2.Линия по п. 1, отличающаяся тем, что внутри ротора моечной камеры для эжекцйонной очистки выполнена ванна для подачи суспензии посредством форсунок к радиальным выемкам,
3,Моечная камера, содержащая механизм загрузки-выгрузки деталей с промываемыми внутренними полостями, ротор с выемками по периферии для размещения деталей и радиальными каналами для подвода рабочего агента к полостям деталей, жестко закрепленный на полом валу, полость которого сообщается с радиальными каналами и с емкостью для рабочего агента, распределитель рабочего агента в соответствующие каналы, установленный в полом валу, и копир, охватывающий ротор по окружно зти в зоне обработки для поддержания деталей, отличающаяся тем, что, с целью улучшения качества промывки, каждый канал на выходе к основанию выемки снабжен форсункой для размещения в полости детали, а копир установлен под ротором и выполнен так, что расстояние от ех-о рабочей поверхности до основания выемок переменно.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная установка для очистки изделий | 1990 |
|
SU1780873A1 |
| Установка для очистки изделий | 1989 |
|
SU1622033A1 |
| Роторная установка для очистки изделий | 1984 |
|
SU1299632A1 |
| МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОЙ МОЙКИ КОРПУСОВ БУКС | 2003 |
|
RU2260481C2 |
| ПОЛУАВТОМАТИЧЕСКИЙ КОМПЛЕКС ДЛЯ МОЙКИ СТЕКЛЯННЫХ БУТЫЛОК | 2009 |
|
RU2406687C1 |
| УСТАНОВКА ДЛЯ МОЙКИ ИЗДЕЛИЙ | 2010 |
|
RU2435654C1 |
| Моечная головка | 1984 |
|
SU1232304A1 |
| Установка для очистки полых изделий | 1979 |
|
SU956069A1 |
| Установка для мойки и обезжиривания изделий | 1986 |
|
SU1416216A1 |
| Установка для промывки поверхностей преимущественно глухих полостей изделий | 1988 |
|
SU1639792A1 |
1. Автоматическая линия для очистки внутренних полостей корпусных деталей, содеЕикащая механизм за,грузки-выгрузки деталей, моечную ка|меру для горячей мойки и камеру сушки со средством для фиксации деталей при этом моечная камера для горячей ;мрйки снабжена ротором с радиальными выемками для размещения деталей и средством подачи моющ жидкости, отличающаяся тем, что, с целью улучшения качества очистки 1 повышения производительности, средртво для фиксации деталей камеры ушJCK .выполнено в ротора.с радиальными выемками для р азмвцения деталей, а линия дополнительно содержит моечную камеру для эжекционной очистки и моечную камеру для холодной про№лвки, которые также снабжены роторами с радиальными выемками для размещения деталей, при этом оси всех роторов параллельны, расположены в одной плоскости, роторы имеют общий привод вращения, а .механизм загрузки-выгрузки деталей выполнен в ви(Л С де рычагов, установленных в каждой камере с возможностью поворота в плоскости, перпендикулярной осям ротора, и связанных между собой тягой, имеющей привод для ее качательного | движения. .. , з: :л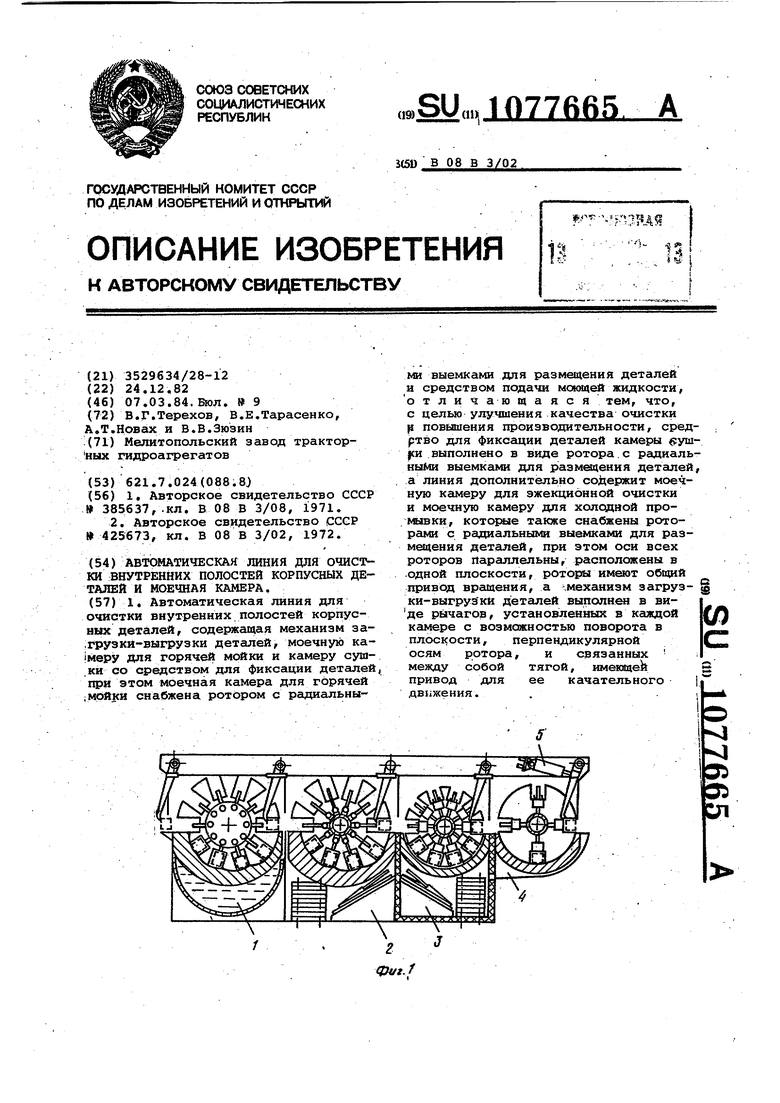
}1зо6ретение относится к области машиностроения и может быть использс5вано в металлорежущем производстве для очистки внутренних полостей и труднодоступных каналов корпусных деталей от литейных пригаров и стружки после механической обработки.
Наиболее близкой по технической сущности к изобретению является машина для мойки поршней, представляющая собой .автоматическую линию для очистки внутренних полостей корпусных деталей и содержащая механизм загрузки-выгрузки деталей, моеч.ную камеру для горячей мойки и камеру сушки со средством для фиксации деталей, при этом моечная камера для горячей мойки снабжена ротором с радиальными выемками для размещения деталей и средством подачи моющей жидкости 1.
Линия включает только два цикла очистки и не обеспечивает качественной очистки деталей, загрязненных литейными пригарами и стружкой, оставшейся во внутренних полостях после механической обработки. Кроме того, линия имеет недостаточную производительность,
Цель изобретения - улучшение качества очистки и повышение производительности,
I .......
Поставленная цель достигается тем что вавтоматической линии для очистки внутренних полостей корпусных деталей, содержащей механизм загрузкивыгрузки, деталей, моечную камеру для горячей мойки и камеру сушки со средством для фиксации деталей, при этом моечная камера для дгорячей мойки снабжена ротором с радиальными выемками для размещения деталей и средствомподачи моющей жидкости, средство для фиксации деталейкамеры csnIIKи выполнено в виде ротора с радиальными выемками для размещения деталей, а линия дополнительно содержит моечную камеру для эжекционной очистки и моечную камеру для холодной промывки, которые также снабжены роторами с радиальными выемками для размещения деталей, при этом оси роторов параллельны, расположены в одной плоскости, роторы и.меют общий привод вращения, а механизм загрузки-выгрузки деталей выполнен в виде рычагов, установленных в каждой камере с возможностью поворота в плоскости, перпендикулярной осям ротора, и связанных между собой тягой, имеющей привод для ее качательного движения. .
Кроме того, внутри ротора моечной камеры для эжекционной очистки выполнена ванна для подачи суспензии посредством форсунок к радиальным выемкам.
Наиболее близкой по технической сущности к предложенной является камера для промывки масляных каналов коленчатых валов двигателей, содержащая механизм загрузки-выгрузки деталей с промываемыми внутренними полостями, ротор с выемками по периферии для размацения деталей и радиальными каналами для подвода рабочего ген та к полостям деталей, жестко закрепленный на полом валу, полость которого сообщается с радиальными каналами и с емкостью для рабочего агента, распределитель рабочего агента в соответствующие кансшы, установленный в полом валу и .копир, охватывающий ротор по окружности в зоне обработки для поддержания деталей 2.
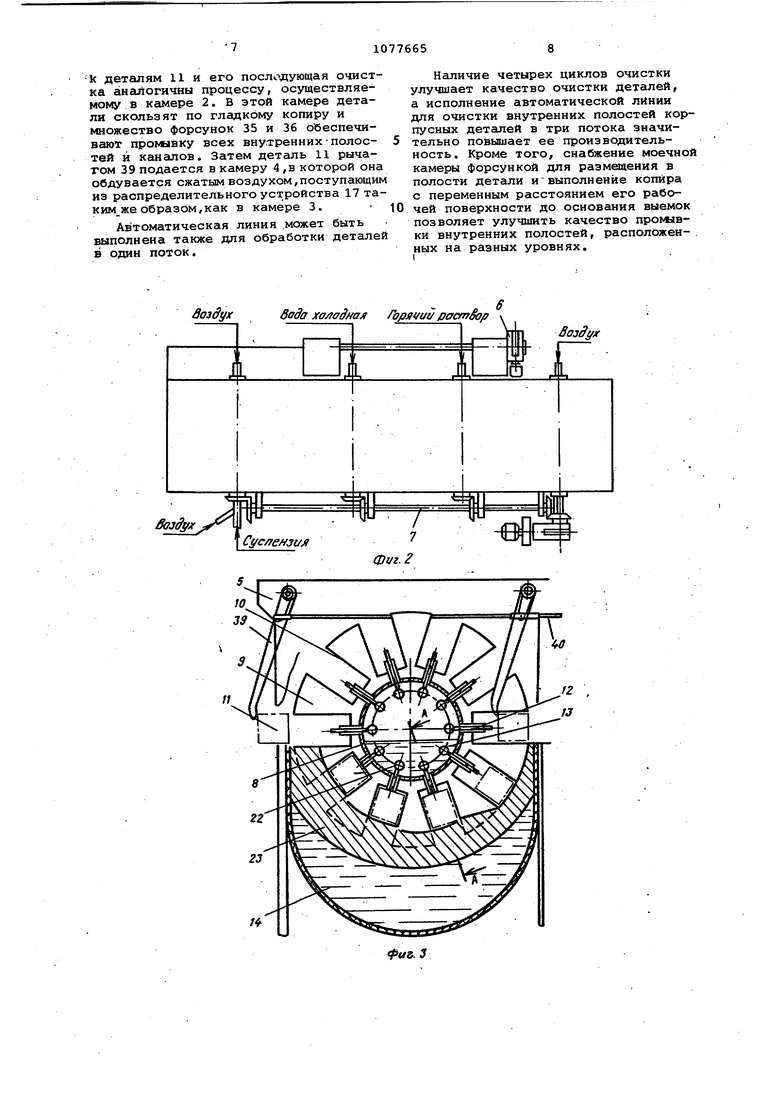
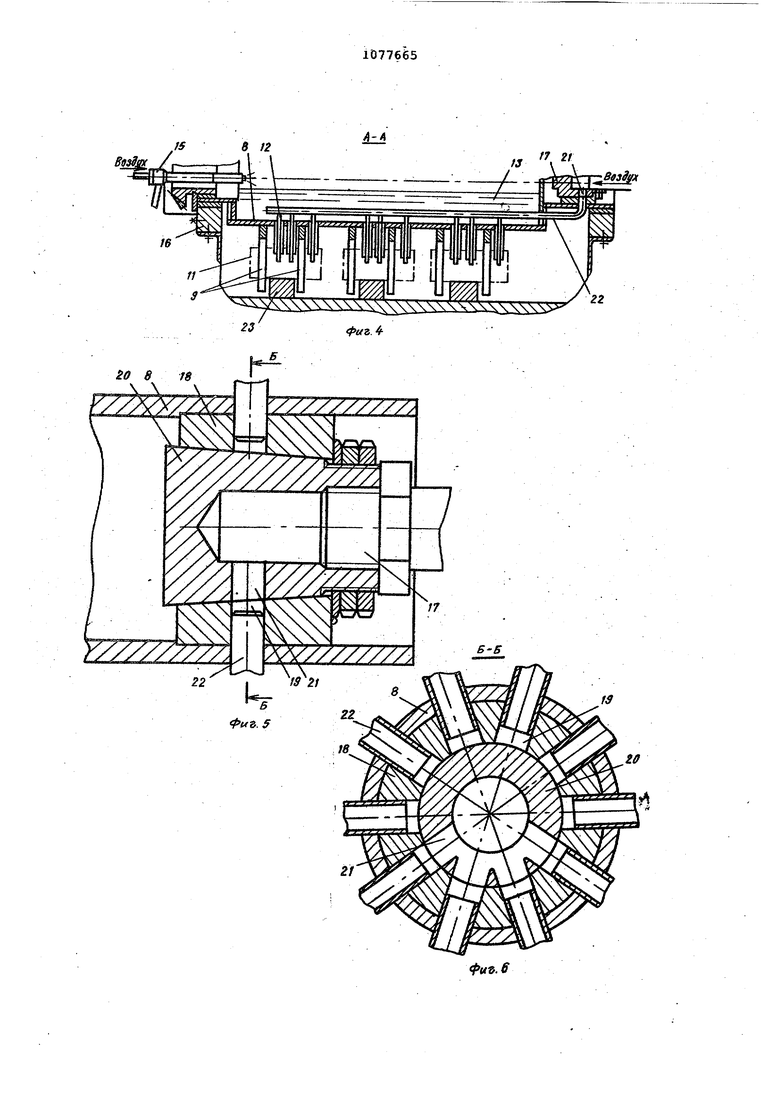
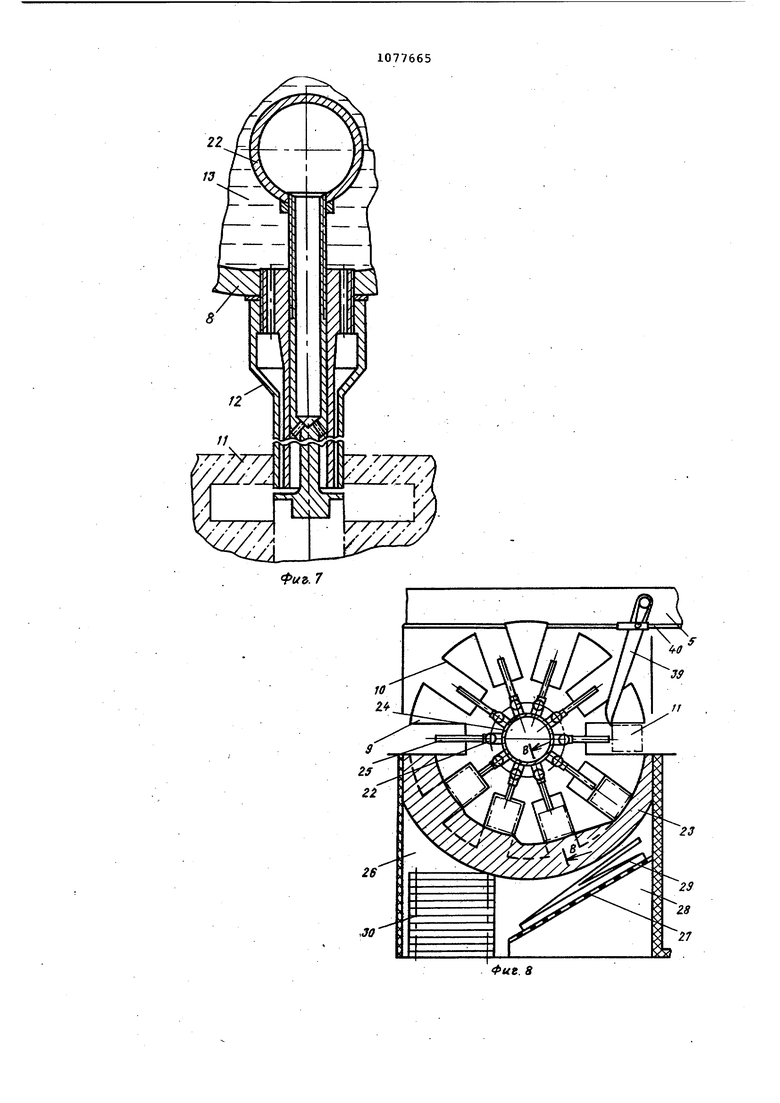
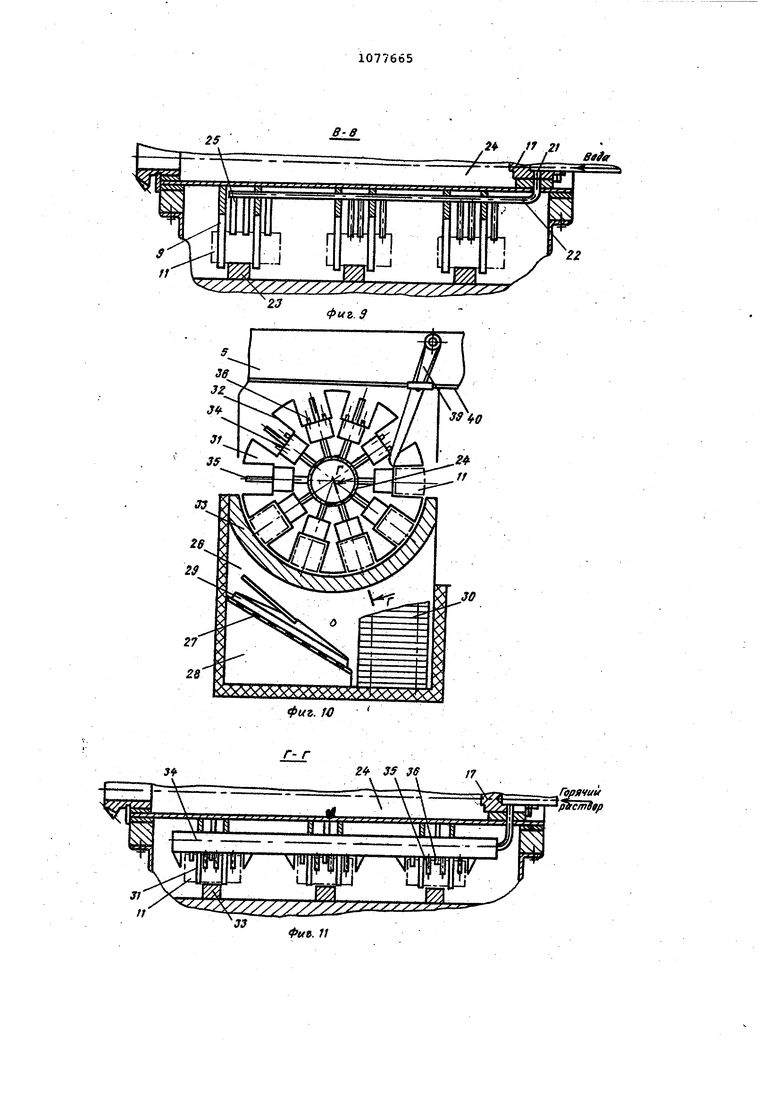
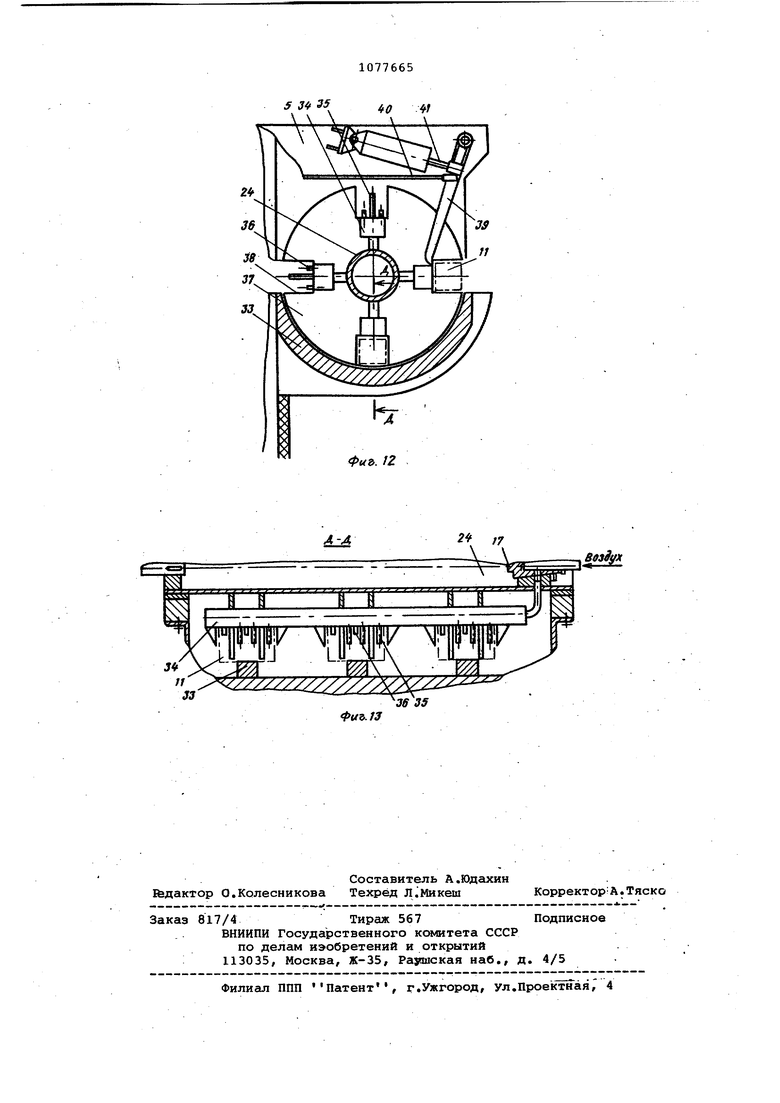
Эта камера не обеспечивает качественной промывки внутренних полостей де-йалей. Цель изобретения - улучшение качества промывки. Поставленная цель достигается тем что моечная камера, содержащая механизм загрузки-выгрузки деталей с про мываекыми внутренними полостями, ротор с выемками по периферии для размещения деталей и радиальными канала ми для подвода рабочего агента к полостям деталей, жестко закрепленный на полом валу, полость которого сообщается с радиальными каналами и с емкостью для рабочего агента, распределитель рабочего агента в соответствукяцие каналы, установленный в полом валу, и копир, охватывакяций р тор по окружности в зоне обработки для поддержания деталей, каждый канал на выходе к основанию выемки снабжен форсункой для размещения, в полости детали, а копир установлен под ротором и выполнен так, что расстояние от его рабочей поверхности до основания выемок переменно. На фиг.1 изображена автоматическая линия, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - мОеч ная камера для эжекционной очистки; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - распределительное устрой ство, разрез; на фиг. 6 - разрез ;Б-Б на фиг. 5; на фиг. 7 - форсунка на фиг. 8 - камера холодной промывки; на фиг. 9 - разрез В-В на-фиг.8 на фиг. 10 - камера горячей мойки; на фиг. 11 - разрез Г-Г на фиг.10; на фиг. 12 - камера сушки; на фиг.1 разрез Д-Д на фиг.32. Автоматическая линия для очистки внутренних полостейГ корпусных деталей предназначена для обработки деталей в три потока.. Линия имеет четыре последовательно расположенных проходных камеры - эжекционной очис ки 1, холодной промывки 2, горячей мой-ки 3 и сушки 4, механизм подачи 5, насосную станцию 6, привод с элек родвигателем 7 (см. фиг. 1 и 2). Камера эжекционной очистки 1, или камера абразивной мойки, (см. фиг. 3 и 4) содержит ротор 8, выполненный в виде трубы, на которой неподвижно закреплены три пары дисков 9. Каждый диск 9 имеет по пе риметру по десять пазов 10, а в паре диски образуют рамку для ориента ции и перемещения обрабатываемых де талей 11. На роторе 8 rpynnaNte по три в каж дом ряду закреплены эжекционные Фор сунки 12, сообщающиеся с внутренней частью ротора 8, при этом ось ряда форсунок 12 совпадает с осями пазов 10. Количество форсунок в ряду (три) определено числом каналов в детали 11. Внутри ротора 8 размещена ванна 13 с суспензией. Под ротором имеет ся ванна 14 для приготовления суспензии, армированная резиной для защиты от воздействия абразивных частиц суспензии, состоящей из смеси порошка электрокорунда и воды. Из ванны 14 в ванну 13 суспензия перегоняется форсункой 15 эжекционного типа, закрепленной на опоре 16 ротора 8. Носителем суспензии при этом является сжатый воздух. С другой стороны в роторе 8 размещено распределительное устройство 17 (см. фиг. 5 и 6), состоящее из корпуса 18, снабженного десятью равнорасположенными радиальными каналанет 19, и пробки 20, имеющей четыре канала 21, размещенных в одном сек-, торе. В каналах 19 J acпpeдeлитeльнoго устройства 17 закреплены трубы 22, проходящие также и через ротор 8, по которым сжатый,воздух подается к форсункам 12. Под действием сжатого воздуха создается разрежение в форсунке 12, благодаря чему суспензия из ванны 13 подается под давлением во внутреннюю полость обрабатываемой детали 11 (см. фиг. 7) Под ротором 8 установлены три неподвижных копира 23, удерживакящйс детали 11 от выпадания из пазов 10|диска 9. Копир 23 выполнен ступенчатым, в результате чего при каждом проворачивании ротора 8 деталь 11 под действием собственного веса постепенно сползает по копиру 23 с форсунок 12, меняя свое положение по высоте, чем и обеспечивается абразивная очистка каналов и полостей детали 11, расположенных в ней на различных уровнях. Камера холодной промывки 2 (см, фиг. 8 и 9) так же как и эжекционная камера 1 содержит аналогичный ротор 24 с тремя парами таких же дисков 9, снабженных пазами 10, и распределительным устройством 17. Под ротором размещен неподвижный ступенчатый лсопир 23. Вокруг ротора 24 на трубах 22.закреплены группы форсунок 25, расположенных соосно па.. Форсунки 25 известной конструкции предназначены для вымывания абразива из полостей детали II водой, поступающей в трубу 22 через распределительное устройство 17 от насосной станции 6. Под ротором 8 имеется ванна 26 для сбора отработанной вод;ы. В ванне 26 имеется наклонный желоб 27 в виде фильтрующей сетки, по которому отработанная вода поступает в отсек,отстойник 28. На плоскости желоба 7 имеются резиновые щетки 29 с приводом для очистки от выпадаюащх в осадок абразива или стружки, которые остались в полостях детали 11 после эжекционной очистки. Ванна 26 снабжена также механизмом очистки осадка 30 типа драги, выполненного в виде замкнутой цепи со скребками, имеющего привод от электродвигателя. Камера горячей мойки 3 (см.фиг,1 и 11) аналогично камере 2 содержит ротор 24, на котором закреплены.три пары дисков 1, снабженных пазами 32, и распределительное устройство 17. Под ротором 24 размещен неподвижный гладкий копир 33, по которому скользят детали 11. Вокруг ротора 24 на квадратных трубах 34 закре лены группами оросительные форсунки 35, расположенные соосно пазам 32. Рядом с форсунками 35 размещены малые форсунки 36, совпадающие с небольшими отверстиями и сверлениями детали 11. Форсунки 35 и 36 - это своеобраз ные душирующие устройства для промы вания горячим раствором внутренних полостей и каналов детали 11 от оставшихся 5 них эмульсии и СОЖ. Они создают направленное орошение всех отверстий и каналов по всем плоскос тям. Под ротором 8 имеется такая же, как и в камере 2, ванна 26 для сбора отработанного раствора. В ван не 26 имеются наклонный желоб 27 со щетками 29, расположенные над от- . стойником 28. Камера сушки 4 (см. фиг. 12 и 13 аналогична.камере3 и имеет такие же ротор 24 с распределительным уст ройством 17 и трубы 34 с форсунками 35 и 36. На роторе неподвижно закре лены три пары дисков 37, имеющих по 4 паза 38. Диски 37 закреплены симметрично и в паре образуют рамку дл перемещения деталей по копиру 33 во время сушки. Слсатый воздух подается к форсункам 35 и 36 по трубе 34 через распределительное устройство 17 от компрессора. При этом кран имеет только один канал 21, по которому воздух поступает к форсункам. Роторы 8 и 24 всех четырех камер общий привод 7. Привод обеспечивает синхронное проворачивание .роторов, перемещающих детали::в каме ре 1, 2 и 3 на 36 а в камере 4 на 90 Прсэворачивание роторов 8 и 24 чередуется с остановками, а фикс ция остановок обеспечивается тормозом. . Механизм подачи 5 толкающего типа выполнен в виде пяти рычагов 39, за крепленных шарнирно в каждой камере 1 - 4 и связанных между собой тягами 40 с приводом от пневмоцилиндра 41. Рычаги 39 предназначены для загрузки и перегрузки деталей 11 в па,зы 10 и 32 дисков 9 и 31 и их выгрузки из камер. Включается механизм подачи 5 автоматически в момент оста новки роторов 8 и 24. В процессе работы автоматической линии технологический процесс очист- . ки деталей совмещается с их транспортировкой . После включения привода 7 и механизма подачи 5 деталь 11 рычагом 39 подается в камеру 1, в пазы 10 дисков 9 и насаживается на форсунки 12. Затем приводятся во вращение роторы 8 и 24, одновременно включается система подачи абразивной суспензии к форсунке 15 ц воздуха к распределительному устройству 17. Из распределительного устройства 17 воздух поступает только к тем форсункам 12, которые соединены с каналами 21 пробки 20 и находится в этот момент внизу. Абразивная суспензия из ванны 13 под-воздействием вакуума,создаваемо-. го вырывающейся струей сжатого возду-; .ха из каналов 21,засасывается в форсунки 12 и воздействует на внутренние поверхности деталей 11 в процессе их движения.При зтом начальная скорость мокрого абразива увеличцвается за счет использования падающего потока благодаря расположению ванны 13 с суспензией над обрабатываемой деталью 11 .Отработанная суспензия-:.попадает в ванну 14, откуда вновь подается форсункой 15 в ванну 13. Ротор 8, провернувшись на 36° останавливается. В этот момент к загрузочному рычагу 39 подходят следующие пазы 10 дисков 9. Включается механизм подачи .5 и следующая деталь 11 поступает в зону обработки. Насаженная на форсунки 12 деталь 11 во время движения ротора скользит вниз по копиру 23 по его ступенчатой поверхности и сползает с форсунок 12, чем достигается обработка полостей, расположенных на разных уровнях по высоте. После обработки деталь перегружается рычагом 39 в камеру 2 для промывки холодной водой. Движение детали 11 в камере холодной промывки 2 осуществляется аналогично камере 1.. Ротор 24 приводится в движение одновременно с ротором 8, при этом в форсунки 25 через распределительное устройство 17 подается под давлением холодная вода. Во время скольжения деталей 11 по копиру 23 водой вымываются остатки абразива, стружки литейных пригаров из полостей деталей 11. Отработанная вода попадает в отсек-отстойник 28 камеры 2, а осадок счищается щетками 29 с желоба 27 на механизм очистки 30 и уносится скребками в бункер. Отработанная вода из отстойника 28 через систему очистки вновь подает- ся к фсзрсункам 25. Промытая деталь 11 из камеры 2 рычагом 39 подается в камеру 3, в которой промывается горячим растврром. ТехЬроцесс подачи горячего раствора
k деталям 11 и его последующая очистка анёшогичны процессу, осуществляемому в камере 2. В этой камере детали скользят по гладкому копиру и множество форсунок 35 и 36 обеспечивают проуывку всех внутреннихполостей и каналов. Затем деталь 11 рычатом 39 подается в камеру 4,в которой она обдувается сжатьом воз духом, поступающим из распределительного устройства 17 таким же образом,как в камере 3.
Автоматическая линия может быть выполнена также для обработки деталей в один поток.
воздух
вода хо/}аднал Гордуиа paanSop
Sojffyjt
/«
Наличие четырех циклов очистки улучшает качество очистки деталей, а исполнение автоматической линии для очистки внутренних полостей корпусных деталей в три потока значительно повышает ее производительность. Кроме того, снабжение моечной камеры форсункой для размещения в полости детали ивыполнение копира с переменным расстоянием его рабо0чей поверхности до основания выемок позволяет улучшить качество пpo «вки внутренних полостей, расположенных на разных уровнях. IS
/
23 го 8
фагЛ
. ff 6 12 : V 4 4 ,Vv f8
Фиг. 8 фиг. W Фиг. fl / г 3S 36 Х-ЛД. /Л 17
5 J« 35
Л Фиъ.13
л
39
tt 3S 35
| I, Авторское свидетельство СССР 385.637,-кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВКИ МАСЛЯНЫХ КАНАЛОВ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ | 1972 |
|
SU425673A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
