Обычно ДЛЯ крепления нескольких металлических элементов и сочленения их с деревянными нрименяются болты с нотайной головкой или шпильки с двухсторонней резьбой. Известный способ соединения с 1редварительной приваркой шпилек не может быть полностью применен в вагоностроительной и судостроительной промышленности вследствие того, что при этом способе приварки шпилек необходимо применягь флюсы и поэтому нельзя производить поставку шнилек через отверстия нескольких соединяемых элементов. На торцах шпильки имеют конические выступы, с тем, чтобы за счет их оплавления при сварке образовать зазор и дугу для плавления основного и привариваемого металла. Для осуш.ествления этого способа известны пневматические устройства тина «пистолет, применяемые для крепления шпильками, привариваемыми к поверхности одного из скрепляемых элементов через отверстия, просверленные в других скрепляемых элементах. Но эти устройства не имеют автоматического включения тока при доведении шпильки до места приварки и автоматического отключения тока после образования дуги.
Предлагаемое пневматическое устройство типа «пистолет для приварки шпилек обеспечивает автоматическое включение тока лрп доведении шпильки до места приварки, выключение тока после образования дуги и нодачу добавочного воздуха для осуществления мгновенного удара поршня по шпильке, с целью ее приварки.
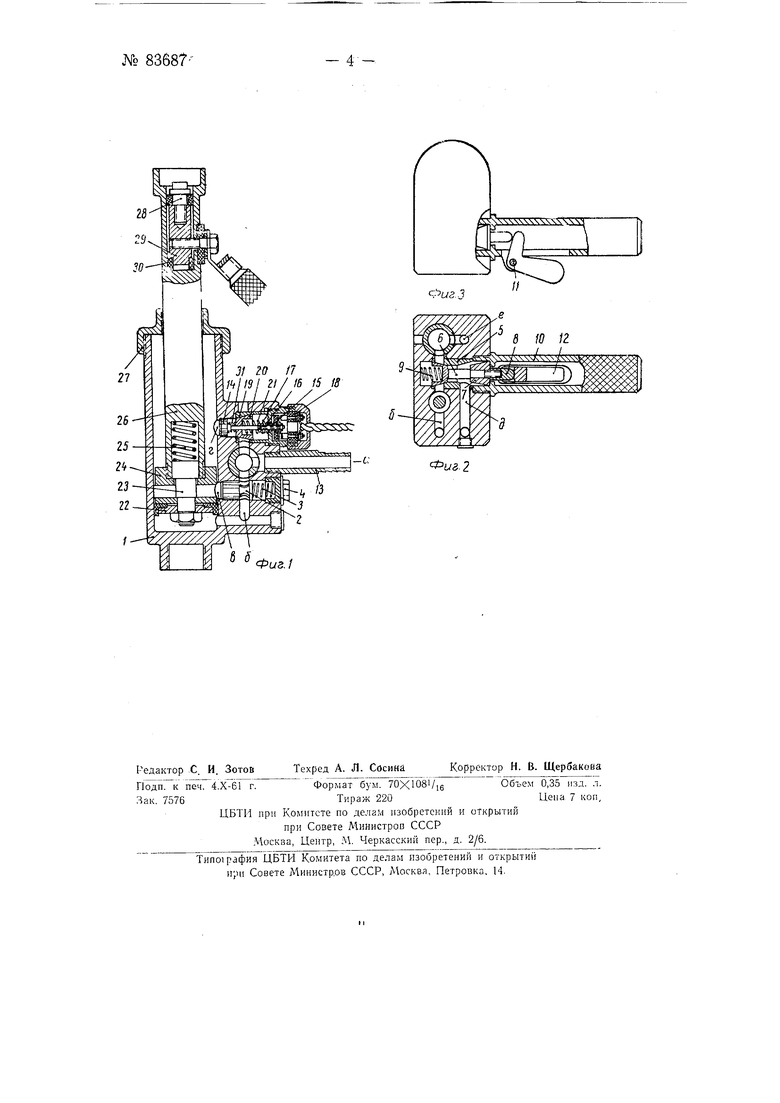
На фиг. 1 изображено предлагаемое устройство в вертикальном разрезе; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг 2.
Корпус / (фиг. 1) с одной стороны имеет коробку с отверстиями для подвода сжатого воздуха в полость цилиндра и гнездами для клапанов. В нижнем гнезде коробки расположен клапан 2 первоначального давления, .поджимаемый пружиной 3 и закрытый гайкой 4. Выше этого гнезда расположено второе гнездо, в которое вставляется седло 5с впусквдм клапаном 6, на штоке которого сидит выпускной клапан 7 (фиг. 2),. закрепленный жестко головкой 8.
№ 83687 2 в торец впускного клапана упирается пружина 9. К боковой плоу,кости коробки крепится ручка W, в,которой укреплен на оси // (фиг. 3) крючок 12, служащий для привода клапанов 2 и 7. С торцовой части коробки ввипчивается штуцер J3, на который надевается шланг, подводяШ.ИЙ сжатый воздух в клапанную коробку.
В верхней части коробки устанавливается автоматический клапан дополнительного давления и кнопка включения цепи силового контактора. Автоматический клапан состоит из поршенька 14, на штоке которого смонтирован мостик 15, поджимаемый к гайке штока пружиной 16, унираюшейся в кольцо 17. В изолнруюшсй колодочке 18 установлены клеммы, к которым подводится провод от контактора включения сварочного гока.
В среднюю часть гнезда вмонтировано седло /Я к конической поверхности которого пружиной 21 прижимается клапан 20. В цилиндрической полостн корпуса монтируется поршень 22. Поршень крепится к штоку пальцем 23 и направляющим кольцом 24. В гнезде штока помешается пружина 25, удернсиваюшая поршень на некотором расстоянии от штока 26. Полость корпуса закрывается крышкой 27. В верхней части штока имеется утолщение и гнезда двух диаметров: верхнее - для установки шпильки с гайкой, нижнее - для монтажа токоподводяшего мундштука, состояп1,его из наконечника 28, сердечника 29, которые изолируются от корпуса фибровыми прокладками 30.
До включения в работу «пистолета все подвижные детали находятся в исходном положении: поршень 22 находится в нижнем положении; пружина 25 сохраняет зазор между норшпем и штоком 26: клапан 2 первоначального давления поджат к отверстию в в цилиндрической полости пружиной 3 и оставляет отверстие б открытым; впускной клапан б поджат пружиной 9 к гнезду входного отверстия а, а выпускной клапан 7 оставляет открытым отверстие д, служащее для выпуска воздуха из полости цилиндра. Детали автоматического клапана и кнопки находятся в таком положении: поршенек 14 поджат к отверстию г пружиной 31, клапан 20 под действием пружины 21 закрывает отверстие б; мостик 15, не соприкасаясь с клеммами подводящего провода, со храняет цепь пускового контактора разорванной.
В момент Подвода шпильки к отверстиям элементов нажатием на крючок 12 передвигают впускной 6 и выпускной / клапаны, из которых - первый, сжимая пружину 9, открывает отверстие б, второй - закрывает отверстие о Попавший в седло 5 сжатый возух идет одповременно к клапану 20, который закрывает отверстие б и через открытое отверстие клапана 2 поступает в полость цилиндра, давит на нижнюю поверхность поршня 22, поднимая его вверх и проталкивая шпильку через отверстие к новерх1 ости свариваемого элемента. При движении поршня вверх открывается отверстие 8, расположенное на одной шестой высоты цилиндра, и давлением воздуха на торец закрывается отверстие б клапаном 2, прекращая поступление воздуха в цилиндр. Дальнейшее движение поршня происходит от воздействия сжатого воздуха, который, расширяясь, перемещает поршень и шпильку вверх и при упоре последней в поверхпость свариваемого элемента создает давление на шпильку. При полном подъеме поршня вверх открывается отверстие г, воздух давит на торец поршенька 14, сжимая пружину 21. Мостик 15 замыкает цепь пускового контактора, который включает сварочный ток, идущий через кабель к токоподводящему мундштуку и через сердечник 29 и наконечник 28-к саприкасающимся поверхностям шпильки свариваемого элемента. Ток в 1200-1500 а, сосредоточенный на маленькой поверхности штырька-шпильки, мгновенно расплавляет штырек, вызывая дугу Петрова между металлической поверхностью и пшилькой. Дуга производит
оплавление соприкасающихся поверхностей шпильки и металлического элемента. В момент оплавления поверхностей поршенек 14 под действием воздуха продолжает движение и своей утолщенной частью соприкасается с клапаном 20, отводит его и открывает отверстие б. В открытое отверстие поступает сжатый воздух, который давит на поршенек 14, посылает его в первоначальное положение, прерывая сварочный ток, и одновременно давит на торец клапана 20, открывая полностью отверстие г, через которое воздух поступает в полость цилиндра. Поступивший в цилиндр воздух давит на поверхность поршня, сжимает пружину и производит мгновенное давление (удар) на шпильку, спрессовывая нагретый до сварочной температуры металл свариваемых элементов.
После удара по шпильке крючок 12 отпускается и пружина 9 возвращает клапаны 6 и 7 в первоначальное положение, закрывая поступление сжатого воздуха и открывая отверстие д для выхода воздуха из полости цилиндра в атмосферу. Под силой собственного веса поршень 22 идет вниз, вытесняя воздух из полости цилиндра. Клапаны 20 и 2 пот. действием пружин 21 к 3 возвращаются в исходное положение.
Предлагаемая конструкция разработана для приварки шпилек к потолочной поверхности. При использовании устройства типа «пистолет для приварки шпилек к вертикальной и горизонтальной плоскости необходимо заменить крышку 27 треножником специальной конструкции.
Предл1ет изобретения
Пневматическое устройство для приварки шпилек, снабженное держателем щпилек, поршнем, бойком и системой клапанов для подачи воздуха в полость цилиндра и перемещения бойка (поршня) со щпилькой, отличающееся тем, что, в целях включения тока при доведении торца шпильки до места приварки, выключения гока после возникновения дуги, подачи на поршень воздуха и осуществления мгновенного удара по шпильке, применена система взаимосвязанных торшней и клапанов с тем, чтобы воздействовать на пусковой контактор для включения и выключения сварочного тока, а после выключения тока воздействовать на клапан для подачи воздуха в полость цилиндра и создания добавочного давления на поршень.
- 3 -№ 83687 Фиг.1 .2
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАГОТОВОК | 1973 |
|
SU406337A1 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1965 |
|
SU174298A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| СПОСОБ ЗАРЯДКИ РАБОЧЕЙ ЖИДКОСТЬЮ ГИДРОАККУМУЛЯТОРА СИСТЕМЫ ГИДРАВЛИЧЕСКОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО КЛАПАНА И ТОПЛИВНОЙ ФОРСУНКИ ЭНЕРГИЕЙ ГАЗОВ ИЗ ДВУХ ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2536605C1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| Пистолет для приварки шпилек | 1975 |
|
SU521091A1 |
| Сварочный пистолет | 1958 |
|
SU117942A1 |