процесса профилирования несимметричных профилей. Винтообразное скручивание и продоль ное искривление профилей особенно в лики при производстве неравнополочных профилей с большой ст дедью не 21е-вп симметричности ,5 8,В / где в, и Bj - ширины полок) Наприме численные значения углов подгибки для изготовления неравнопроволочного швеллера 100-80-404 мм из стали СтЗ, определенные по спосо бу прототипа, приведены в табл 1 Таблица Продолжение табл. li Для изготовления готового профиля по известному способу потребовалось , 10 технологических переходов. Из таблицы видно, что в 9-м и 10-м переходах меньшая полка не подгибается; в 8-м, 9-м и 10-м переходах подгибается стенка с меньшей полкой, угол подгибки стенки уменьшается на 2 в каждом переходе благодаря изменению положения поперечного сечения профиля в валках, Винтообразное скручивание составило 1-1°ЗО на 1 м длины, что выходит за пределы требований ГСХ:Т 8281-69 Сталь холоди огн у тая. Швеллеры неравнополочные. Сортамент ( 1 м длины); продольный прогиб составил 1 1,3 мм на 1 м длины, что также выходит за пределы требований того же ГОСТа (допустимый продольный прогиб - 1 мм на 1 м длины) Цель изобретения - улучшить качество профилей путем уменьшения их винтообразного скручивания Для этого по способу изготовления несимметричных гнутых профилей, вкдпочающему многопереходную подгибку элементов профиля в валках профилегибочного стана, в каждом переходе сечению заготовки придают прс)филь, у которого моменты сопротивления изгибу частей сечейия относительно вертикальной оси, прохбдящей через центр тяжести, равны . между собой, На фиг.1 изображена разбивка поперечного сечения несимметричного ко1 атного профиля на элементы; на фиг, 2 - три перехода при изготовлении неравнополочного швеллера по предлагаемрму способу. На фиг,2 показаны задающая клеть 1, предчистовые переходы 2 и чистовые переходы 3. Для несимметричного корытного профиля уравновешивание эквивалентно удовлетворению уравнения 11 3 Цсоел+Ъ5-Хс ц Ъ 4 7(,Че-Хс Ъ2 xi(jco5fi sVn(i+12Uc-Xe7f 1( cl 4l4b% cf (.SXc (b,-bjCOSp b,, -Xc- UbvXcf И2 15Ус- Ь,1 сое V f « (х с- с 4f 1+ bstblMa(,СЛ где :i, и Вс - ширина полок; .Вд - ширина мейьшей боковой стенки,, в-- ширина стенки у Вл ширина большей боковой стенки; С- угол подгибки больг шей боковой стен- Хс абсцисса центра тяжести сечения; Хс:; - абсцисса центра тяжести -го элемента При B rB sBjaO уравнение (1) справедливо для веравнополочного уголка, при в BjsO - для неравно«/ полочного швеллера. Винтообразное скручивание и продольное искривление при производстве несимметричных профилей являются следствием неравномерности распределения аксиальных деформаций и напряжений по поперечному сечению, которые в свою очередь, зависят от формы очагов деформаций обеих полок При таком режиме профилирования, при котором моменты сопротивления относительно вертикальной оси, проходящей через центр тяжести сечения, частей сечения, находящихся по разные стор ны от этой оси, равны, создаются условия для взаимного уравновешиван аксиальных напряжений и выравнивани аксиальных деформаций. При изготовлении несимметричного профиля в валках профилегибочного стана по предлагаемому способу в каждом переходе сечению заготовки придают профиль, у которого йомент сопротивления частей сечения относи тельно вертикальной оси А-А, проходящей через центр тяжести С сечения профиля, равны между со(ой, что для несимметричного корытного профи ля эквивалентно удовлетворению ургш нению (1). Определение режима профилирования по предлагаемому способу осуществляют следукицим образом,. 1)вычерчивают эскиз проектируем го перехода; 2)разбивают поперечное сечение заготовки в проектируемся переходе на прямоугольные элементы шириной в; и толщиной Sj ; 3)выбирают произвольную систему . прямоугольных координат X, У 4)определяют координату Х, Центра тяжести поперечного сечения заготовки по формуле . 1Ъ, ЕЪ.б; 5)через центр тяжеЬтй Сопроводят вертикальную ось А-А и производят разбивку элемента, который пересекает эту ось,на два подэлемента,прийадлежащие различным частям сечения;6)из эскиза определяют расстояние (х,)„ и (х,ам)А от центра тяжести С до крайних волокон правой и левой частей сечения; 7)по формулам ,3,, определяют главные центральные моменты инерции -J -го элемента; 8)по формулам ...3.).5Дкс-Хс4 определяют моменты инерции -го элемента относительно оси А-А; 9)суммированием по элементам определяют моменты инерции Зцп иЗцд правой и левой частей сечения относительно оси А-А; 10)проверяют, выполняется ли условие ,,(х;;;« чп; чп; 2) 11)если условие (2) не выполняется, то изменяют значение угла под.гибки меньшей полки (3 (при фиксированном значении угла л подгибки большой полки) и повторяют расчет и определяют значение угла /3 по математическому методу проб При проектирований технологии изготовления неравнополочного уголка (швеллера, корытного профиля) вместо действий по пунктам 7-11 можно воспользоваться уравнением (1), к.оторое для неравнополочного уголка справедливо при ,, а для неравнополочного швеллера при Bj.O. Так, например, режим профилирования неравнополочного швеллера 100 80-40-4 мм из стали СтЗ, определенный по предложенному способу с примеиением уравнения 1 , Приведен в табл.2. Таблица 2
Продолжение табл. 2
Для получения готового профиля по предлагаемому способу потребовалось 8 технологических переходор Винтообразное скручивание готового профиля составило на 1 м длины, что находится в пре.делах требований ГОСТ 8281-69 Сталь холодногнутая. Швеллеры неравнополочнЕде, Сортамент; продольный прогиб составил 0,7 - 0,9 мм на 1 м длины, что также находится в пределах требований того же ГОСТд,
Согласно данным опытной проверки на опытно-промышленном стане lf4; 50T300 УкрНИИМета предлагаемый способ изготовления позволяет по сравнению с базовым объектом -(прототипом) уменьшить искажение размеров готового профиля путем уменьшения винтообразного скручивания и продольного прогиба в процессе профилирования (винтообразное скручивание неравнополочного швеллера 100980404 мм при изготовлении по предлагаемому способу составило - О ЗОна 1 м длины, при изготовлении по прототипу - l - на 1 м длины; продольный прогиб при изготовлении по предлагаемому способу составил 0,7 - 0,9 мм. на 1 м длины, при изготовлении по прототипу - 1-1,3 мм на 1 м длины);
расширить сортамент сложных несимметричных гнутых профилей за счет профилей, производство которых не было освоено ранее из-за технологических затрудне- , i
НИИ.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ производства несимметричных гнутых профилей | 1980 |
|
SU917399A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ, включающий многопереходную подгибку элементов профиля в валках:профилеги;бочного стана, отличающийся тем, что, с целью улучшения качества изделий путем, уменьшения их винтообразного скручивания, в каждом переходе сечению заготовки приДс1ют профиль, у которого моменты сопротивления изгибу частей сечения относительно вертикальной оси, про:ходящей через центр тяжести сечения профиля, равны между собой. (Л с о со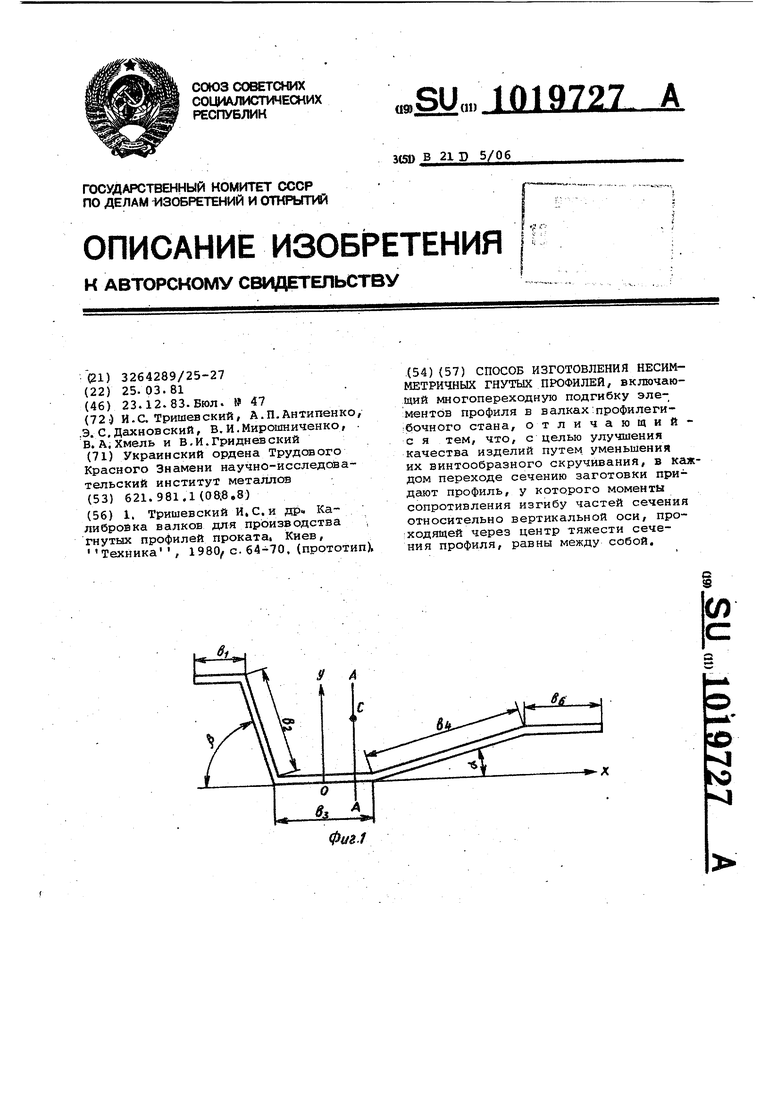
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И.С.и др« Калибровка валков для производства гнутых профилей проката, Киев, Техника, 1980 с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
