Изобретение относится к переработке полимерных материалов и может быть использовано для иэготовления очковых оправ.
Известна литьевая форма для изготовленил очковых оправ, содержащая полуматрицы и формующие фацетные канавки составные значки, взаимодействующие с наклонными колонками DI.
Использование составных знаков и наклонных колонок для их перемещения, расположенных в подвижной и неподвижной полуформах, усложняет конструкцию формы и ее эксплуатацию.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является литьевая форма для изготовления очковых оправ из полимерных материалов, содержащая полуформы, включающие полформу с выталкивателями, формующим фацетные канавки знаками, связанными с толкателями с возможностью поворота относительно последних, и ограничителями, выполненными в вид винтов 2 J.
Однако в известной форме при удалении изделия его височные част выталкиваются с опережением центральной части, в результате чего очковая оправа деформируется, в ее Ij; ей траль ной части появляются трещины.
Кроме того, значительная деформация очковой оправы особеннб для корригирующих очков, к которым предъявляются жесткие требования в отношении размеров, вызывает необходимость введения дополнительной механической обработки - рихтовки.
Целью изобретения является повышение качества изделий и исключени их дополнительной механической обработки.
Поставленная цель достигается тем, что в литьевой форме для изготовления очковых оправ из полимерных материалов, содержащей полуформы, включающие полуформу с выталкивателями, формующими фацетные канавки знаками, связанными с толкателями с возможностью поворота относительно последних и ограничителями, выполненными в виде винтов ограничители подпружинены относительно полуформы и связаны с формующими фацетные канавки знаками, которые выполнены с пазом для взаимодействия с головкой ограничителя с возможностью поворота относительно него.
Кроме того, одна из полуформ снабженафиксирующими штифтами, а формующие фацетные канавки знаки выполнены с отверстиями под фиксирующие штифты.
Толкатели снабжены установочным винтом, посредством которого они связаны с формующими фацетные канавки, при этом последние выполнены с дополнительным пазом под установочный винт.
Такое конструктивное решение предотвращает деформацию изделий, поскольку очковая оправа удаляется из формы одновременным перемещением выталкивателей с последующим поворотом формующие фацетные канавки знаков и выводом их из выполненных поднутрений. Фиксирующие штифты в сомкнутой форме центрируют формующие фацетные канавки знаки по отношению к формующим полостям.
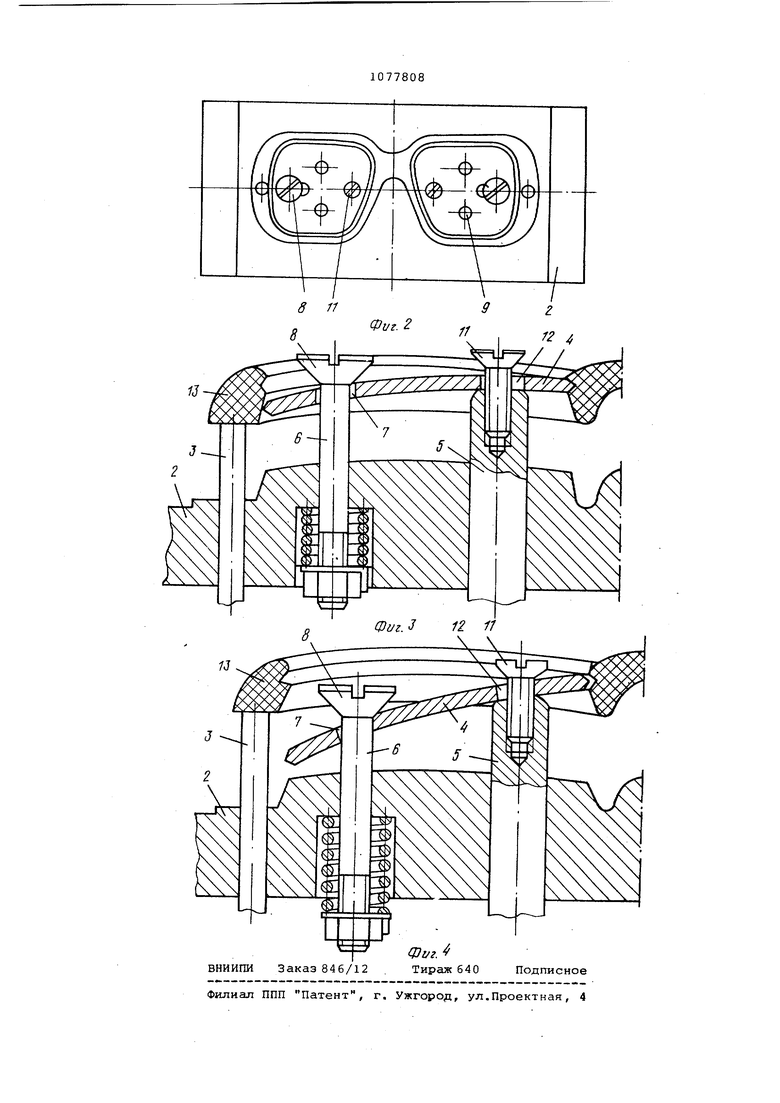
На фйг.1 показана литьевая форма в закрытом положении; на фиг.2 полуформа; на фиг.З и 4 - положени элементов формы при съеме изделия.
Литьевая форма содержит верхнюю полуформу 1 и нижнюю полуформу 2, включающую выталкиватели 3, формующие фацетные канавки знаки 4, связанные с толкателями 5 с возможностью поворота относительно последних, и ограничители б, выполненные в виде винтов. Ограничители 6 подпружинены относительно нижней полуформы 2 и связаны с формующим фацентные канавки знаками 4, которые выполнены с пазом 7 для взаимодействия с головкой 8 ограничителя с возможностью поворота относительно него
Нижняя полуформа 2 снабжена фиксирующими штифтами 9, а формующие фацетные канавки знаки выполнены с отверстием 10 под фиксирующим штифты 9. Толкатели 5 связаны установочными винтами 11 с формующими фацетные канавки знаками 4, для чего в последних выполнен дополнительный паз 12 под установочный винт 11.
Литьевая форма работает следующим образом.
После заполнения полимерным материалом и охлаждения форма раскрывается. Изделие 13 выталкивателями 3 удаляется из формующей полости нижней полуформы 2. Перемещение совместно с изделием формующих фацетные канавки знаков 4 задерживается ограничителями 6 и постепенно извлекаются ими из сформованных фацетных канавок с одновременным поворотом относительно выталкивателей 3 и толкателей 5, возможность которого обеспечивается пазами 7 и 12 .
Далее изделия окончательно удаляются из формы, ее злементы возвращаются в исходное положение, и цикл повторяется.
Использование данного изобретения позволяет повысить качество изделий и исключить их дополницельнуго механическую обработку.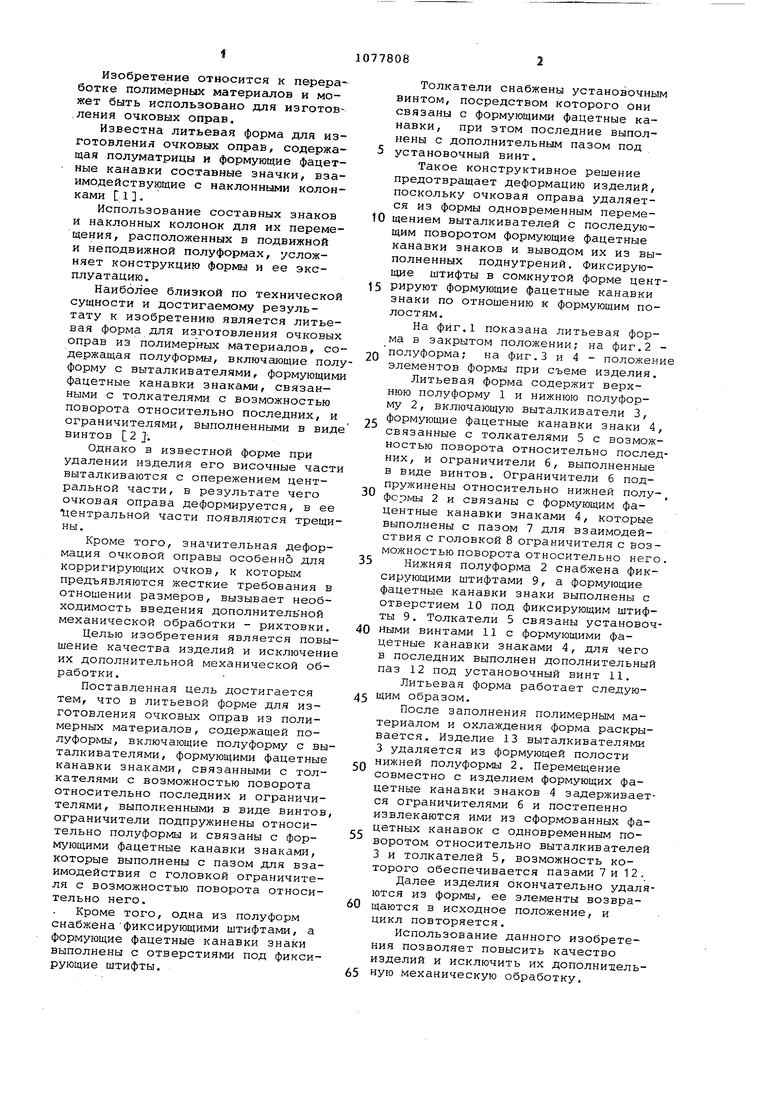
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНИХ ЧАСТЕЙ ОПРАВ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2035310C1 |
| Литьевая форма для изготовления полимерных изделий с длинномерной арматурой | 1983 |
|
SU1110649A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевой модуль ротационной машины для изготовления изделий из термопластичных материалов | 1983 |
|
SU1324857A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных полых изделий | 1985 |
|
SU1310235A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма | 1973 |
|
SU494269A1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОЧКОВЫХ ОПРАВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая полуформы, включающие полуформу с выталкивателями, формующими фацетвые канавки знаками, связанными с толкателями с возможност1зЮ поворота относительно последних, и ограничителями , выполненными в виде винтов, отличающаяся тем, что, с целью повышения качества изделий и исключения их дополнительной механической обработки, ограничители подпружинены относительно полуформы и связаны с формующими фацетные канавки знаками, которые выполнены с пазом для взаимодействия с головкой ограничителя с возможностью поворота относительно него. 2.Форма ПОП.1, отличающаяся тем, что одна из полуформ снабжена фиксирующими штифтами, а формующие фацетные канавки знаки выполнены с отверстиями под фиксирующие штифты. 3.Форма по пп.1и2, отли-. чающаяся тем, что толкатели снабжены установочным винтом, (Л посредством которого они связаны с формующими фацетные канавки знаками, при этом последние выполнены с дополнительным пазом под установочный винт. эо о 00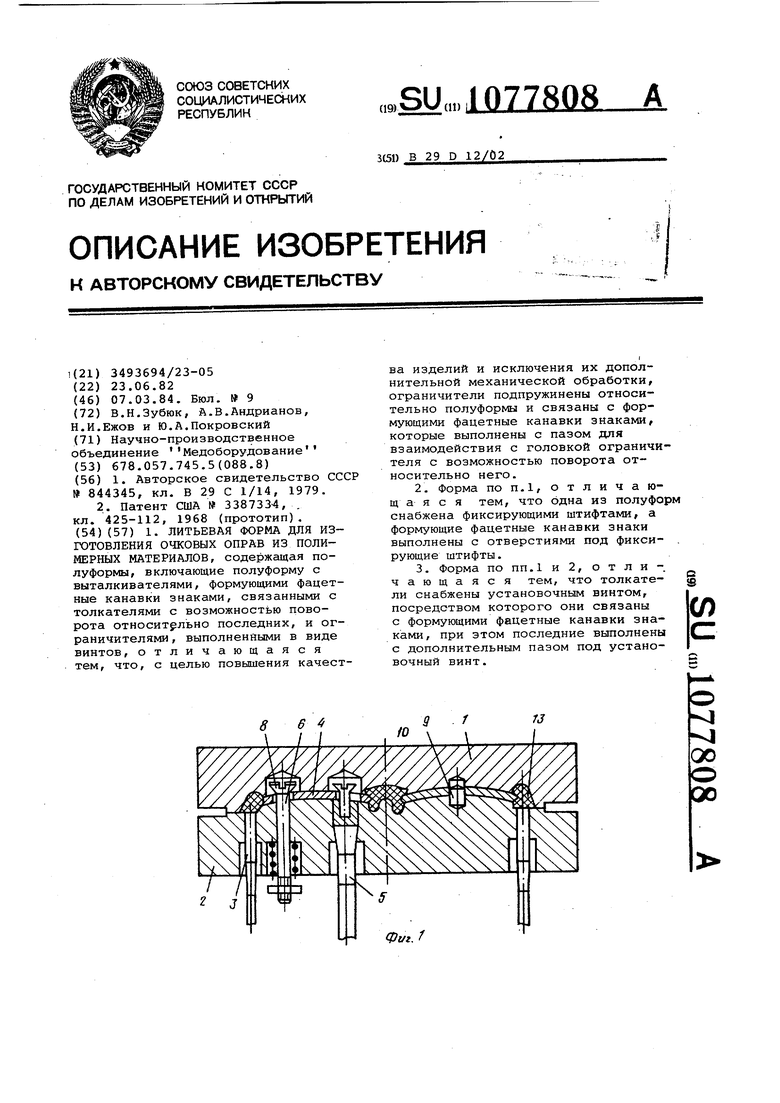
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU844345A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3387334, | |||
| кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
