можностьго . перемещения в пазу, к.ото)зый выполнен в корпусе 1 основания, и двух тяг 20, одни кон- iijji которых шарнирно закреплены на указанной оси, а другие шарнирно связаны с плечом двуплечего рычага 4 соединенным с полуформой 9. Причем толкатель установлен с возможностью взаимодействия с выталкивателями, которыми снабжена закрепленная на корпусе 1 основания полуформа. В стойке 3 основания выполнен ко- пирный паз, в котором установ- лено с возможностью перемещения
1
Изобретение относится к устройствам для обувной промышленности, в частности.к изготовлению деталей обуви, например каблуков, из термо- пластичных материалов методом литья под давлением на ротационных машинах как с вертикальнь1М, так и с горизонтальным расположением оси вращения стола.
Цель изобретения - повьшюние производительности .
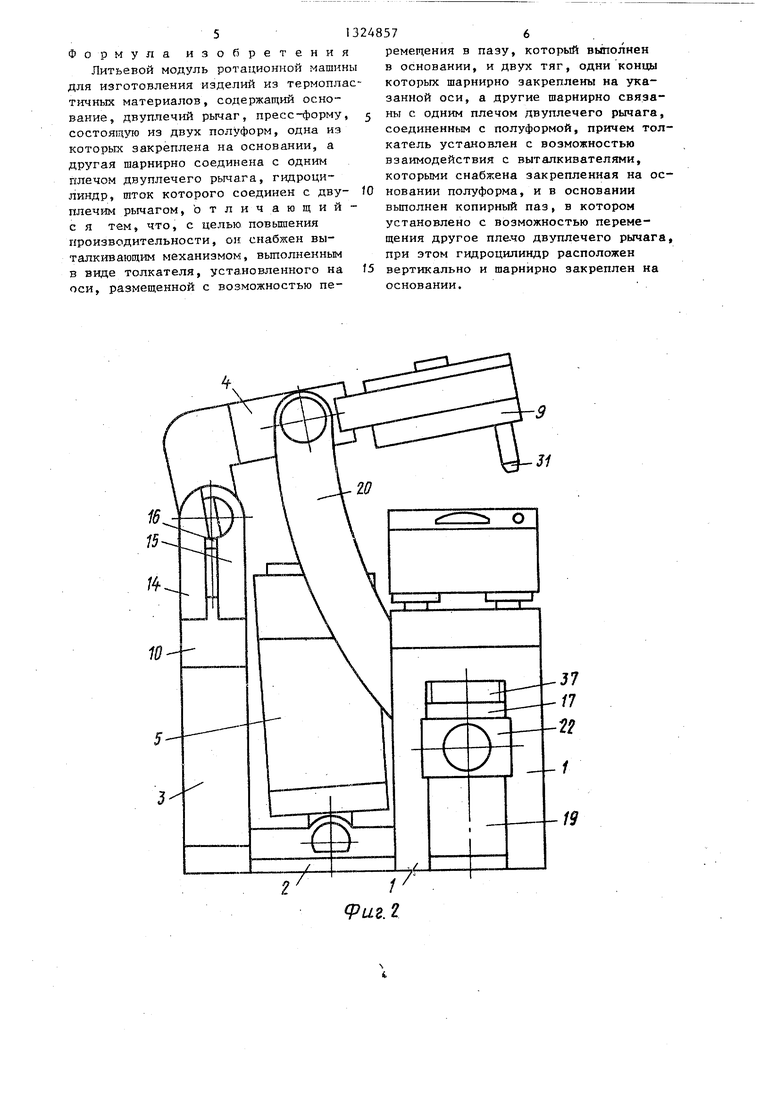
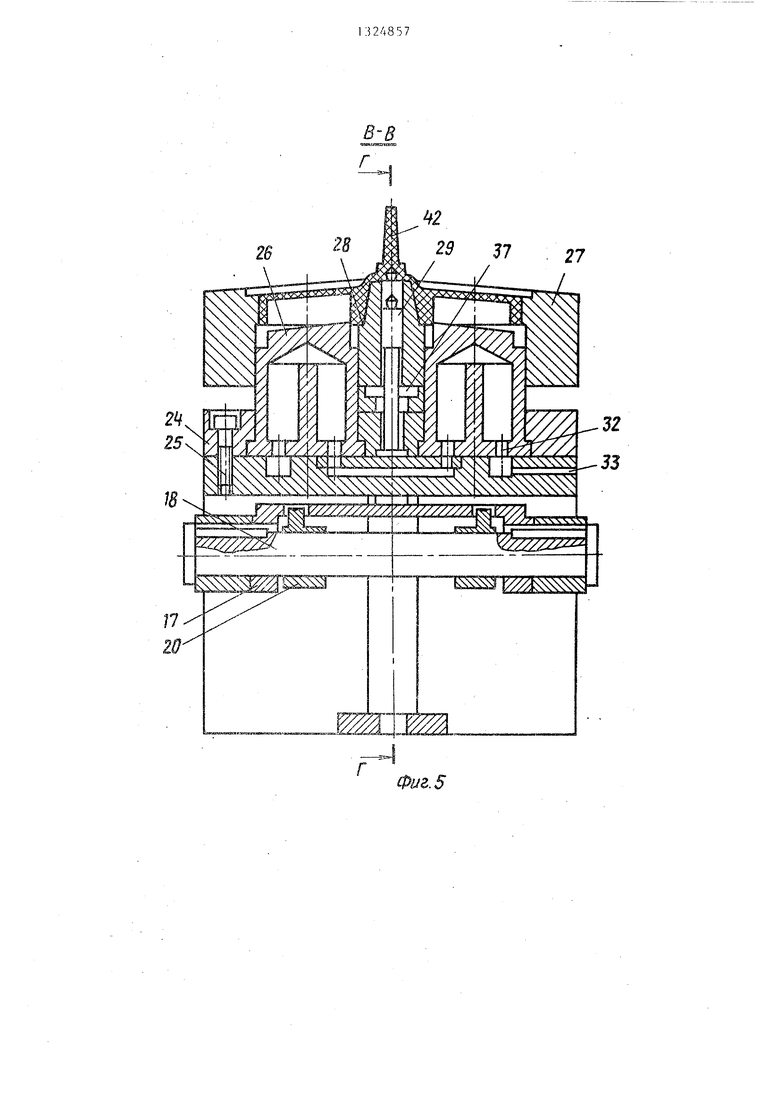
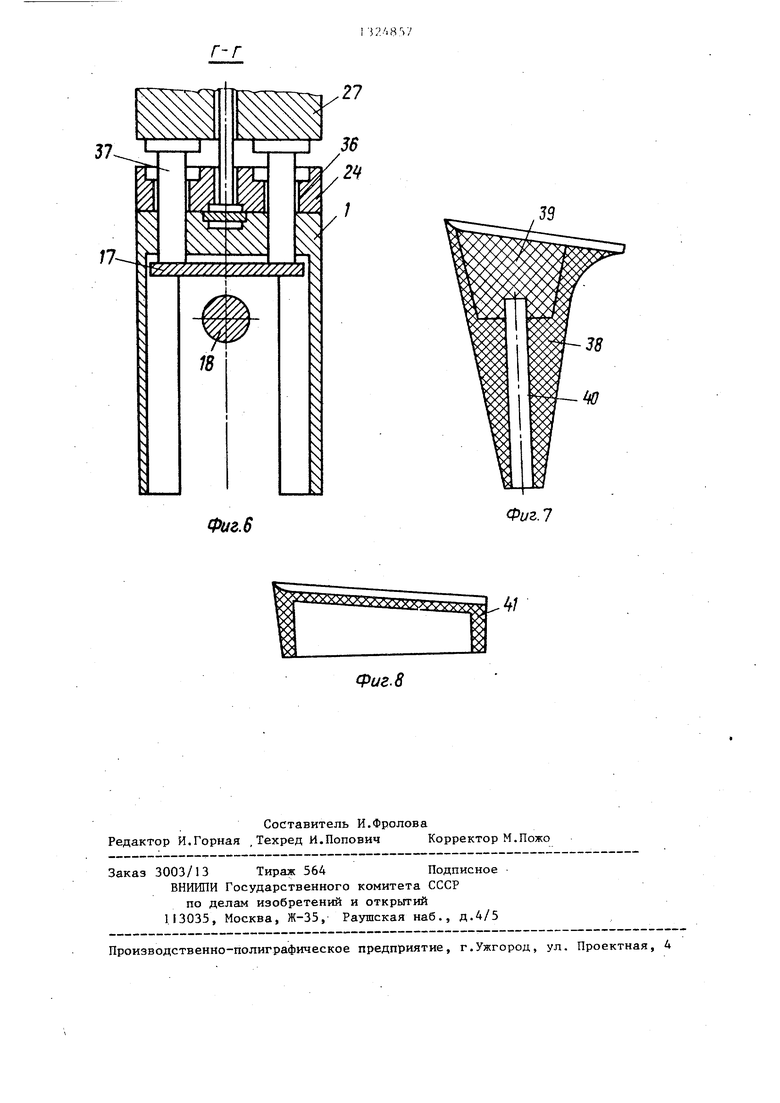
На фиг.1 представлен предлагаемый модуль, исходное положение, общий вид; на фиг.2 - то же, в положении раскрытой пресс-формы; на фиг.З - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.1; на фиг.З - разрез В-В на фиг.1; на фиг.6- - разрез на фиг,5; на фиг.7 - разрез высокого каблука из термопластичного материала; на фиг.8 - разрез низкого каблука из термопластичного материала.
Литьевой модуль состоит из основания, вьтолненного в виде соединенных в одно целое корпуса 1 (фиг..2), соединительной планки 2 и стойки 3, двуплечего рычага 4 гидроцилиндра, содержащего корпус 5, установленный в плитах 6 и 7, пресс-формы, состоящей из двух полуформ 8 и 9, Стойка 3 имеет на конце вилку 10 с пазами 1 (фиг.З), по которым может перемещать СИ ось 12 двуплечего рычага 4, жест- ко соединенная с одним из концов последнего и имеющая на концах лыски
248 т 7
второе плечо двуплечего рычага 4. При этом гидроцилиндр расположен вертикально и шарнирно закреплен на соединительной планке 2 основания. За счет такого выполнения модуля обеспечиваются съем изделия со знаков и возможность удаления его манипулятором путем образования дополнительного пространства между матрицей полуформы 8 и верхней полуформой 9, т.к. при раскрытии обеспечиваются вертикальное HI угловое перемещения полуформы 9. 8 ил.
0
5
13. Торцы вилки 10 прикрыты планками 1 4 и 1 5 ( фиг.2), которые совместно с пазом И образуют паз переменного профиля - копирный паз 16. Кроме того, модуль содержит выталкивающий механизм, который выполнен в виде толкателя 17, установленного на оси 18, размещенной с возможностью перемещения в пазу 19, который выполнен в корпусе 1 основания, и двух тяг 20, одним концом гаарнирно закрепленных на указанной оси 18, а другим шарнирно соединенных при помощи оси 21 с двуплеч им рычагом 4. На оси 18 установлены также, ползуны 22, которые совместно с осью могут перемещаться в пазу 19 при движении тяг 20, В корпусе 1 вьшолнены также пазы 23 -для установки тяг 20 и отверстие 24 для подачи хладагента в пресс-форму.
Полуформа 8 пресс-формы установлена на корпусе 1 основания и состоит из планки 24 (фиг.З), жестко прикрепленной винтами 25 к корпусу 1, знаков 26, матрицы 27 с заплечиками 28, задержки 29 литника.
Вторая пох1уформа 9 пресс-формы шарнирно соединена с плечом двуплечего рычага 4, имеющим вилкообразную форму. В полуформе 9 расположены литниковая втулка 30 и направляющие штифты 31. Знаки 26 и полуформа 9 имеют каналы 32 и 33 для прохождения хладагента.
Двуплечий рычат 4 шарнирно соединен при помощи оси 21 с тягами 20
0
5
выталкивающег о механизма 1фиг.41 и проушиной 34 штока 35 гидроциликд- ра. Последний щарнирно закреплен в соединительной планке 2 основания 1. Конец гатока 35 гидроцилиндра ш-{еет npoymmty 34, гаарнирно соединенную через ось 21 с двуплечим рычагом 4.
В отверстиях 36 планки 24 свободно установлены выталкиватели 37, представляющие собой цилиндрические детали, проходящие через верхнюю часть корпуса I основания.
Предлагаемый модуль может быть использован для отливки каблуков для обуви. Каблуки в зависимости от типов обуви и материала различаются по высоте и конструкции. Высокий каблук 38 может иметь оболочку из негвоздимого полиамида, вкладыш 39 из гвоз димого материала, например полиэтилена, и металлическую втулку 40, предназначенную для упрочнения каблука и для запрессовки в отверстие втулки штыря набойки. Низкий каблук 41 может отливаться из полиамида без вкладыша, так как известна, технология его крепления гвоздями через тонкую верхнюю поверхность непосредственно в тело набойки. Каблук 41 т-гмее внутреннюю полость, служащую для облегчения и для размещения заходной части резиновой набойки
При литье таких каблуков для получения внутренней полости знак пресс- формы имеет контпрофиль этой полости. Из-за усадки материала при остывании происходит изменение размеров каблука. Между наружными поверхностями каблука и гнездом матрицы обра- зуется зазор, а знак обжимается ос- тьшающим материалом. Для съема готового изделия со знака необходимо прикладывать значительные усилия.
Модуль работает следующим образом.
В пресс-форму подают расплав полимерного материала и после необходимой выдержки, длительность которой определяется временем отверждения полимерного материала, осуществляют съем готового изделия (каблука) со знаков пресс-формы.
В исходном положении давление подается в штоковую полость гидроцилиндра, в результате чего усилие передается-через проушины 34 на ось 21, двуплечий рычаг 4 с полуформой 9 пресс-формы.- Полуформа 9 прижата к матрице 27, Ось 12 двуплечего ры
5 О
0
д
Q
5
чага t намолится в 1тижнем положении,, так же как и толкатель 17.
При подаче дапления в безгатоко- вую полость гидроц1-1линдра происходит движение вверх двуплечего рычага 4, которое обеспечивается перемещением jTbicoK 13 на оси 12 в копир- ном пазу 16 и направляющим штифтом 32. В крайнем верхнем положении последний выходит из матрицы 27 полуформы 8, а ось 12 занимает верхнее положение в пазу 11 вилки 10. Движе ние вверх передается также толкате- лю 17 через тяги 20 и ось 8. При дальнейтием движении проушины 34 штока 35 гидроцилиндра происходит поворот двуплечего рычага 4 на угол, определяемый профилем торцовой план- кк 14. При этом пресс-форма открьша- ется, обеспечивая дополнительное пространство между полуформой 9 и матрицей 27, толкатель 7 получает дополнительное движение вверх и вза1-1модействует с выталкивателями 37 полуформы 8.
В исходном положении верхняя плоскость выталкивателей 37 находится заподлицо с поверхностью пла.нки 24.
При взаимодействии толкателя 17 с выталкивателями,37 последние перемещаются вверх, одновременно поднимая матрицу 27 относительно неподвижных знаков 36 и за,цержки литника (фиг.5). Матрица 27 своими заплечиками 28 снимает готовое изделие со знаков 26,алит- ник 42 снимается с задержки литника.
К этому моменту изделие остьюает и его наружная поверхность из-за усад ки отходит от поверхности матрицы 27. Поэтому дальнейший съем готового изделия за литник 42 может производиться вручную или манипулятором. Работа последнего обеспечивается за счет получения дополнительного пространства между матрицей 27 полуформы 8 и полуформой 9, так как конструкция модуля обеспечивает вертикальное и угловое перемещения полуформы 9 пресс-формы.
Конструкции пресс-форм могут быть другими, но должно всегда обеспечиваться вза1- модействие толкателя 17 и выталкивателя 37.
Пpeдлaгae iЬD пттьевой модуль позволит повысить производительность, значительно облегчить труд литейщика и механизировать уста)югжу арматуры в пресс-форь у.
Формула изобретения
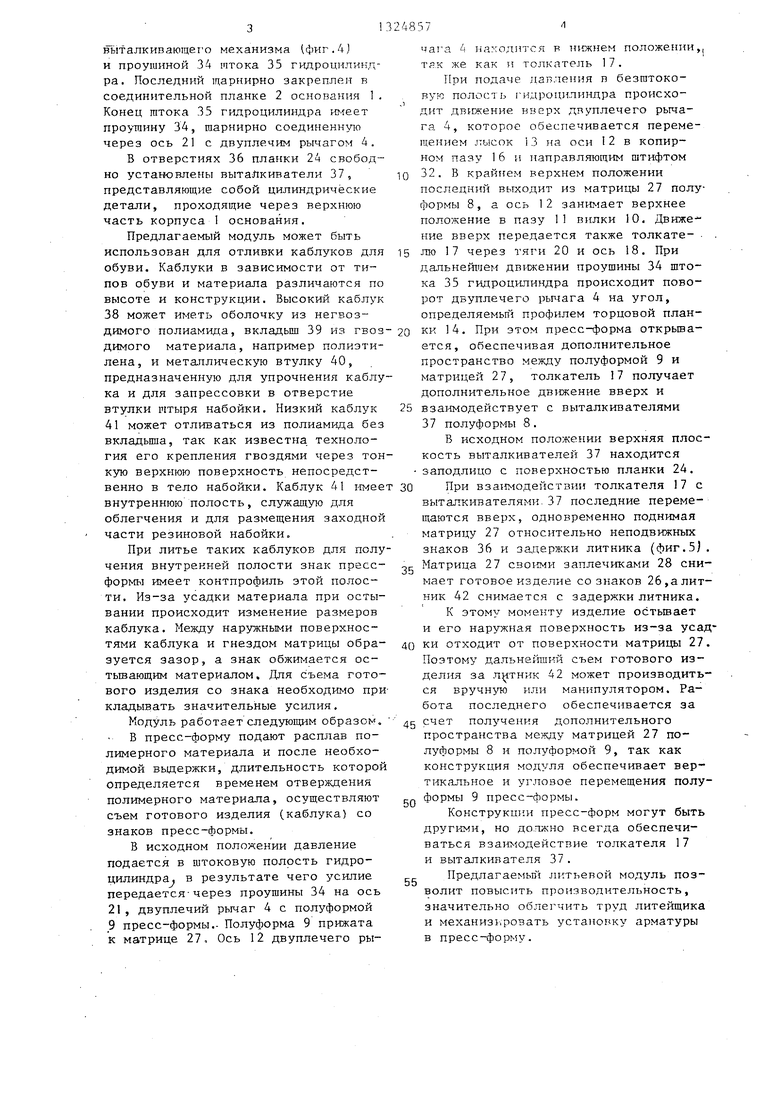
Литьевой модуль ротационной машины для изготовления изделий из термопластичных материалов, содержащий основание, двуплечий рычаг, пресс-форму, состоящую из двух полуформ, одна из которых закреплена на основании, а другая шарнирно соединена с одним плечом двуплечего рычага, гидроцилиндр, шток которого соединен с дну- плечим рычагом, отличающий- с я тем, что, с целью повышения производительности, он снабжен выталкивающим механизмом, вьшолненньпч в виде толкателя, установленного на оси, размещенной с возможностью перемещения в пазу, который вьтолнен в основании, и двух тяг, одни концы которых шарнирно закреплены на указанной оси, а другие шарнирно связаны с одним плечом двуплечего рычага, соединенным с полуформой, причем толкатель установлен с возможностью взаимодействия с выталкивателями, которыми снабжена закрепленная на основании полуформа, и в основании выполнен копирный паз, в котором установлено с возможностью перемещения другое пле-чо двуплечего рычага при этом гидроцилиндр расположен вертикально и шарнирно закреплен на основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Вертикальный механический пресс | 1987 |
|
SU1497053A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| МЕХАНИЗМ ПРЕССОВАНИЯ И ВЫТАЛКИВАНИЯ ПРЕССОВ-АВТОМАТОВ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ КОНФЕТ | 2006 |
|
RU2327361C2 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Установка для литья под давлением | 1985 |
|
SU1243894A1 |
Изобретение относится к устройствам для обувной промышленности, в частности к изготовлению деталей обуви, например каблуков, из термопластичных материалов методом литья под давлением на ротационных машинах как с вертикальным, так и с горизонтальным расположением оси вращения стола. Цель изобретения - повьше- ние производительности. Для этого литьевой модуль снабжен выталкивающим механизмом, выполненным в виде толкателя 17, установленного на оси, размещенной с воз(Л 30 fo U lac ел 2J Фиг.1
31
IS
9иг.2
Фиг.З
Б-6
21
fl
7777i NNSytJXX
1
зц
k2Z
ЭгггЙп
ФигМ
ч
27
Фиг. 5
Фиг.6
Фиг.7
Составитель И.Фролова Редактор И.Горная ,Техред И.Попович Корректор М.Пожо
Заказ 3003/13 Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1.13035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг. 8
| Завгородний В.К | |||
| и др | |||
| Литьевые машины для термопластов и реактоплас- тов | |||
| -М.: Машиностроение, 1968, с.356-369 | |||
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПЕРЕВОЗКИ КОНТЕЙНЕРОВ | 1992 |
|
RU2038229C1 |
| Солесос | 1922 |
|
SU29A1 |
