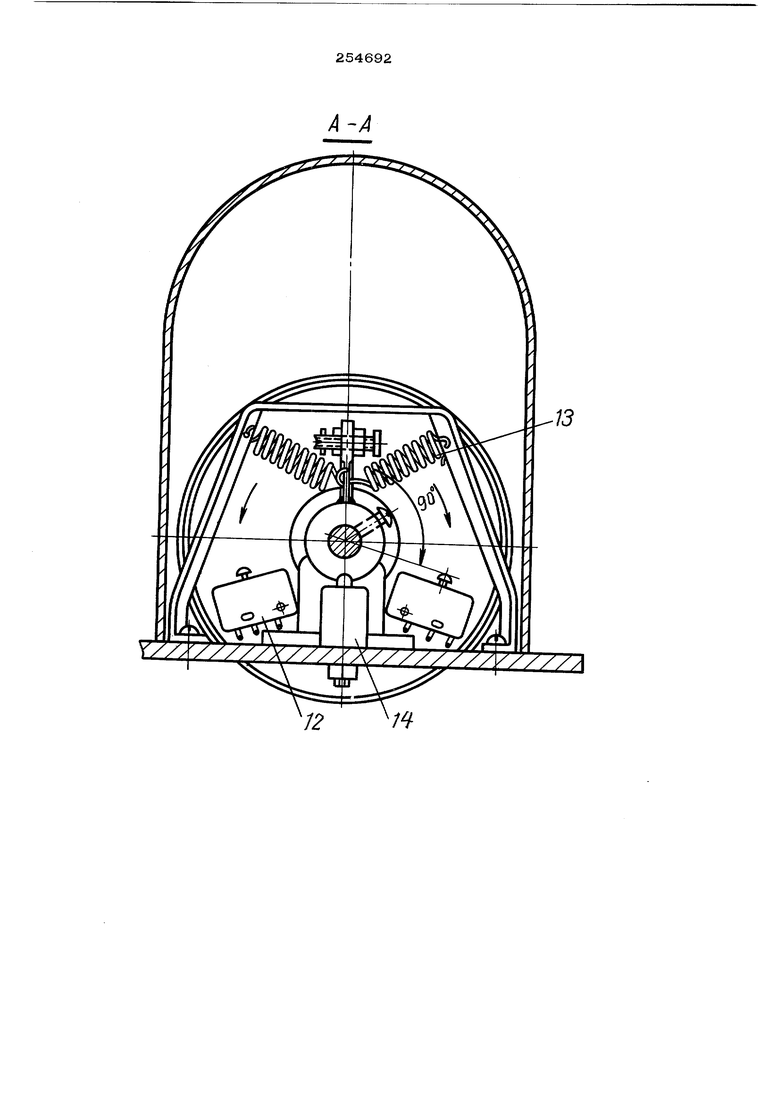
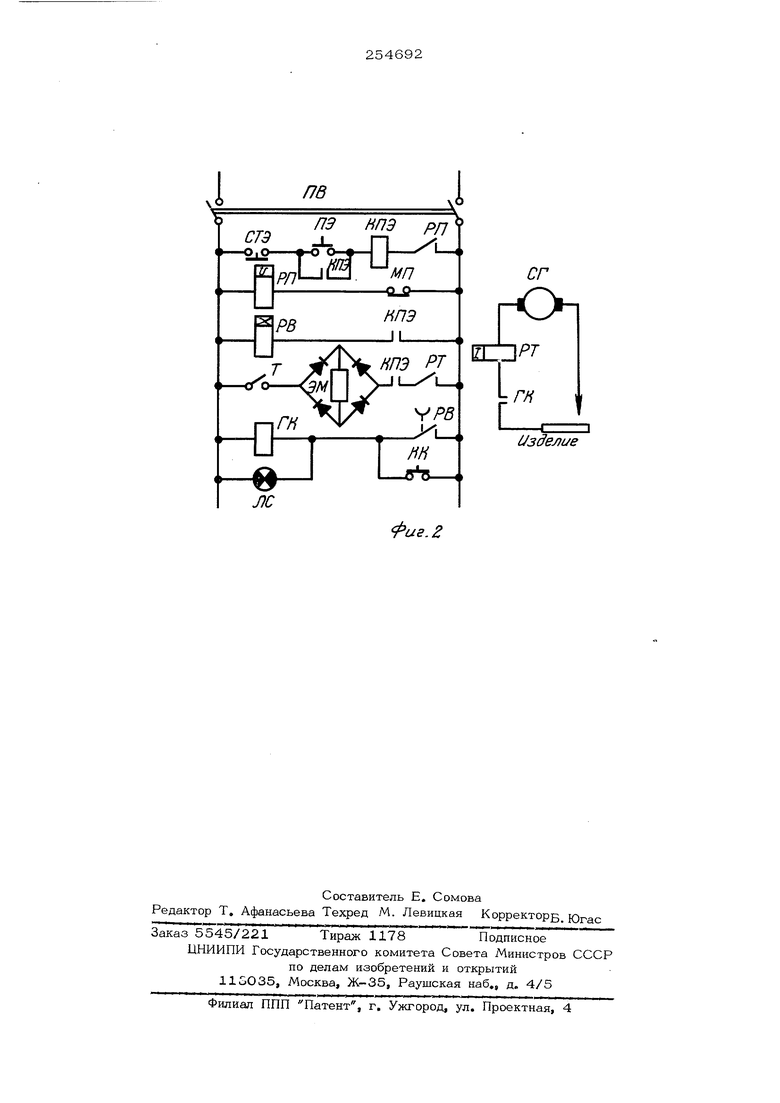
(54) УСТРОЙСТВО ДЛЯ КОЛЬЦЕВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУВ Устройство относится к области сварочного производства и может быть использовано при сварке поворотных стыков труб, приварке к ним фланцев и во всех случаях аналогичных сварочных работ. Известны устройства для кольцевой свар ки noBqpoTHbix труб, содержащие планшайбу для вращения изделий, сварочную головку и узел для фиксации угла поворота. Предлагаемое устройство отличается от известных тем, что узел для фиксации угла поворота выполнен в виде смонтированной в отдельном корпусе муфты сцепления с электромагнитным приводом, срабатывающим при зажигании дуги. Ведущий диск муф ты постоянно кинематически связан с планшайбой с передаточным отношением 1/4, а ведомый диск установлен в корпусе свободно и снабжен поводковой втулкой с рычаггом-фиксатором, на конце которого установлены котировочные винты. При этом на корпусе соосно с ведомым диском смонтирован делительный барабан с укрепленными на нем микропереключателями. Такое выполнение узпа фнксацми расширяет технологические возможности устройства для кольцевой сварки, так как позволяет без всякой перестройки осуществлять сварку по окружности в пределах от О до 360° при любой скорости сварки ц любом направлении вращения планшайбы, КрОлМе того за счет срабатывания муфты только при возбуждении дуги повышается точность ус- тройства. При вь1ключении дуги фиксатор автоматически занилмает исходное положение. На фиг, 1 изображен предлагаемый узел фиксации угла поворота; на фиг, 2 - принципиальная электрическая схема управления устройством. В отдельном корпусе 1 установлена муфта сцепления, ведущий диск 2 которой через редуктор 3 и цепную передачу постоянно кинематически связан с планшайбой с передаточным отношением 1/4, Таким образом, при повороте планшайбы на 360°, ведущий диск муфты поворачивается на 90 . Подключение ведомого диска 4 с фрикционной накладкой 5 осуществляется от электромагни- с ведомым диском жестко закреплена повод ковая втулка 8 с рычагом-фиксатором 9, н конце которого установлены юстировочные винты 10, Соосно с ведомым диском расположен д лительный барабан 11, внутри которого см тированы два микропереключателя 12, Пружинами 13 осуществляется возврат поводк вой втулки в исходное положение, где она удерживается фиксатором 14, При вращении планшайбы вращается ведущий диск муфты, цепь управления находится под напряжением и возбуждается прй межуточное реле РП, которое замыкает свой нормально открытый контакт в цепи катушки контактора КПЗ двигателя подачи алектрода. Устройство при этом находится в исходном положении. Воздействием на кнопку ПЭ катулта контактора возбуждается, и начинается подача электродной проволоки. Одновременно замыкаются нормально открытые контакты РВ реле времени в цепи главного контакто ра ГК, подключающего источник питания СВОИМИ нормально открытыми главными кон тактами. Как только возбуждается сварочная дуга, срабатывает токовое реле РТ, ко торое мгновенно замыкает свои нормально открытые контакты в цепи электромагнита ЗМ, Злектромагнит прижимает к ведущему диску ведомый, который начинает отсчет заданного угла, при достижении которого головка соответствующего юстировочного винта воздействует на микропереключатель МП, и последний разрывает цепь питания промежуточного реле РП. Нормально откры тые контакты реле РП в цепи КПЗ размыкаются, В результате этого катущка КПЗ теряет питание и нормально открытые контакты КПЗ размыкаются. При этом прекращается подача электродной проволоки, а электромагнит ЗМ, потеряв питание, занимает начальное положение, разъединив муфту сцепления, а ее поводковая втулка при помощи пружин занимает исходное положени Одновременно теряет питание катущка реле времени РВ, контакты которого размыкают ся с выдержкой времени, Глав11Ый контактор теряет питание и выключает цепь сварочного тока, (Выдержка времени необходима для обеспечения заварки кратера в конце сваро- ного шва). После этого устройство и схема готовы для следующего цикла сварки. Отключение устройства достигается при помощи тумблера Т в цепи электромагнита ЗМ, Первоначальная настройка устройства на соответствие угла поворота поводковой втулки моменту выключения микропереключателя и показанию делительного барабана осущест ВЛЯеТСЯ при помощи котировочных ВИНТОВа Устройство может действовать при лю бом направлении вращения сварочного CTona для чего в его выключающем элементе встроены два микропереключателя действующие от двух соответствующих юстировочнь1х винтов. Формула изобретения Устройство для кольцевой сварки поворотных стыков труб, содержащее плашлайбу для вращения изделий, сварочную голок ку и узел фиксации заданного угла поворота, отличающееся тем, что, с целью расщирения технологических возможностей устройства при одновременном повышении его точности, узел для фиксации угла поворота выполнен в виде смонтированной в отдельном корпусе муфты сцепления с электромагнитным приводом, срабатывающим при зажигании дуги, при этом ведущий диск муфты постоянно кинематически связан с планшайбой с передаточным отношением 1/4, а ведомый диск установлен в корпусе свободно и снабжен поводковой втулкой с рычагом-фиксатором, на конце которого установлены юстировочные винты, а на корпусе соосно с ведомым диском смонтирован делительный барабан с укрепленными на нем микропереключателями.
13
1
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для сматывания фильма в кинопроекторе | 1988 |
|
SU1597847A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ШАГАЮЩАЯ ИНВАЛИДНАЯ КОЛЯСКА | 2009 |
|
RU2404900C1 |
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |