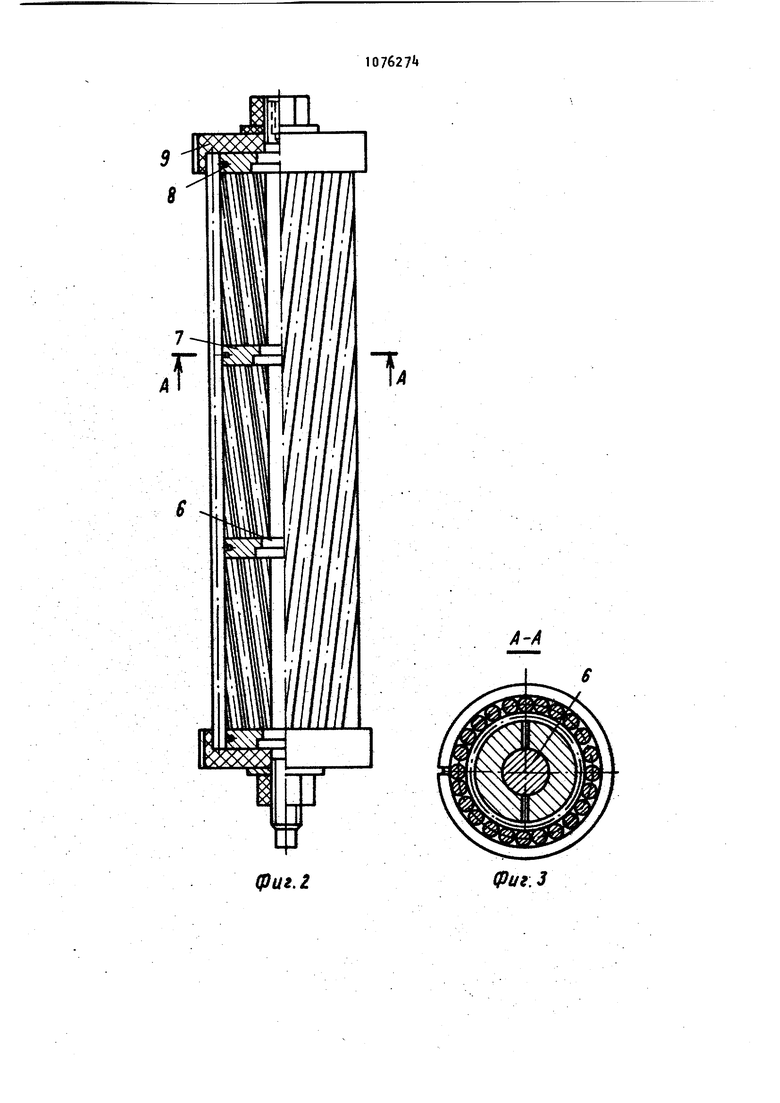
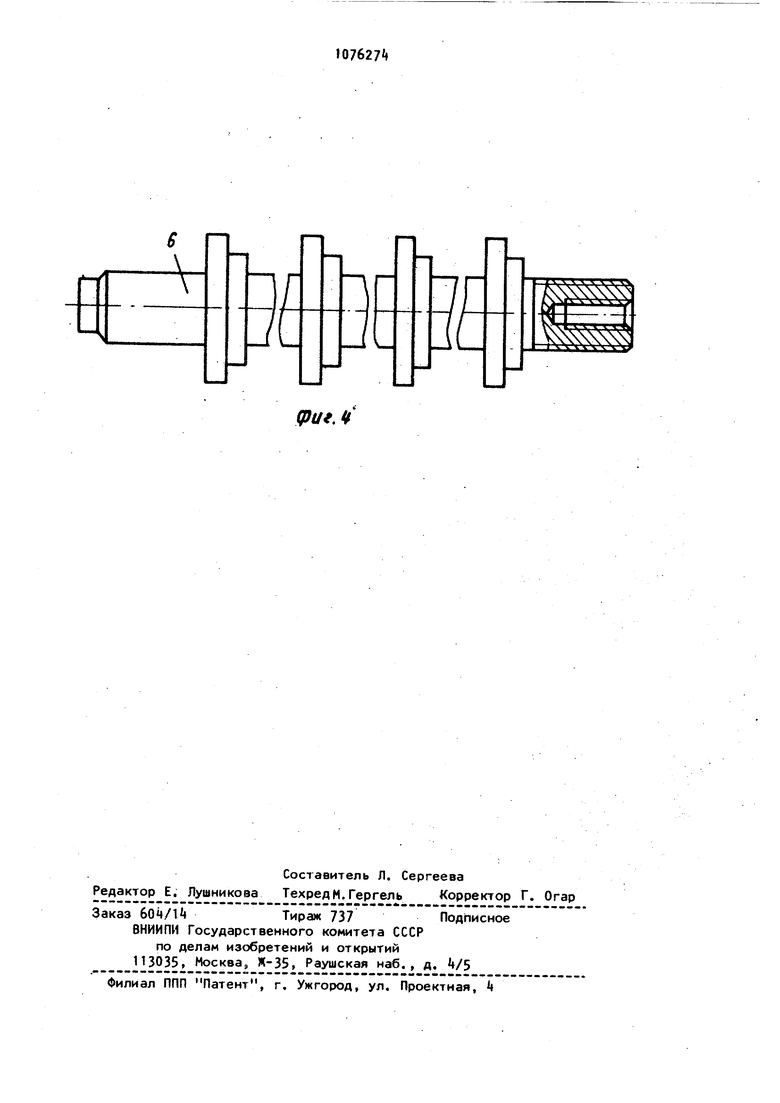
Изобретение относится к изготовл нию абразивного инструмента для свер ления отверстий в деталях из неметаллических материалов, например, стекла, керамики, природных камней и др. По основному авт, св. № известен способ изготовления абрази ного инструмента, при котором корпус инструмента изготавливают путем намотки проволоки на оправку, выполнен ную в виде пучка проволоки, затем скрепляют витки между собой и наносят на корпус абразивосодершащий слой 03° Недост ат ком способа является невозможность получения абразивного инструмента, в частности сверла со спиральными гранями,.что затрудняет вынос шлама из зоны резания, а еледовательно, снижает режущие способности инструмента. Цель изобретения - повышение режу щей способности инструмента. Поставленная цель достигается тем, что согласно способу изготовления абразивного инструмента, пучо проволоки закручивают относительно его оси. На фиг, 1 показана схема изготов ления корпуса абразивного инструмен та (трубчатого сверла) путем намотк проволоки на оправку в виде пучка нитей (стержней); на фиг, 2 - схема изготовления сверла диаметром более 10 мм; на фиг. 3 - разрез А-А на фиг, 2; на фиг. k - центральная нить пучка, выполненная в виде ступенчатого стержня для изготовления сверл диаметром более 10 мм. Способ осуществляется следующим образом. Пример. Пучок проволочных нитей 1- растягивают таким образом, что внешние нити располагают ся вокруг центральной нити 5. Затем производят закручива(те внешних нит (стержней) относительно центральной на угол ot от 2 до 5° и производят намотку корпуса абразивного инструм та на пучок с закрученными внешними нитями (стержнями) как на оправку. После намотки и закрепления витков между собой центральную нить (стержень) удаляют из пучка, освобождая остальные нити пучка и удаляют их из внутренней полости образовавшегося инструмента. Величина угла закручивания выбрана на основании экспериментов в зависимости от обрабатываемого материала, характеристики инструмента и вида СОЖ. П р и м е р 2. Для изготовления сверл .диаметром более 10 мм, в целях уменьшения веса пучка оправки, повышения технологичности сборки разборки её (фиг. 2) центральная нить пучка выполнена в виде ступенчатого стержня 6. (фиг. 3)I на котором устанавливаются разрезные коль ца 7 (фиг. ) с упругими элементами 8, наТ1ример, резиновыми кольцами или пружинами. Вокруг этих колец 7, образуодих центральный стержень (нить) пучка, симметрично располагаются стержни (нити) 1-А,...,п, в виде предварительно закрученных на уголоС от 2 до ЛЗ стержней (нитей), опирающиеся на кольца 7 центрального опорного стержня (нитиУб. Обра;зовавшийся пучок, фиксируют фланцами 9 и используют как оправку для намотки витков корпуса со спиральными гранями. После намотки и закрепления витков удаляют центральный стержень пучка, перемещая стержень 6 в осевом направлении, при этом разрезные кольца 7 выходят из сопряжения со стержнем 6, освобождая расположенные вокруг них остальные нити пучка, что позволяет легко удалить их из внутренней поверхности корпуса инструмента. При использовании трубчатых сверл ао спиральными гранями, изготовленными по предлагаемому способу, улучшается вынос шлама из изоны резания, а следовательно, повышается режущая способность инструмента, производительность резания, стойкость инструмента.
А-А
фаг. 2.
фаг. J
1
г У Л V
. . л.
л - .J
(put. fi
| название | год | авторы | номер документа |
|---|---|---|---|
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Абразивный инструмент и способ его изготовления | 1981 |
|
SU1002141A1 |
| ЭНДОДОНТИЧЕСКИЙ ФАЙЛ С НАРУЖНОЙ СПИРАЛЬНОЙ ЖИЛОЙ | 2012 |
|
RU2627474C2 |
| Сборный абразивный червячный инструмент | 1988 |
|
SU1648653A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА по авт. св. №916289, отличающийсй тем, что, с целью повышения режущей способности инструмента, пучок проволоки закручивают относительно его оси.
