в известных устройствах для подачи электродной проволоки сварка прекращается принудительным отведением держателя от шва и обрывом дуги.
Предложенное устройство отличается тем, что в нем параллельно дуге установлены три промежуточных реле. Первые два из них взаимно заблокированы и включены последовательно с силовым контактором, имеющим задержку на отключение при переключении с одного режима сварки на другой, а обмотка третьего реле, имеющего задержку на размыкание, включена последовательно с контактами первых двух.
Это устройство позволяет дистанционно переключать режимы сварки в двух пределах без обрыва дуги, обеспечивает сварку во всех пространственных положениях и заварку кратера без отвода держателя от места сварки, а также повышает качество сварки и упрощает конструкцию.
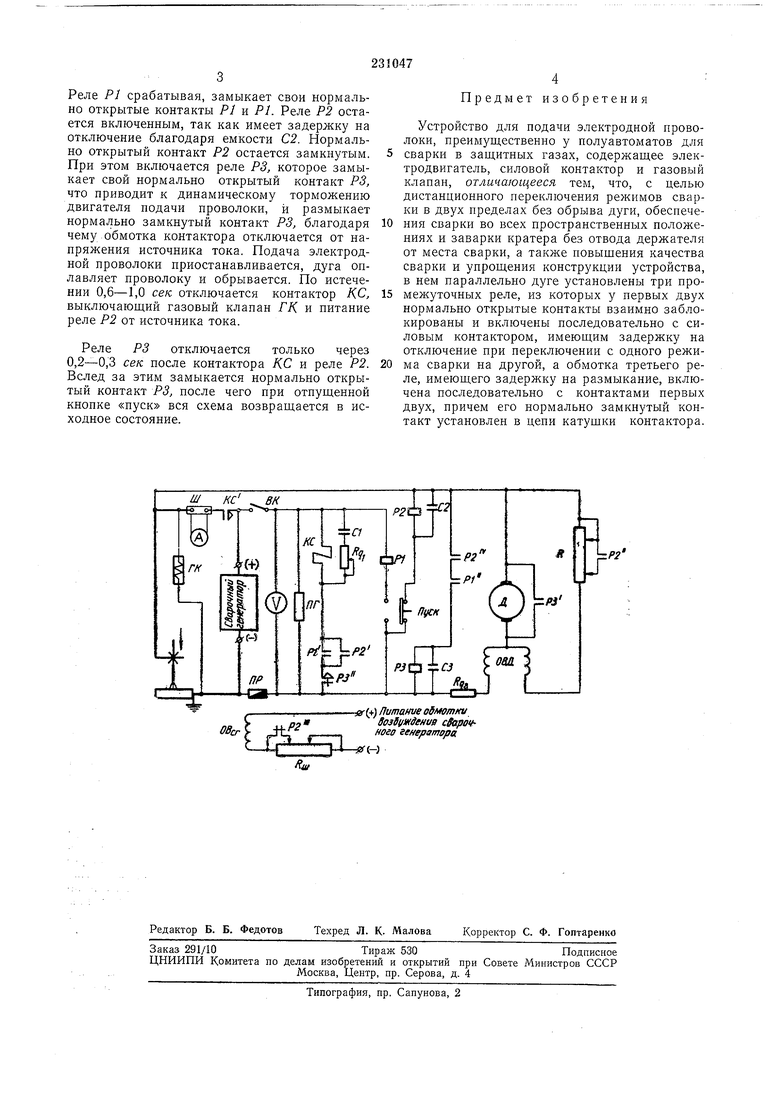
На чертеже приведена принципиальная электросхема.
Схема работает следующим образом.
При включении выключателя ВК и нажатии кнопки «пуск срабатывает реле Р1. Когда при замыкании нормально открытого контакта Р1 напряжение источника подается на обмотку силового контактора КС, имеющего форсировку включения, замыкается его нормально открытый контакт КС. При этом срабатывает газовый клапан ГК и включается двигатель подачи проволоки Д. Электродная проволока подается к изделию, зажигается 5 дуга и начинается сварка на большом режиме. При отпускании кнопки «пуск выключается реле Р1, но контактор КС не отключается, так как параллельно катущке контактора КС подключены емкость С/ и сопротивление
0 Rgi, которые обеспечивают задержку отключения контактора при переключении с реле Р1 на Р2. При отпускании кнопки «пуск и включенном контакторе включается реле Р2, замыкая свой нормально открытый контакт
5 Р2 Б цепи обмотки контактора КС, и катушка контактора вновь оказывается под напряжением.
При срабатывании реле Р2 замыкается нор0 мально открытый контакт Р2 в цепи реостата ш что обеспечивает снижение числа оборотов двигателя подачи проволоки Д, и размыкается нормально замкнутый контакт Р2 в цепи реостата R, что приводит к уменьшению 5 напряжения сварочного генератора. Таким образом происходит сварка на меньшем режиме, причем переход с большего режима на меньший происходит без обрыва дуги.
Реле PI срабатывая, замыкает свои нормально открытые контакты Р1 и PL Реле Р2 остается включенным, так как имеет задержку на отключение благодаря емкости С2. Нормально открытый контакт Р2 остается замкнутым. При этом включается реле PS, которое замыкает свой нормально открытый контакт РЗ, что приводит к динамическому торможению двигателя подачи проволоки, и размыкает нормально замкнутый контакт РЗ, благодаря чему обмотка контактора отключается от напряжения источника тока. Подача электродной проволоки приостанавливается, дуга оплавляет проволоку и обрывается. По истечении 0,6-1,0 сек отключается контактор /СС, выключаюпдий газовый клапан ГК. и питание реле Р2 от источника тока.
Реле РЗ отключается только через 0,2-0,3 сек после контактора КС и реле Р2. Вслед за этим замыкается нормально открытый контакт РЗ, после чего при отпущенной кнопке «пуск вся схема возвращается в исходное состояние.
Предмет изобретения
Устройство для подачи электродной проволоки, преимущественно у полуавтоматов для сварки в защитных газах, содержащее электродвигатель, силовой контактор и газовый клапан, отличающееся тем, что, с целью дистанционного переключения режимов сварки в двух пределах без обрыва дуги, обеспечения сварки во всех пространственных положениях и заварки кратера без отвода держателя от места сварки, а также повыщения качества сварки и упрощения конструкции устройства, в нем параллельно дуге установлены три промежуточных реле, из которых у первых двух нормально открытые контакты взаимно заблокированы и включены последовательно с силовым контактором, имеющим задержку на отключение при переключении с одного режима сварки на другой, а обмотка третьего реле, имеющего задержку на размыкание, включена последовательно с контактами первых двух, причем его нормально замкнутый контакт установлен в цепи катущки контактора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| ШЛАНГОВЫЙ ПОЛУАВТОМАТ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 1966 |
|
SU179398A1 |
| Устройство для сварки | 1988 |
|
SU1590260A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Устройство для автоматической дуговой сварки | 1960 |
|
SU132738A1 |
| Способ заварки кратера и устройство управления заваркой кратера при импульсной электродуговой сварке | 1987 |
|
SU1465216A1 |
| ПАТЕНТНО- •! л^^ | 1970 |
|
SU271684A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
Р2
Ч Г-)
е-W Питаме обмотм/ 8озд1/1Ндения сбарочноео генератора
