Изобретение относится к обработке металлов давлением, в частности к производству неравнополочных гнутых профилей 1фоката в валках профилегибочных станов.
И естен способ производства несимметричных гнутых профилей путем подгнбкк полок на разные углы чз условия равенства нулю скручивающего MoMeirra относительно центра тяжести, при котором на последних переходах стенку 1фофиля поворачивают вокруг оси профшичрования в сторону большей полки Cl Д
Недостатком способа является винтооб|разное скручивание профилей вследствие недостаточного учета особенностей процесса профилирования.
Цель изобретения - повышение качества 1дэофилей за счет уменынения винтоофазного скручивания.
С этой целью по способу изготовления неравнополочных гнутых профилей путем многопереходной подгибки элементов щ)0филя в валках, при котором к полкам щ икладывают усилия подгибки и уравНовешивают изгибающие моменты, возникающие при подгибке полок разной длины, уравновешивание изгибающих моментов, пршшадываемых к обеим полкам, обеспечивают путем приложения поперечного акимающего усилия к полке большей длины перпендикулярно плоскости ее торца.
На фиг, 1 показаны три перехода прк производстве неравнополочного швеллера; на фиг. 2 - схема приложения усилий к элементам профиля, где обозначены 1 - первый переход; 2 - предчистовые переходы; 3 - чистовые переходы} о1 - угол подгибки; изгибающий момент меньшей полки; Мо - изгибающий момент большей попки; Р - сжимающая сила; С - центр тяжести переходного сечения профиля.
Следствием воздействия неуравновешенного изгибающего момента на неравНополочный профиль является его Винтообразное скручивание (ирк производстве равнополочных профилей винтообразное С1фучивание отсутствует, так каклЛ о). Приложение сжимающей силы Р к болыией полке приводит к появлению дополнительного изгибающего момента отяЬснтельно центра тяжести переходного
сечения 1 офиля, действующего в направлении, противоположном направлению моментов М и ДМ. При ретенстве момента дМи момента сжимающей силы f вннтоофазное скручивание неравнополочного профиля отсутствует.
При этом углы подгибки большей и меньшей полок по п еходам принимают одинаковыми, что позволяет вьщерживать стенку профиля в горизонтальном положении, обеспечивая доступ к ней со стороны верхнего и нижнего валков, и производить качественную отформовку мест изгиба,
Количество технологических переходов при этом уменьшается за счет устранения операций раскручивания профиля. I Так, например, режим профилирования неравнополочного швеллера 100-80-40 х 4 мм из стали СтЗ, определенный по предлагаемому способу, таков: О -8 -19 -31 -45 -58 -70 -82 -90°.Для получений готового 1фофиля по предлагаемому способу потребовалось ;8 технологических переходов. Винтообразное скручивание готового профиля составило О-ЗО 0°5О на I м длины, что находится в пределах требований ГОСТ 8281-69 Сталь холодногнутая. Швеллеры неравнополочные. Сфтамент.
Согласно данным опытной проверки на опытночпромышленном стане 1-4х Х5О-ЗОО УкрНИИмета предложенный способ производства позволяет предот-вратить искажение размеров готового: профиля путем уменьшения винтообразного скручивания в процессе профилирования (винтообразное скручивание неравнопелочного швеллера 10080-40-4 мм при производстве по гфедлагаемому способу составило О°ЗО - О°50 на 1 м длины, по известному - - на 1 м длины); сократить простои стана за счет уменьшения емени на регулировку и настройку на 20-ЗО% (вследствие уменьщения количества технологических переходов); сократить количество технологических переходов на 15-20% (например, для {фоизводства неравнопол очного швеллера 10О-80-4О-4 мм по известному способу потребовалось 1О технологических переходов, а по преддагаемому способу - 8).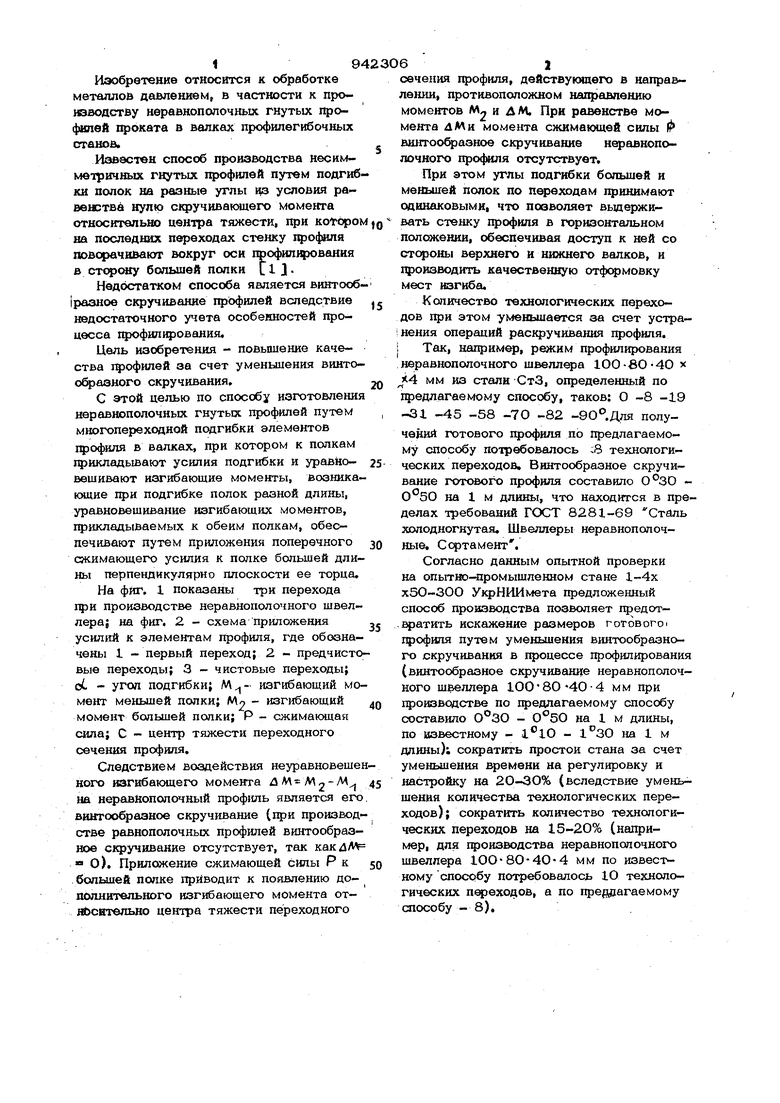
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ПРОФИЛЕЙ путем многопереходной подгибки элеме тов профиля в валках, при котором к попкам прикладывают усилия подгибки и урав. новешивают изгибающие моменты, возникающие при подгибке полок разной длины, .отличающийся тем, что, с целью повышения качества профилей путем уменьшения винтообразного скручивания, уравновешивание изгибающих моментов, прикладываемых к обеим полкам, обеспечивают путем приложения поперечного сжима- . ющего усилия к полке большей длины перпендикулярно плоскости ее торца. (Л CZ уг./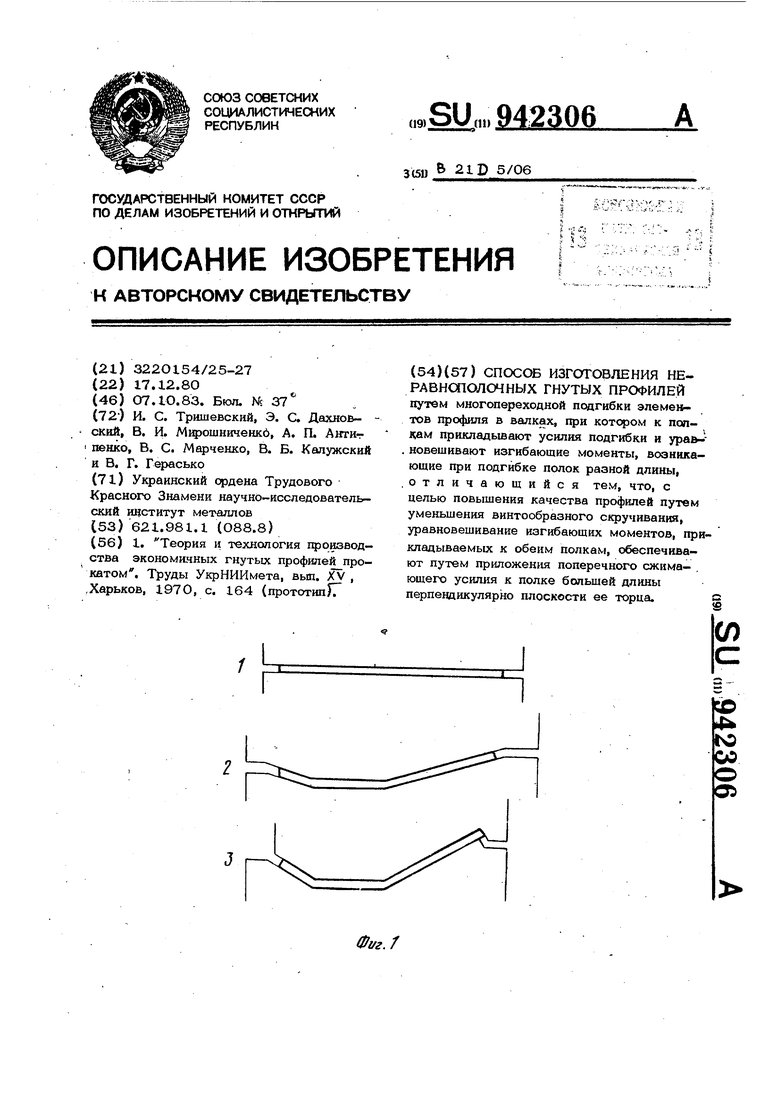
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Теория и технология щэоизводства экономияных гнутых профилей прокатом | |||
| Труды УкрНИИмета, вьш | |||
| XV, .Харьков, 197О, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
