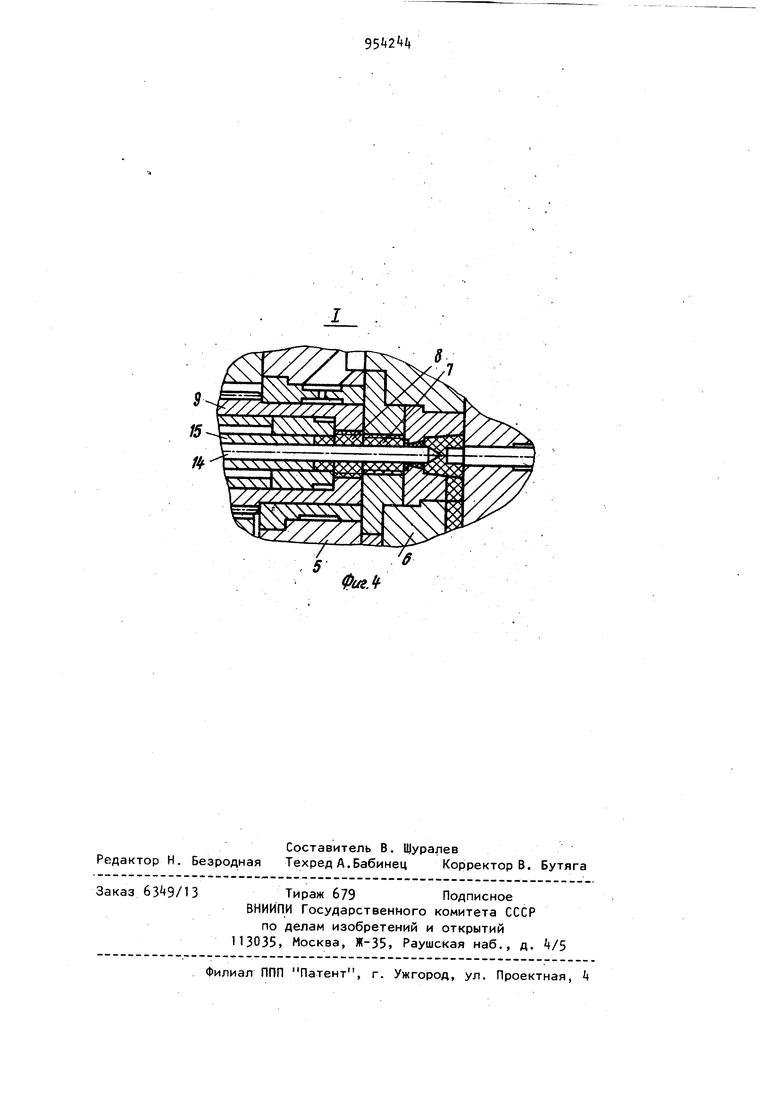
Изобретение относится к первработ ке полимерных материалов и может быт использовано для изготовления из них изделий методом литья под давлением Известна литьевая форма для изготовления косозубых шестерен, содержа щая подвижную в продольном направлении матрицу, установленную с возможностью поворота при выталкивании изделия l . Однако известная форма исключает возможность изготовления изделий с нешней резьбой. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для полимерных изделий с внешней резьбой, содержащая неподвижную полуформу и подвижную, включающая опор ную плиту, центральные знаки, матрицы с резьбооформляющими гнездами, установленные в одной из промежуточных плит, толкатели плиты матрицы. причем толкатели выполнены в виде ведомых шестерен, кинематически связанных с механизмом вывертывания изделий 2 . Однако форма не может обеспечить изготовления изделий с внешней резьбой, центральным отверстием и участком с зубчатым профилем одновременно. Цель изобретения - обеспечение возможности изготовления изделий с участком с зубчатым профилем. Поставленная цель достигается тем, что в литьевой форме для полимерных изделий с внешней резьбой, содержащей неподвижную полуформу и подвижную, включающую опорную плиту, центральные знаки, матрицы с резьбооформляющими гнездами, установленные в одной из промежуточных плит толкатели плиты матрицы,, причем толкатели выполнены в виде ведомых шестерен, кинематически связанных с ме3Эханизмом вывертывания изделий, матри ца выполнена составной из полуматриц один из которых - с зубчатооформляющими гнездами - выполнены в виде ведомых шестерен, которые кинематически связаны с механизмом вывертывания изделий и установлены в промежуточной плите, а центральные знаки установлены с возможностью вращения в опорной плите. На фиг. 1 показана предлагаемая форма в сомкнутом положении, разрезу на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 форма в разомкнутом положении; на фиг. - узел I на фи г. 1 . Форма содержит подвижную полуформу, включающую опорную плиту 1, промежуточные плиты 2-5 и плиту 6 матриц, которые выполнены составными из полуматриц. Полуматрицы с резьбооформляющими гнездами 7 размещены в плите 6 матриц, а с зубчатооформляющими гнездами 8 - в промежуточной плите 5. Последние выполнены в виде ведомых шестерен 9, кинематически св занных через ведущую шестерню 10 с механизмом вывертывания изделий, содержащем ходовой винт 11, резьбовую гайку 12 и цепную передачу 13. Центральные знаки 14 и концентрично размещенные на них трубчатые выталкиватели 15 установлены с возможностью вращения соответственно в опорной плите 1 и в плитах выталкивания А, входящих в промежуточную плиту 2. Толкатели 16 плиты матриц также выполнены в виде ведомых шестерен, кинематически связанных с механизмом вывертывания изделий, а их резьбовь1е хвостовики установлены в резьбовых гайках 17 в промежуточной плите 3. Плита 6 матриц размещена на направля ющих колонках 18. В литниковой плите 19 неподвижной полуформы закреплены задержки 20 литников. Плита 21 съема литников размещена на направляющих колонках 22 с возможностью перемещения по ним за счет втулочно-роликовой цепи 23- Одновременно колонки 22 являются ограничителями перемещения плиты 6 матриц. Литьевая форма работает следующим образом. После подачи полимерного материала и технической выдержки производит ся размыкание формы на величину а в результате чего открываются точечные литники и образуется разъем I, Далее за счет связи с ходовым винтом 11 начинает вращаться ведущая шестерня 10 и находящиеся с ней в зацеплении полуматрицы 9, изделия.и толкатели 16 плиты матриц. При вывертывании изделий из резьбооформляющих гнезд 7 и вращении толкателей 16 плита 6 матриц начинает перемещаться по колонкам 18 и образуется разъем II. После освобождения резьбовой части изделия плита 6 матриц останавливается ограничительными шайбами на колонках 22, задерживаются ограничителями плиты выталкивания А и вследствие этого трубчатые выталкиватели 16, вращаясь, выталкивают из зубчатооформляющих гнезд 8 изделия. Центральные, знаки I перемещаются при этом совместно с изделиями на величину их зубчатого участка.Дальнейшим перемещением трубчатых выталкивателей 15 изделия сталкиваются с центральных знаков. Плита съема 21 литников перемещается с помощью втулочно-роликовой цепи 23, в ходе которого литники сбрасываются.с задержек 20 и образуется разъем III. Далее форма смыкается и цикл повторяется. Использование предлагаемой формы позволяет изготавливать изделия со сложным профилем, имеющим резьбовые и зубчатые участки. Формула изобретения Литьевая форма для полимерных изделий с внешней резьбой, содержащая неподвижную полу4юрму и подвижную, включающую опорную плиту, центральные знаки, матрицы с резьбооформляющими гнездами, установленные с одной из промежуточных плит толкатели плиты матриц, причем толкатели выполнены в виде ведомых шестерен, кинематически связанных с механизмом вывертывания изделий, о тличаю. тем, что, с целью обеспечения возможности изготовления изделий с участком с зубчатым профилем, матрица выполнена составной из полуматриц, одни из которых - с зубчаТооформляющими гнездами - выполнены в виде ведомых шестерен, которые кинематически связаны с механизмом вывертывания изделий и установлены в промежуточной плите.
595 24 6
а центральные знаки установлены с 1 . Авторское свидетельство СССР возможностью вращения в опорной плите. N 3(, кл. В 29 С 5/00, 1972.
Источники информации,по заявке № 300778it/23-05, 1980
принятые во внимание при экспертизе s (прототип).
2. Авторское свидетельство СССР

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1983 |
|
SU1199643A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU973379A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |