(54) ИНДУКТОР ДЛЯ ВЫСОКОЧ.А.СТОТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1274792A1 |
| Способ отгибки кромок непрерывно движущейся металлической полосы | 1976 |
|
SU673348A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Способ производства спиральношовных труб | 1977 |
|
SU1331600A1 |
| Способ формовки спиральношовных труб | 1985 |
|
SU1274793A1 |
| Способ контроля величин зазоров между свариваемыми кромками при производстве спиральношовных труб | 1986 |
|
SU1353550A1 |
| Способ изготовления двухслойных спиральношовных труб | 1983 |
|
SU1127660A1 |
1
Изобретение относится к области производства металлических изделий способом высокочастотной сварки и может быть применено на станах для производства спиральношовных труб, балок, стальных полотнищ и других изделий.
Известные индукционные нагревательные устройства, применяемые для высокочастотной сварки, имеют магнитопровод, заключенный в корытообразный корпус из материала с высокой электропроводностью, и индуктирующую катущку, обхватывающую магнитопровод, либо индуктирующий провод. Указанные элементы, либо некоторые из них, охлаждаются проточной водой. Магнитопровод набран из пластин трансформаторной стали, уложенных параллельно одна другой, и заканчивается полюсными наконечниками. Устройства такого типа располагают симметрично относительно оси сварного щва, вблизи сходящих кромок изделия так, чтобы передний полюсный наконечник магнитопровода находился против очага сварки. Задний полюсный наконечник располагается над зазором между кромками так, чтобы был свободный выход для магнитного потока 1. Эти устройства применяются для сварки изделий, кромки которых расположены симметрично относительно плоскости, проходящей через ось сварного щва, например, как при сварке прямощовных труб.
5 Однако они не могут быть применены для сварки изделий с несимметрично расположенными кромками.
Известен индуктор для сварки тавровых балок, содержащий магнитопровод, набранный из пластин трансформаторной стали,
10 корпус из электропроводного материала и индуктирующий проводник 2.
С целью максимального приближения полюсных наконечников к очагу сварки и достижения равномерного нагрева свариваемых кромок корпус-экран и магнитопровод этого устройства изогнуты в двух взаимно перпендикулярных плоскостях.
Известная конструкция индуктора не позволяет качественно сваривать целый ряд изделий с несимметричным расположением
20 кромок относительно оси щва, например спиральнощовных труб, листов и лент с косостыковь1м соединением кромок. Это объясняется тем, что при установке переднего полюсного наконечника магнитопровода в необходимом положении, обеспечивающем удовлетворительный нагрев свариваемых кромок в месте их соприкосновения, задний полюсный наконечник известных типов индукторов перекрывается одной из свариваемых кромок, что препятствует свободному выходу магнитного потока, приводит к неравномерному .нагреву кромок и снижению КПД.
Целью изобретения является повышение качества сварного соединения за счет обеспечения свободного выхода магнитного потока в зазор между свариваемыми кромками.
Это достигается тем, что пластины трансформаторной стали магнитопровода собраны винтообразно, для чего каждая последующая пластина повернута относительно предыдущей относительно оси, перпендикулярной к плоскости этих пластин и проходящей через пересечение боковыхграней магнитопровода.
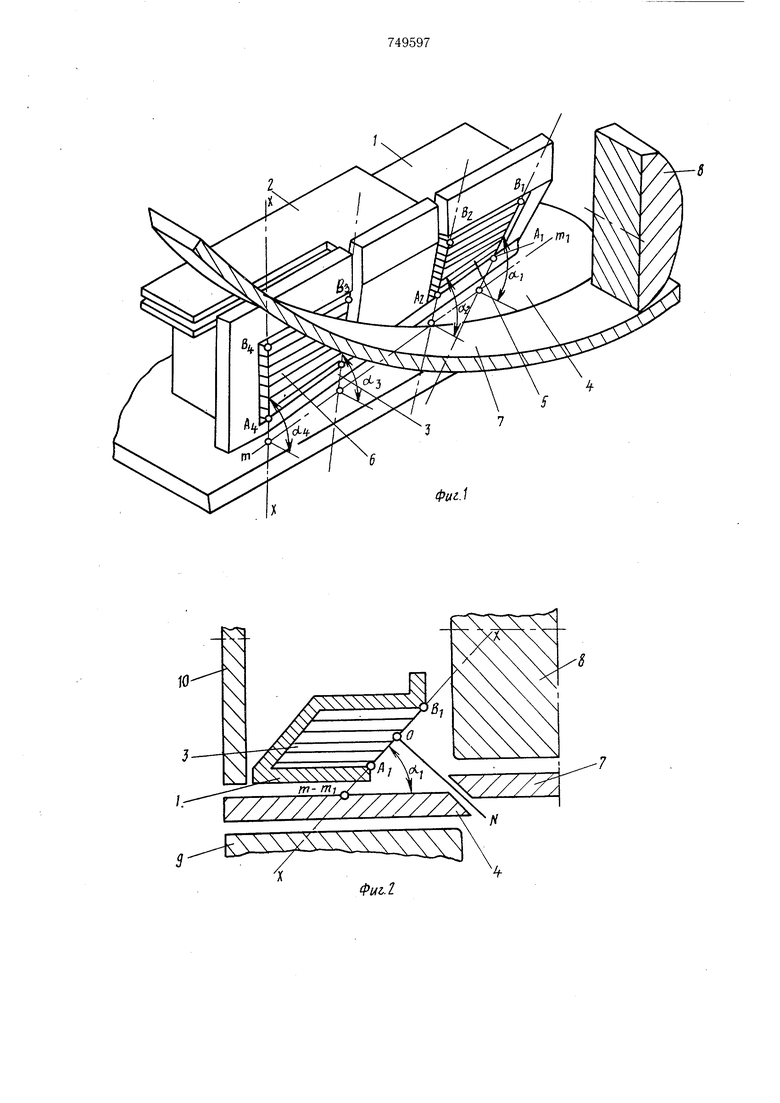
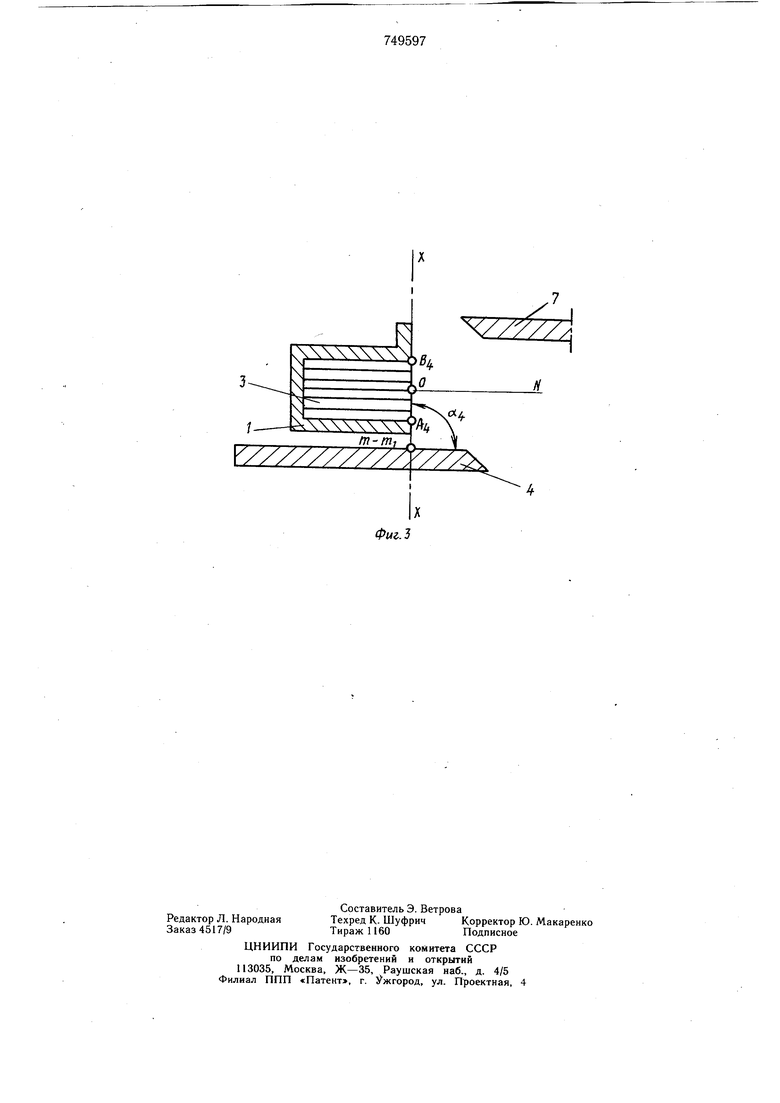
На фиг. 1 схематически изображена предлагаемая конструкция индуктора для сварки спиральношовных труб; на фиг. 2 - сечение индуктора и свариваемых деталей по переднему наконечнику магнитопровода; на фиг. 3 - сечение индуктора и свариваемых деталей по заднему наконечнику магнитопровода.
Индуктор состоит из медного водоохлаждаемого кожуха 1, индуктирующего проводника 2 и магнитопровода 3. Индуктор расположен так, что пластины трансформаторной стали, из которых набран магнитопровод 3,. расположены параллельно поверхности полосы 4, из которой формуется труба, повернута одна относительно другой вокруг оси X-X, перпендикулярной к поверхности пластин магнитопровода 3 и полосы 4 и проходящей через наконечник боковых граней магнитопровода. При этом передний 5 и задний 6 полюсные наконечники магнитопровода обращены в сторону зазора между полосой 4 и трубой 7. Труба 7 формуется из ленты 4 с помощью валков 8-10.
Ток, проходящий по индуктирующему проводнику 2, создает магнитный поток, проходящий по магнитопроводу 3 и через зазор между свариваемыми кромками полосы 4 и трубы 6, индуктируя в них сварочный ток. Угол поворота пластин определяет поворот поверхности переднего наконечника относительно заднего и выбирается таким, чтобы перпендикуляр ON к середине любой из образующих винтовой поверхности магнитопровода, например А |B (, АаВг А.зВз, проходил близко к середине зазора между свариваемыми кромками, -в любом сечении индуктора. При этом для углов между образующими AiBt, АгВг, АзВз винтовой поверхности и их проекциями на поверхность полосы4 соблюдается соотнощение d оСз Ы2 oLi. Проекции образуюш,их на поверхность полосы 4 параллельны между собой, а точки пересечения их продолжений с поверхностью полосы лежат на одной линии m - mi, что характеризует винтообрамоё расположение пластин магнитопровода. Это условие определяется в каждом конкретном случае геометрическими параметрами изделия, например, при сварке спиральнощовных труб определяется диаметром трубы, углом схождения кромок, положением магнитопровода и т. д. Корпус индуктора выполнен в соответствии с конфигурацией магнитопровода.
Для увеличения скорости сварки и КПД процесса возможна установка с противоположной стороны изделия второго индуктора.
Предлагаемая конструкция индуктора может быть использована при производстве талстостенных- спиральнощовных труб больщого диаметра с соединением кромок косым стыком, где применение известных конструкций индукторов затруднительно. Это позволит заменить автоматическую дуговую сварку под слоем флюса на высокопроизводительный способ сварки токами высокой частоты.
Формула изобретения
Индуктор для высокочастотной сварки металлических -изделий с несимметричным расположением кромок относительно оси щва, содержащий магнитопровод, набранный из пластин трансформаторно-й стали, корпус из электропроводного материала и индуктирующий проводник, отличающийся тем,:что, с целью повышения качества сварного соединения за счет обеспечения свободного выхода магнитного потока в зазор между свариваемыми кромками, пластины трансформаторной стали магнитопровода собраны винтообразно, для чего каждая последующая пластина повернута относительно предыдущей относительно оси, перпендикулярной к плоскости пластины и проходящей через пересечение боковых граней магнитопровода.
Источники информации, принятые во внимание при экспертизе
7
-7
ft
Фи.2
