(54) ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки | 1975 |
|
SU527271A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| Устройство для высокочастотной сварки | 1980 |
|
SU870036A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ разбраковки магнитопроводов свариваемых труб | 1980 |
|
SU935842A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
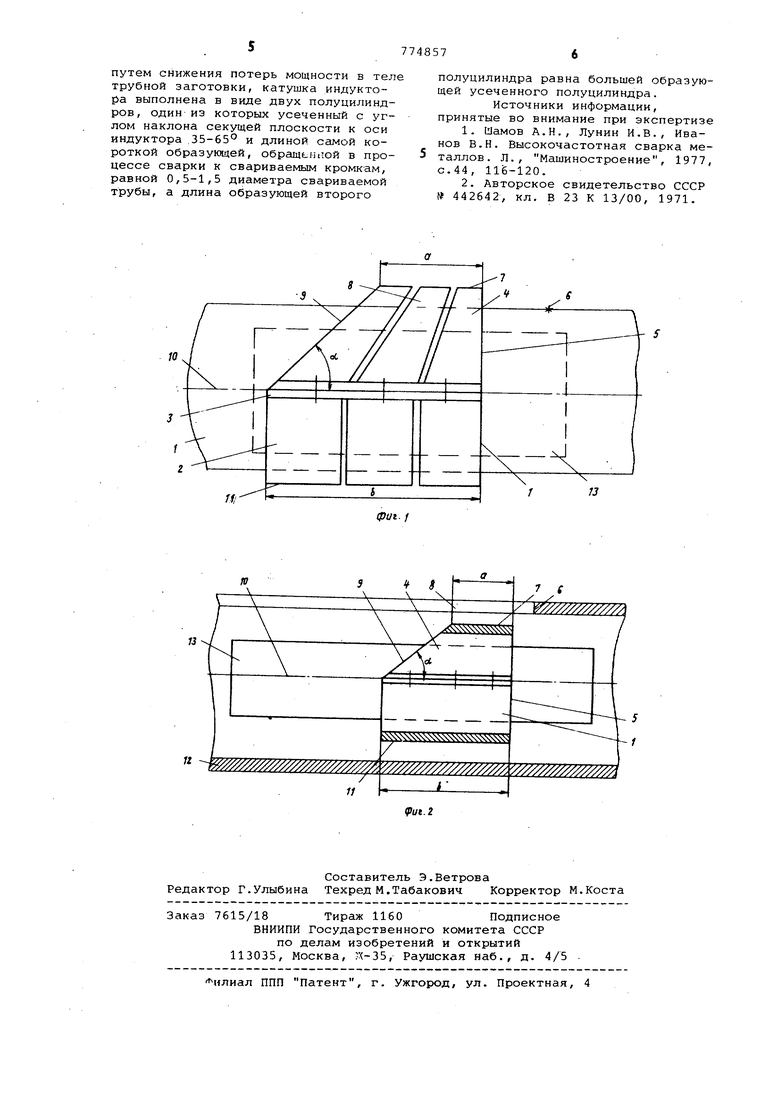
Изобретение относится к области индукционного нагрева и может быть использовано в трубной промышленности при производстве труб диаметром выше 150 мм. Известен индуктор для высокочасто ной сварки труб 1. индуктор состои из катушки, намотанной в один или несколько витков, и магнитопровода Магнитопровод располагается внутри трубной заготовки, а катушка либо охватывает трубную заготовку, либо располагается непосредственно на маг нитопроводе. .В отдельных случаях катушка может быть выполнена разъемной при сварке с использованием таких индукторов ток, индуктированный в теле трубной заготовки,, течет по ее периметру и, дойдя до щели, течет вдоль кромок, замыкаясь через точку их схождения - точку сварки. Потери от тока, текущего по периметру труб ной заготовки, являются непроизводительными, и при сварке труб диаметро 150 мм и белее достигают 50% от полной мощности, подведенной к трубной .заготовке, что значительно снижает скорость сварки. .. Наиболее близким к изобретению является индуктор, представляющий собрй катушку с токопроводящей обмоткой, располагаемую либо внутри трубной заготовки, либо ее охватывающую.и выполненную в виде полого цилиндрического тела 2. В. этом индукторе катушка выполнена в виде усеченного цилиндра, самая короткая образующая которого обращена к свариваемым кромкам и равна 10-60 их толщины. Недостатком такого индуктора является большая величина мощности потерь в теле трубы по сравнению с мощностью в кромках. Кроме того, широкий диапазон выбора длины короткой образующей индуктора (от & до 6 ) и отсутствие рекомендаций в выборе длины, противоположной кромкам образующей, приводит к увеличению доли тока в. кромках, замыкающегося помимо точки сварки. Эти недостатки ведут к снижению скорости сварки. Целью изобретения является повышение скорости путем снижения потерь мощности в теле трубной заготовки. Цель достигается тем, что катушка индуктора выполнена в виде .двух полуцилиндров, один из которых усеченный, с углом наклона ceKyuiefi плоскости к оси индуктора 35-65 и длиной самой короткой образующей, обреиценной в процессе сварки к свари ваемым кромкам, равной 0,5-1,5 диаметра свариваемой трубы, а образую-. щая другого полуцилиндра равна большей образующей усеченного полуцилинд ра. На фиг. 1 показан индуктор для высокочастотной сварки, охватывающий свариваемую трубу; на фиг. 2 - труба с внутренним индуктором, поперечный разрез. Катушка индуктора состоит из двух частей. Одна часть Представляет собо полуцилиндр 1, состоящий из одного или нескольких витков 2, оканчивающихся контактной планкой 3. Другая часть катушки представляет собой усе ченный полуцилиндр 4, основание 5 ко торого обращено к точке сварки б, короткая его -образующая 7 расположена напротив свариваемых кромок 8, а другое основание 9 наклонено к оси 10 индукт.ора под углом о 35-65° . Длина о образующей 7 усеченного полу цилиндра выбирается в пределах 0,51,5 диаметра трубы, причем большему значению диаметра сооответствует меньшая величина коэффициента. Длина b образующей 11 полуцилиндра 1 при выбранном угле о больше длины а обра зующей 7 в 1,5-2,5 раза. При этих соотношениях обеспечивается минималь ное значение потерь в теле трубной заготовки по отношению к мощности, выделяющейся в кромках. Значение величины потерь в теле трубной заго товки зависит от сопротивления пути протекания тока, замыкающегося по периметру трубной заготовки и от ве личины тока в кромках, не замыкающе гося через точку сварки. Известно,, что при индукционном подводе ток, индуктированный в теле трубной заготовки, протекает по ее поверхности, обращенной к индуктору и, достигнув кромок, разветвляется на две части - вдоль кромок, замыкаясь через точку сварки, и по поверхности трубы, расположенной со стороны, обратной индуктору. При этом часть тока в кромках течет в сторону, противоположную точке свар замыкаясь по телу трубной заготовки Как показали исследования, проведенные на моделях трубнойзаготовки наиболее оптимальные соотношения ме ду величиной мощности, выделяемой в кромках, и величиной потерь в теле трубной заготовки достигаются при длине катушки цилиндрического индук тора, выбранной в пределах 0,5-1,5 от диаметра трубной заготовки. При этом уменьшение длины катушки приво дит к возрастанию потерь в теле тру ной заготовки, увеличение длины уменьшает как потери в теле заготов ки, так и мощность в. кромках. С этой точки зрения целесообразно сохранить оптимальной длину d катушки индуктора, обращенную к кромкам, и увеличить ее длину на остальных участках. При этом наилучшие показатели дает расширение катушки от оптимальной длины с( на участке, обращенном к кромкам, до величины, равной (1,5-2,5)01 на оси индуктора. Угол наклона основания усеченного полуцилиндра кату1ики к оси индуктора составляет при этом 35-65 . Дальнейшее расширение катушки у противоположной кромкам поверхности трубы не приводит к существенному снижению потерь в теле трубной заготовки, а вызывает трудности с размещением его на трубоэлектросварочных станах, где расстояние между последней формовочной клетью и сварочным углом обычно ограничено по условиям устойчивости кромок при сварке. По сравнению с известным индуктором 2j предлагаемый индуктор, имея одинаковые длины крайних образующих, позволяет повысить скорость сварки на 3-5% путем сокращения потерь в теле трубной заготовки. Ток, индуктированный в теле трубной заготовки 12 внутренним (фиг.2 или охватывающим (фиг.1) индуктором и усиленный магнитопроводом 13, течет по поверхности, обращенной к -индуктору, и, дойдя до кромок 8, разветвляется на две части. Одна из них {рабочий ток) течет по кромкам 8, меняя свое направление на противоположное в точке сварки б, а другая замыкается по поверхности трубной заготовки, противоположной индуктору. Ток,текущий по кромкам 8, вызывает их нагрев, интенсивность которого по мере приближения к точке сварки б увеличивается, достигая в ней своего максимального значения. Выполнение индуктора разъемным облегчает его эксплуатацию за счет обеспечения быстрой замены всего, либо одной из частей индуктора. Выбор оптимальных соотношений размеров индуктора проверен на моделях труб. Опытный образец индуктора изготовлен и будет -внедрен на трубоэлектросварочном агрегате 203-530 Выксунского металлургического завода. Ожидаемый экономический эффект составит 1000 тыс.рублей в год за счет увеличения выпуска труб. Формула изобретения Индуктор для высокочастотной сварки, например продольных швов труб, представляющий собой катушку с токопроводящей обмоткой, выполненную в виде полого цилиндрического тела, отличающийся тем, что, с целью увеличения скорости сварки
путем снижения потерь мощности в тел трубной заготовкиt катушка индуктора выполнена в виде двух полуцилиндров, один из KOTOpbJx усеченный с углом наклона секущей плоскости к оси индуктора 35-65° и длиной самой короткой образующей, обра1це-И1Юй в процессе сварки к свариваемым кромкам, равной 0,5-1,5 диаметра свариваемой трубы, а длина образующей второго
полуцилиндра равна большей образующей усеченного полуцилиндра. Источники информации, принятые во внимание при экспертизе
{в
