2. Литьевая форма по п. 1, отличающаяся тем, что толкающая выполнена в виде рамки, концентрично размещенной на пуансоне, а механизм перемещения толкающей плиты выполнен в виде парных закрепленных на обойме матрицы, подпружиненных одна к другой раздвижных планок с гнездами, взаимодействующих со щтифтами, закрепленными в толкающей плите, и скосами на внещних поверхностях, взаимодействующими с эксцентрично установленными на осях, закрепленных на литниковой плите, роликами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1122518A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1212825A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2046717C1 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |

1. ЛИТБЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНБ1Х ПОЛИМЕРНБ1Х ИЗДЕЛИЙ, содержащая неподвижную полуформу, включающую в себя литниковую плиту, жестко связанную с пуансоном, в котором выполнен литниковый канал, толкающую плиту с выталкивателями и знаки, механизм перемещения толкающей плиты, подвижную платформу, включающую в себя основание с закрепленной на нем обоймой матрицы, отличающаяся тем, что, с целью расширения технологических возможностей формы за счет изготовления коробчатых изделий с поднутрениями в выступах, вдоль одной из боковых поверхносте.Ч, форма снабжена выполненными в виде П-образных пластин ползунами, установленными в неподвижной полуформе с возможностью перемещения вдоль одной из боковых поверхностей пуансона, при этом одно плечо ползунов жестко связано со знаком, а другое выполнено с отверстием под наклонную колонку.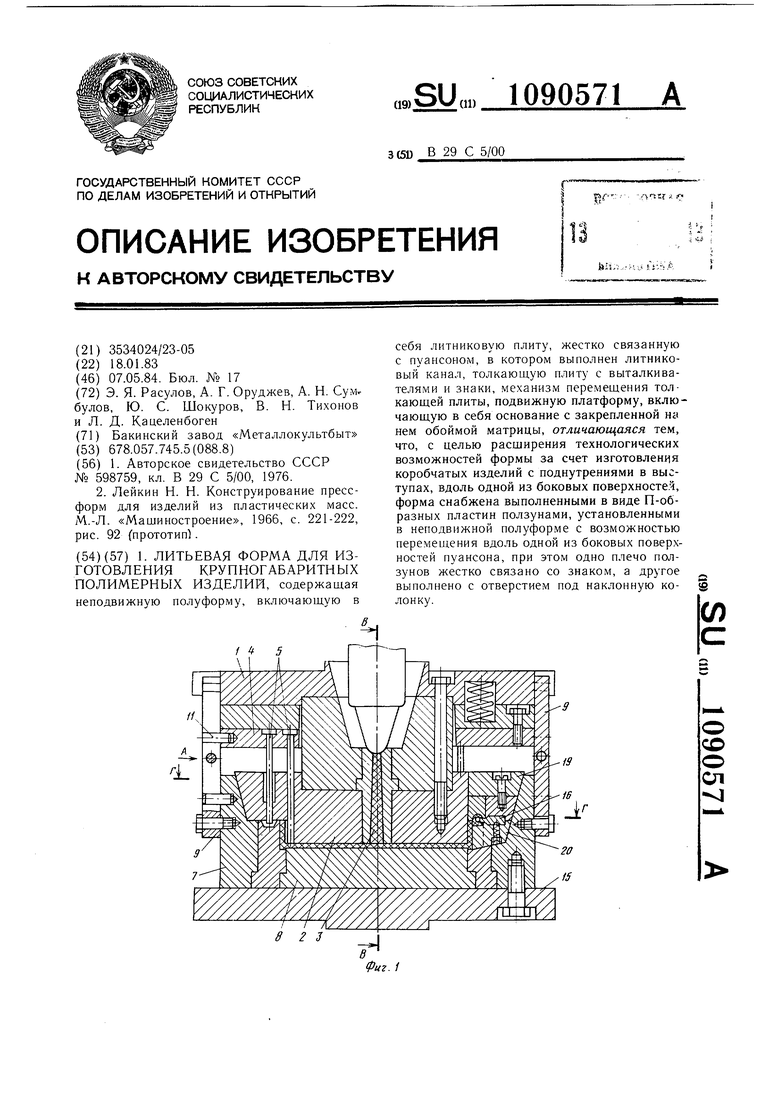
1
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них крупногабаритных коробчатых изделий с поднутрением в выступах например частей чемоданов с отверстиями в проущинах.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу и подвижную полуформу, включающую выталкивающую систему и пуансон с расположенным в нем знаком.
Перемещение знака обеспечивается упором, взаимодействующим с литниковой плитой и пружиной 1.
Форма позволяет изготовлять изделия с поднутрением ограниченной глубины и по нормали к поверхности изделия.
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является литьевая форма для изготовления крупногабаритных полимернь х изделий, содержащая неподвижную полуформу, включающую литниковую плиту, жестко связанную с пуансоном, в котором выполнен литниковый канал, толкающую плиту с выталкивателями и знаки, механизм перемещения толкающей плиты, подвижную полуформу, включающую основание с закрепленной на ней обоймой матрицы 2.
Однако известная форма не позволяет изготовлять изделия с поднутрениями в выступах, вдоль одной из боковых поверхностей коробчатых изделий.
Целью изобретения является расщирение технологических возможностей формы за счет изготовления коробчатых изделий с поднутрениями в выступах, вдоль одной из боковых поверхностей изделий.
Поставленная цель достигается тем, что литьевая форма для изготовления крупногабаритных полимерных изделий, содержащая неподвижную полуформу, включающую в себя литниковую плиту, жестко связанную с пуансоном, в котором выполнен литниковый канал, толкающую плиту с выталкивателями и знаки, механизм перемещения толкающей плиты, подвижную полуформу
включающую в себя основание с закрепленной на нем обоймой матрицы, снабжена выполненными в виде П-образных пластин ползунами, установленными в неподвижной полуформе с возможностью перемещения вдоль одной из боковых поверхностей пуансона, при этом одно плечо ползунов жестко связано со знаком, а другое выполнено с отверстием под наклонную колонку.
Кроме того, толкающая плита выполнена в виде рамки, концентрично размещенной на пуансоне, а механизм перемещения толкающей плиты выполнен в виде парных, закрепленных на обойме матрицы, подпружиненных одна к другой раздвижных пла5 нок с гнездами, взаимодействующими со щтифтами, закрепленными в толкающей плите, и скосами на внещних поверхностях, взаимодействующими с эксцентрично установленными на осях, закрепленных на литниковой плите, роликами.
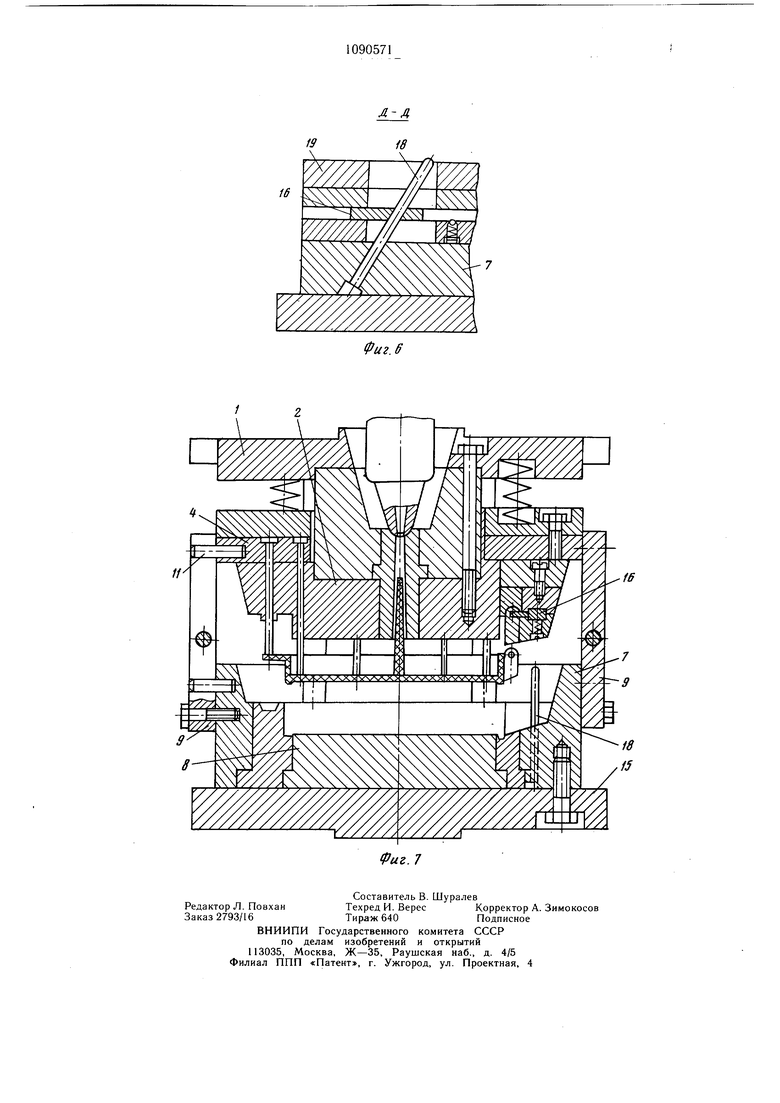
На фиг. 1 показана форма в разрезе; на фиг. 2 - вид А на фиг. 1 (вид на механизм перемещения толкающей плиты); на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез
5 Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 5; на фиг. 7 - форма в разрезе при съеме изделия.
Литьевая форма содержит неподвижную полуформу, включающую литниковую плиту
1, жестко связанную с пуансоном 2, в котором выполнен литниковый канал 3, толкающую плиту 4 с выталкивателями 5 и знаки 6. Толкающая плита 4 выполнена в виде рамки, концентрично размещенной на пуансоне 2. Механизм перемещения толкающей плиты 4 выполнен в виде парных закрепленных на обойме 7 матрицы 8, подпружинен,ных одна относительно другой раздвижных оланок 9 с гнездами 10, взаимодействующих со штифтами 11, закрепленными в толкаю0 щей плите 4, и скосами 12 на внешних поверхностях, взаимодействующих с эксцентрично установленными на осях 13, закрепленных на литниковой плите 1, роликами 14. Подвижная полуформа включает основание 15 с закрепленной на ней обоймой 7 матрицы 8. Форма снабжена выполненными а виде П-образных пластин ползунами 16, установленными в неподвижной полуформе с возможностью перемещения вдоль одной из боковых поверхностей пуансона 2. Одно плечо ползунов 16 жестко связано со знаком 6, а другое выполнено с отверстием 17 под наклонную колонку 18. Ползуны 16 размещены между планками 19 и 20. Гнезда 10 в раздвижных планках 19 выполнены на длину, равную холостому ходу толкающей плиты. Для центрирования подвижной и неподвижной полуформ предусмотрены колонки 21. Толкающая плита 4 подпружинена относительно литниковой плиты 1 и снабжена контртолкателями 22. Литьевая форма работает следующим образом. После впрыска полимерного материала и технологической выдержки форма раскрыБается, при этом наклонными колонками 18 знаки 6 выводятся из изделия, которое остается на пуансоне 2. Одновременно с этим щтифты 11 перемещаются в гнездах 10 раздвижных планок 9, удерживаемых в сомкнутом положении роликами 14. По окончании перемещения на величину холостого хода толкающая плита 4 увлекается раздвижными планками 9 и изделие выталкивателями 5 снимается с пуансона 2. Далее раздвижные планки 9 прекращают взаимодействие с роликами 14 и раскрываются щтифтами 11. Плавное взаимодействие с роликами 14 осуществляется благодаря их эксцентричной установке на осях 13. После выхода наклонных колонок 18 из отверстий 17 ползунов 16 последние фиксируются. Раздвижные планки 9, освободивщись от роликов 14, удерживаются от отклонения пальцами. Закрытие формы производится в обратной последовательности; за счет внутренних скосов щтифты 11 вводятся в гнезда 10 раздвижных планок 9, которые смыкаются пружинами и фиксируются роликами 14, причем фиксация осуществляется плавно из-за эксцентриситета роликов и скосов 11 на внещних поверхностях раздвижных планок 9. В исходное положение толкающая плита 4 возвращается контртолкателями 22. Изобретение позволяет при формировании коробчатых изделий выполнять в выступах отверстие в непосредственной близости от боковой поверхности и вдоль нее, так как для перемещения ползуна используется его плечо, не связанное непосредствен но со знаком. Кроме того, выполнение толкающей плиты в виде рамки и ее размещение на пуансоне сокращает габариты формы, а выполнение механизма перемещения толкающей плиты обеспечивает более плавное раскрытие формы, без ударных нагрузок, что в целом повыщает надежность ее работы. Использование изобретения позволит расщирить технологические возможности литьевых форм для изготовления крупногабаритных изделий.
ВидА
fpuz.Z
б- Б
Фиг.З
Г- Г
а21
Фиг.5
19
W
Жгю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления изделий с поднутрением | 1976 |
|
SU598759A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лейкин Н | |||
| Н | |||
| Конструирование прессформ для изделий из пластических масс | |||
| М.-Л | |||
| «Машиностроение, 1966, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
