Известны устройства для электро.дуговой приварки шпилек к металлическим изделиям с использованием реле времени, в которых управление включением и выключением производится кнопкой, |смонтированной на пистолете.
Недостаток таких устройств состоит в том, что в их схеме, .необходим дополнительный двух-или трехжильный кабель с кнопкой управления, что затрудняет работу сварщика, особенно при переходе на другое место.
Для устранения этого недостатка согласно настоящему изобретению, предлагается устройство, дающее возможность производить приварку щпилек без дополнительного кабеля и без управления кнопкой.
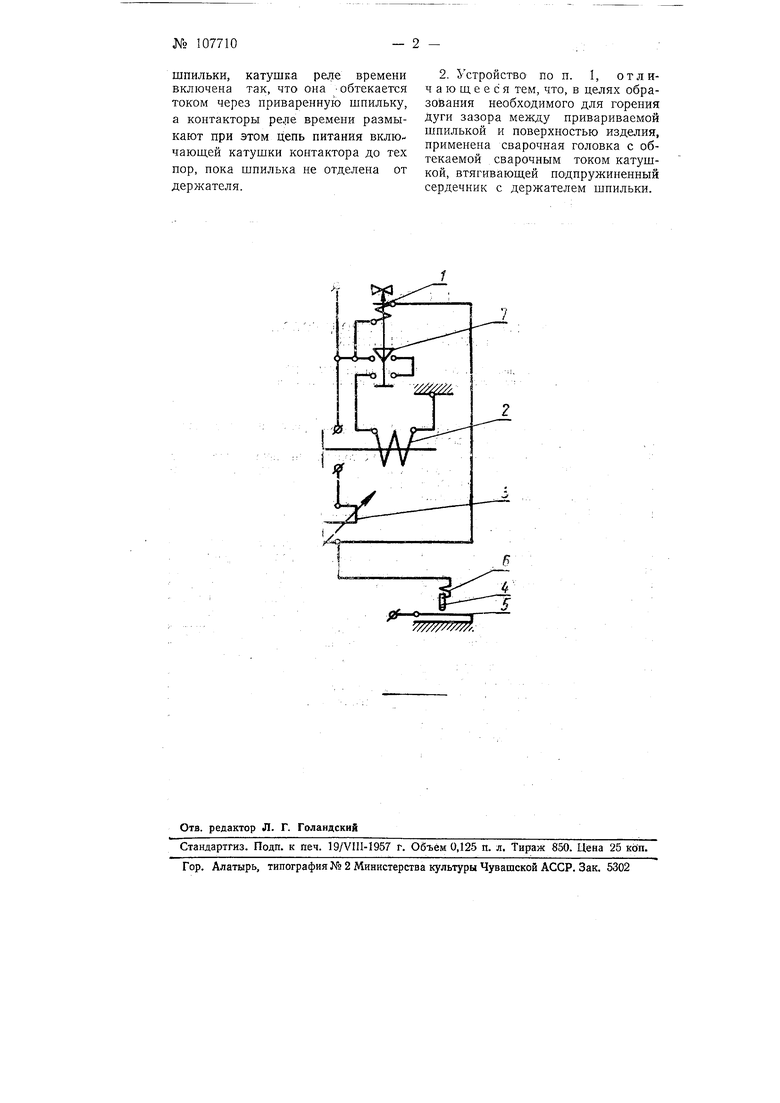
На чертеже катушка реле времени / включена с одной стороны на источник сварочного тока до контактора 2, а другой конец катущки включен на сварочный кабель после контактора и реостата 3.
Контакты этого реле и катущки контактора включены между собой последовательно.
Когда щпилька 4 не касается изделия 5 и контактор не включается,
то катушка реле не обтекается током.
Как только шпилька приведена в соприкосновение с изделием, катушка реле обтекается током, включается катущка контактора и своими контактами подключает сварочный ток.
Зажигается дуга между шпилькой и изделием, самовозбуждаемая действием электромагнита-пистолета is. В этом случае катущка реле оказывается включенной на падающее напряжение на реостате.
По истечении времени, которое задается контактором 7, реле срабатывает, контакт размыкается, происходит отключение контактора.
Исчезает сварочный ток, электромагнит 6 мгновенно вставляет щпильку 4 в расплавленную ванну-шпилька приварена к изделию.
Предмет изобретения
1. Устройство для электродуговой приварки щпилек к изделию, с использованием реле времени, отличающееся тем, .что,- в целях включения цепи сварочного тока при прикосновении привариваемой
шпильки, катушка реле времени включена так, что она обтекается током через приваренную шпильку, а контакторы реле времени размыкают при этом цепь питания включаюш,ей катушки контактора до тех пор, пока шпилька не отделена от держателя.
2. Устройство по п. I, отличаюш,ееся тем, что, в целях образо1вания необходимого для горения Дуги зазора между привариваемой шпилькой и поверхностью изделия, применена сварочная головка с обтекаемой сварочным током катушкой, втягивающей подпружиненный сердечник с держателем шпильки.