Изобретение относится к обработке металлов давлением, а именно к развальцовке концов труб и может быть использовано в котлостроении, при изготовлении насадок трубных решеток кубов воздухоподогревателей.
Насадками определенной конструкции армируют входные участки труб трубных решеток. На один куб воздухоподогревателя необходимо изготовить около 1 млн. насадок.
Основной проблемой при изготовлении насадок является необходимость развальцовки второго конца насадки, вызванная за- оваливанием концов труб-заготвок на внутреннюю поверхность трубы в процессе резки труб на мерные заготовки клиновыми дисковыми ножами. Введение еще одной операции при изготовлении насадок повышает трудоемкость их изготовления и снижает производительность.
Возникает необходимость в создании станка, позволяющего развальцовывать оба конца заготовок, без введения дополнительной операции и соответственно без уве- личения трудоемкости и снижение производительности изготовления насадок.
Известно устройство для формирования раструбов на концах труб, содержащее установленные соосно на станке конический пуансон с приводом вращения, формо- образующую втулку и механизм для закрепления и подачи труб в зону обработки. Известное устройство позволяет развальцовывать концы труб разной длины и разную величину, но при этом необходимо переустанавливать деталь, так как конструктивные особенности устройства не позволяют развальцовывать одновременно обе конца трубы, что снижает производительность.
м
оо Ivi
0
:Ю СЬ
иявгЗ)
Наиболее близким техническим решением, принятым за прототип, является автоматическое приспособление для одновременной раздачи обоих концов труб, содержащее станину, ползун, установленный на направляющих станины с возможностью возвратно-поступательного движения и жестко закрепленным на нем клином, пуансоны, толкатель установленный на станине также с,возможностью возвратно-поступательного движения. Известное автоматической приспособление позволяет обрабатывать сразу оба конца труб, но так как пуансоны связаны посредством пальцев с рычагами, приводимыми в движение клином, то развальцовка концовтруб возможна только на одинаковую величину.
При изготовлении же насадок для кубов воздухоподогревателей необходимо развальцовывать оба конца, но каждый на разную величину, и кроме того необходима операция по разрезке-насадки по ее образующей, для ее обжатия и введения в трубу.
Цель изобретения - разработка конструкции автомата, обеспечивающего расширение технологических возможностей.
Поставленная цель достигается тем, что автомат, содержащий установленные на станине и обращенные навстречу один другому пуансоны, один из которых смонтирован с возможностью возвратно-поступательного осевого перемещения по направляющим от индивидуального привода, расположенный между пуансонами с возможностью возвратно-поступательного перемещения от индивидуального привода ползун, взаимодействующий с поворотной люлькой для укладки и сброса заготовки через толкатель и клин, неподвижно азкрепленный на ползуне и магазин для заготовок с механизмом подачи их в люльку, снабжен ложементом для срабатываемой заготовки, режущим механизмом, съемником и механизмом обжима, размещенными между пуансонами, при этом последние расположены параллельно один другому, привод перемещения подвижного пуансона выполнен в виде подпружиненных тяг, жестко соединенных с ползуном, люлька в позиции укладки заготовки размещена по оси неподвижного пуансона с возможностью возвратно-поступательного перемещения параллельно ползуну от индивидуального привода и подпружинена ктол- кателю, а режущий механизм, механизм обжима и подвижный пуансон расположены соосно, причем ложемент неподвижно закреплен на ползуне, а ползун снабжен двумя дополнительными клиньями, смонтированными с возможностью периодического взаимодействия: один - с механизмом
подачи заготовок в люльку и второй - с приводом возвратно-поступательного перемещения люльки. Кроме того, режущий механизм выполнен в виде жестко связан5 ной со станиной державки и установленного на нем роликового ножа, а каждый пуансон выполнен в виде роликовой вальцовки с индивидуальным приводом вращения. Съемник выполнен в виде смонтированной в 10 ползуне с возможностью поворота на угол 45° трубы, установленной в ней с возможностью осевого перемещения штанги, размещенной в станине с возможностью свободного перемещения штанги, разме15 щенной в станине с возможностью свободного вращения и кинематически связанной с индивидуальным приводом поворота и двух прижимных планок с подпружиненными накладками, расположенными на трубе с
20 возможностью регулировочного осевого перемещения, Механизм обжима выполнен в виде четырех губок, одна из которых жестко закреплена на станине, а три другие установлены с возможностью радиального пе25. ремещения от индивидуальных приводов. Привод возвратно-поступательного перемещения люльки выполнен в виде шарнир- но закрепленного на станине двуплечего рычага, смонтированного с возможностью
30 периодического контакта одним своим плечом с соответствующим клином ползуна, и планки, закрепленной на люльке и шарнир- но связанной со вторым плечом рычага. Привод ползуна выполнен в виде кривошип35 но-шатунного механизма.
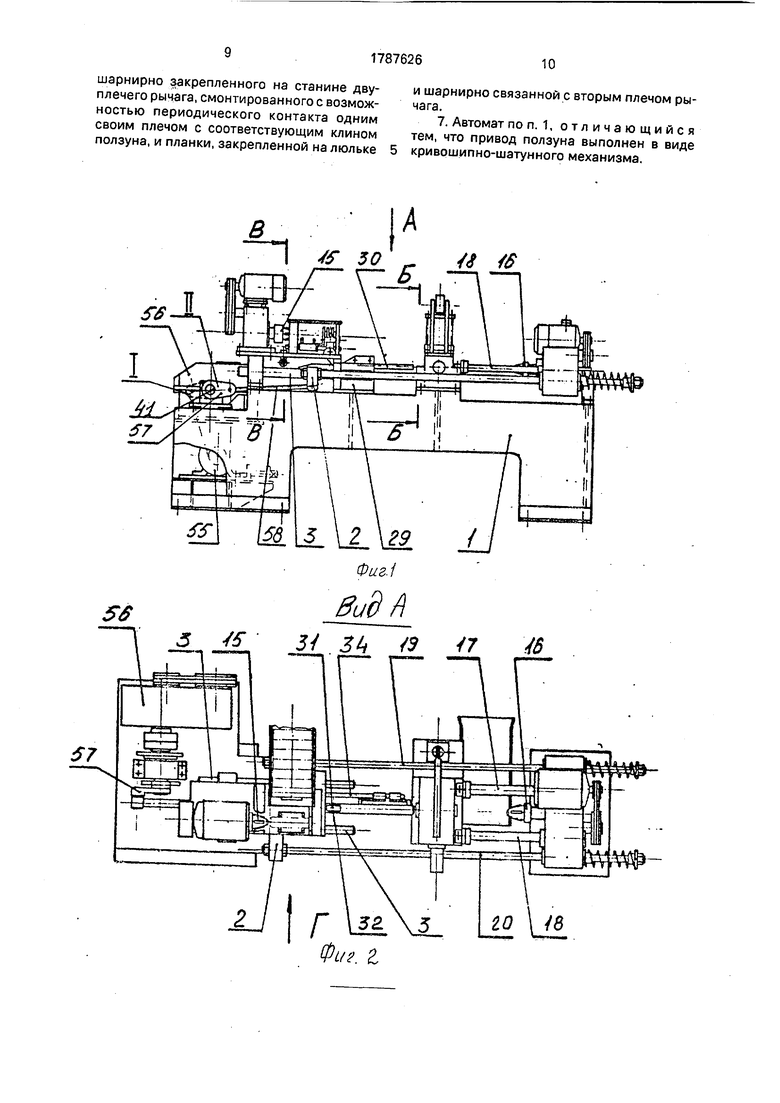
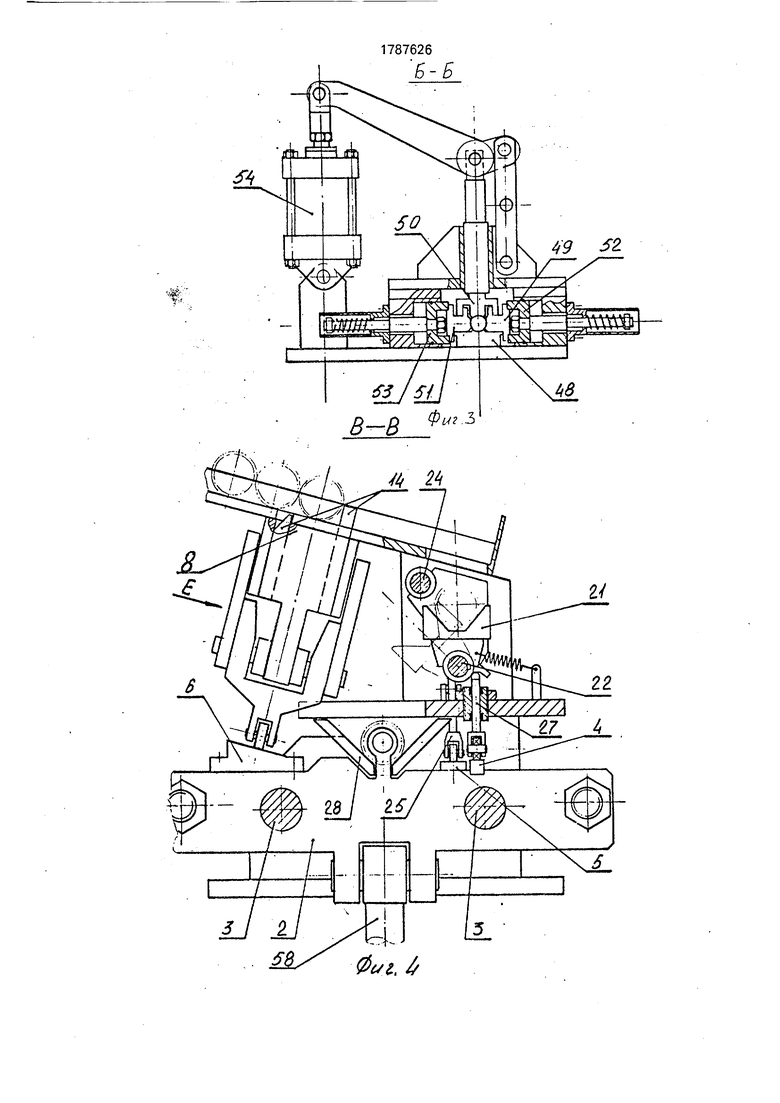
На фиг. 1 изображен автомат для изготовления насадок, общий вид; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- разрез В-В на фиг. 1; на
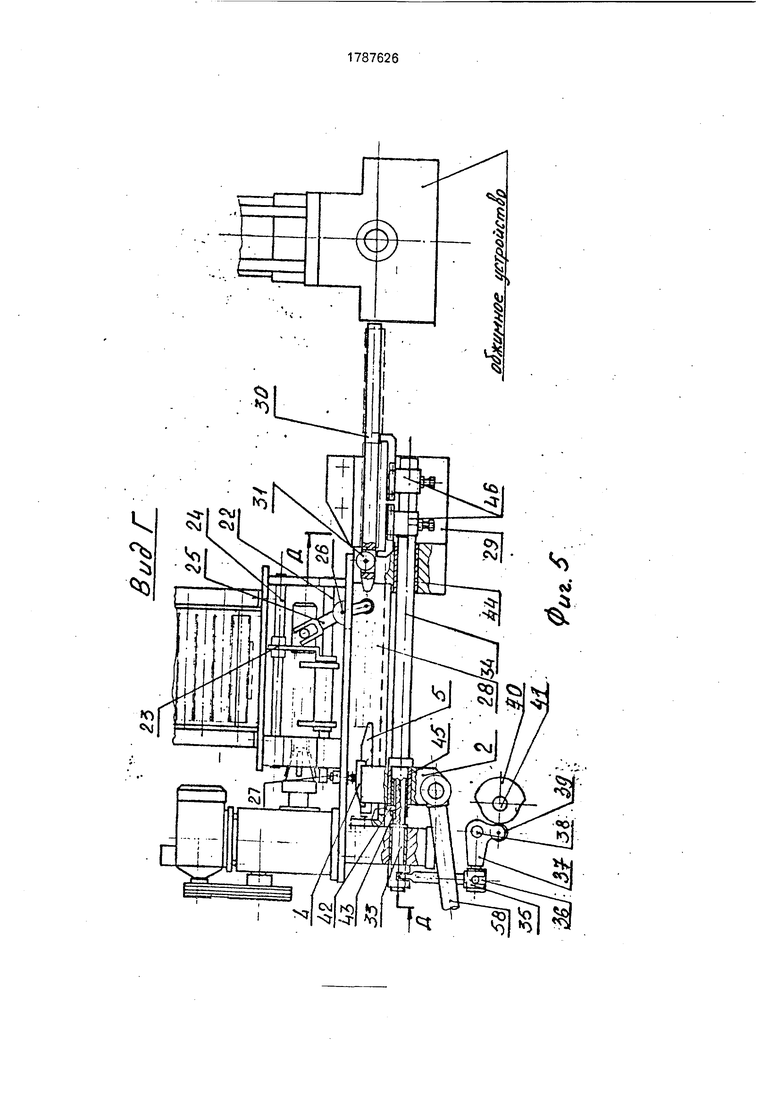
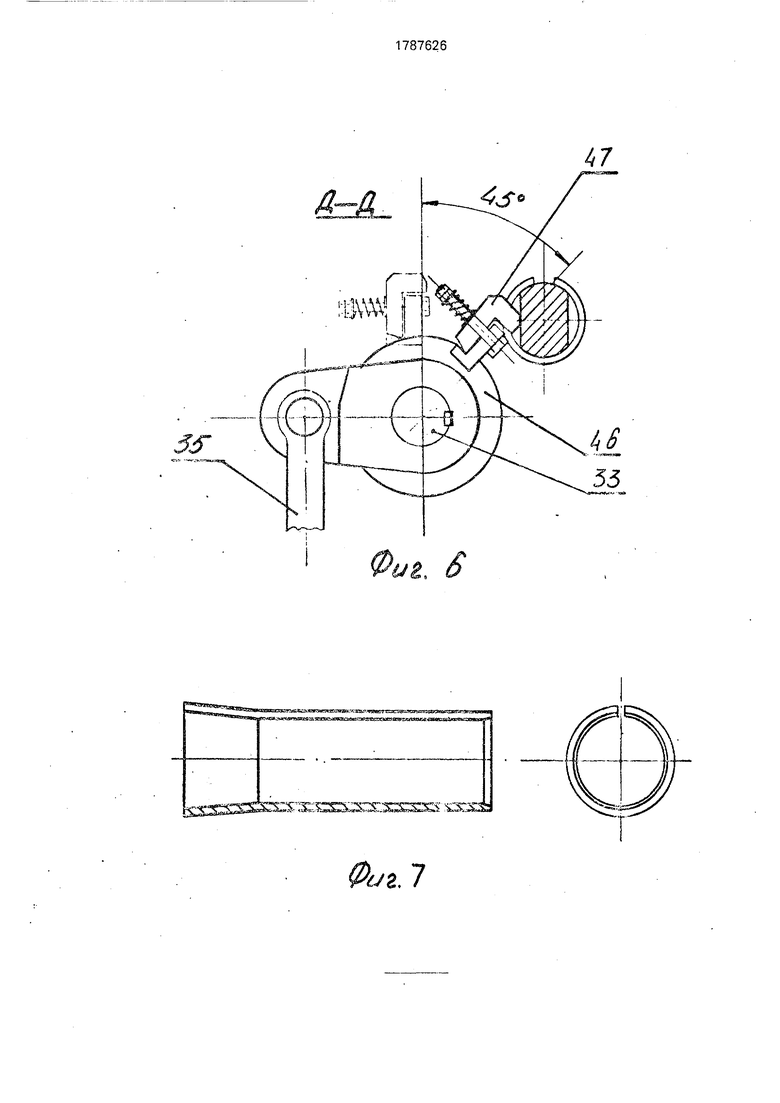
40 фиг. 5 - вид Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 5; на фиг. 7 - насадка; на фиг. 8 - вид Е на фиг. 4.
Автомат для раздачи концов втулок содержит станину 1, ползун 2, установленный
45 на направляющих 3 станины, с жестко закрепленными на нем клиновыми поверхностями (клиньями) 4, 5, 6. С клиновой поверхностью клина 6 взаимодействует толкатель 7 для подачи изделий, установлен0 ный на станине 1 и выполненный в виде двуплечего рычага 8(фиг. 8), установленного на оси 9 с возможностью свободного поворота на ней. Ось закреплена на корпусе 10. Корпус 10 является составной частью толка5 теля 7, жестко закрепленного на станине 1 (см. фиг, 4 и вид Е фиг. 8) посредством винтов. При этом на одном плече упомянутого рычага 8 установлен ролик, взаимодействующий с клином 6, а другое плечо подпружи- нено и имеет паз 12, сопряженный с
пальцем 13, установленным в горизонтальном пазу корпуса 10. Кроме того в корпусе 10 размещены подвижно планки 14 с пазами, выполненными под углом к оси горизонтального паза корпуса 10. При этом ось горизонтального паза корпуса 10 является биссектрисой угла а. Угол а обеспечивает величину хода подвижных планок 14 и выбирается в зависимости от диаметра обрабатываемых втулок, так как для надежной фиксации и поштучной выдачи заготовок, необходимо, чтобы планки 14 имели ход не менее радиуса обрабатываемых втулок (фиг. 4), а расположение пазов в подвижных планках 14 позволяет планкам двигаться в противоположном направлениях относительно друг друга и выдавать заготовки поштучно.
На станине 1 также установлены пуансоны 15,16, каждый из которых представляет собой роликовую вальцовку, снабженную индивидуальным приводом вращения. При этом, одна вальцовка - пуансон 15 установлена на станине неподвижно, а вальцовка - пуансон 16 установлена с возможностью возвратно-поступательного перемещения по направляющим 17 и 18 посредством тяг 19 и 20, приводимых в движение ползуном 2.
Для приема изделия предусмотрен поворотный барабан, который выполнен в виде подпружиненной относительно оси поворота люльки 21 (фиг. 4), осью поворота которой является направляющая 22.
Люлька установлена также с возможностью возвратно-поступательного перемещения под действием толкающей планки
23. установленной на направляющих 22 и
24. с возможностью перемещения по ним под действием двуплечего рычага 25, ось поворота которого 26, связана со станиной 1, а одно из плеч снабжено роликом, взаимодействующим с клином 5 ползуна 2. Кроме того, люлька-барабан взаимодействует с толкателем 27, сопрягаемым с клином 4 ползуна 2, толкатель 27 сообщает люльке воз- вратно-качательное движение.
Для последующей передачи изделия из люльки 21 в устройстве предусмотрен ложемент 28, жестко закрепленный на приводном ползуне 2 для передачи изделий к механизму реза, введенном в устройство и выполненном в виде корпуса 29 (фиг. 1, фиг. 5), закрепленном на станине 1, в корпусе жестко закреплена державка 30. в прорези которой на полуосях 32 с возможностью свободного поворота установлен роликовый нож 31.
Кроме того, устройство снабжено съемником изделия, который представляет собой телескопически связанные между собой
штангу33 и трубу 34. Штанга 33установлена
в подшипниковой опоре с возможностью
поворота в ней на угол 45° (фиг. 6) под действием тяги 35, связанной посредством сухаря 36 с двуплечим рычагом, с осью поворота 38, с роликом 39, контактирующим с кулачком 40, сидящим на приводном валу 41.
0 Труба 34 со штангой 33 связана посредством упора 42, входящего в шпоночный паз 43 штанги. Труба установлена в подшипниковых опорах 44 и 45 с возможностью поворота в них на угол 45° и
5 продольного перемещения под действием жесткой связи с ползуном 2 посредством штифта 42. При этом на трубе 34 установлены две прижимные планки 46 с подпружиненными накладками 47 с возможностью
0 регулировочного перемещения вдоль трубы 34. Между механизмом реза и подвижной вальцовкой 16 на станине 1, жестко закреплено обжимное устройство, выполненное в виде 4-х губок, одна из которых 48 закреп5 лена неподвижно, а три других 49, 50, 51 установлена с возможностью радиального перемещения от трех силовых цилиндров 52, 53,54.
Привод станка состоит из двигателя 55,
0 редуктора 56, кривошипа 57, сидящего на валу и шатуна 58, шарнирно соединенного с ползуном 2.
Автомат для изготовления насадок работает следующим образом.
5 С включением привода станка приходит в движение кривошип 57, который, перемещаясь из положения I (фиг. 1) в положение II посредством шатуна 58, приводит в движение ползун 2 с жестко закрепленным на
0 нем клином 4. Толкатель 27, освобождаясь от воздействия клина 4, опускается, и подпружиненная люлька 21 становится в вертикальное положение, при этом толкатель 7 под действием клина 6, отделяет одну заго5 товку с накопителя и она под собственным весом скатывается в люльку 21, в этот момент при перемещении ползуна 2, посредством клина 5 и рычага 25 и толкающей планки 23 перемещается люлька 21 по на0 правляющей 22 с находящейся в ней заготовкой и прижимает ее к вращающейся роликовой вальцовке 15. Заготовка развальцовывается с одного торца.
Далее кривошип 57, перемещаясь из
5 положения II (фиг. 1) в положение I, посредством шатуна 58 ведет за собой ползун 2, на котором рычаг 25, взаимодействуя с клином 5, поворачиваясь на оси 26, отводит посредством толкающей планки 23 люльку 21 с заготовкой от вальцовки 15. Продолжая дви
гаться в том же направлении, ползун 2 клином 4 воздействует на толкатель 27, который поднимаясь, опрокидывает люльку и заготовка скатывается в ложемент 28.
Начинается второй оборот кривошипа 57. Двигаясь из положения I в положение II, кривошип толкает посредством шатуна 58 ползун 2, который перемещает заготовку по ложементу 28 и подает ее на державку 30 механизма реза. При дальнейшем движении ползуна заготовка разрезается роликовым ножом 31 по образующей. Разрезанная заготовка остается на державке 30 и дальнейшее ее перемещение осуществляется съемником - штангой 33, которая под воздействием кулачка 40 поворачивается на угол 45° вместе с трубой 34. Накладки 47 прижимаются к державке 30 и посредством жесткой связи штифта 42 с движущимся ползуном 2 накладки 47, скользя вдоль державки 30, подают заготовку с державки в обжимное устройство на неподвижную губку 48.
Срабатывают пневмоцилиндры 52, 53, 54. Заготовка обжимается до необходимого диаметра. Движущийся в это время ползун 2 посредством тяг 19 и 20 перемещает по направляющим 17, 18 вальцовку 16, которая, прижимаясь с торца к зажатой в обжимном механизме заготовке, развальцовывают со второго торца на необходимую величину.
Величина развальцовки второго торца заготовки может регулироваться путем изменения длины тяг 19 и 20. После развальцовки второго конца заготовки пневмоцилиндры 52, 53, 54 разжимают губки 49, 50, 51 обжимного механизма и готовая деталь выталкивается следующей заготовкой.
Предлагаемый станок-автомат позволяет путем обеспечения возможности развальцовки обоих концов труб на разную величину, за счет введения дополнительных механизмов, что расширяет технологические возможности автомата.
Формула изобретения
1, Автомат для раздачи концов втулок, содержащий установленные на станине и обращенные навстречу один другому пуансоны, один из которых смонтирован с возможностью возвратно-поступательного осевого перемещения по направляющим от индивидуального привода, расположенный между пуансонами с возможностью возвратно-поступательного перемещения от индивидуального привода ползун, взаимодействующий с поворотной люлькой для укладки и сброса заготовки через толкатель и клин, неподвижно закрепленный на ползуне и магазин для заготовок с механизмом
подачи их в люльку, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен ложементом для сбрасываемой заготовки, режущим механизмом, съемником и ме0 ханизмом обжима, размещенными между пуансонами, при этом последние расположены параллельно один другому, привод перемещения подвижного пуансона выполнен в виде подпружиненных
5 тяг, жестко соединенных с ползуном, люлька в позиции укладки заготовки размещена по оси неподвижного пуансона с возможностью возвратно-поступательного перемещения параллельно ползуну от инди0 видуального привода и подпружинена к толкателю, а режущий механизм, механизм обжима и подвижный пуансон расположены соосно, причем ложемент неподвижно закреплен на ползуне, а ползун снабжен дву5.мя дополнительными клиньями, смонтированными с возможностью периодического взаимодействия: один - с механизмом подачи заготовки в люльку и другой - с приводом возвратно-поступательного
0 перемещения люльки.
2. Автомат по п. 1, отличающий с- я тем, что режущий механизм выполнен в виде связанной со станиной державки и установленного на ней роликового ножа.
5 3. Автомат по п. 1, отличающийся тем, что каждый пуансон выполнен в виде роликовой вальцовки с индивидуальным приводом вращения.
4. Автомат по п. 1, отличающийся 0 тем, что съемник выполнен в виде смонтированной в ползуне с возможностью поворота ка угол 45° трубы, установленной в ней с возможностью осевого перемещения штанги, размещенной в станине с воз- 5 можностью свободного вращения и кинематически связанной с индивидуальным приводом поворота и двух прижимных планок с подпружиненными накладками, расположенных на трубе с возможностью 0 регулировочного осевого перемещения.
5. Автомат по п. 1, отличающийся тем, что механизм обжима выполнен в виде четырех губок, одна из которых жестко закреплена на станине, а три другие установ- 5 лены с возможностью радиального перемещения от индивидуальных приводов.
6. Автомат поп. 1, отличающийся тем, что привод возвратно-поступательного перемещения люльки выполнен в виде
шарнирно закрепленного на станине дву- плечего рычага, смонтированного с возможностью периодического контакта одним своим плечом с соответствующим клином
и шарнирно связанной с вторым плеч чага.
7. Автомат поп. 1, отличающ тем, что привод ползуна выполнен
ползуна, и планки, закрепленной на люльке 5 кривошипно-шатунного механизма.
и шарнирно связанной с вторым плечом рычага.
7. Автомат поп. 1, отличающийся тем, что привод ползуна выполнен в виде
.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
| Автомат для одновременной развальцовки обоих концов тонкостенных трубок | 1961 |
|
SU150090A1 |
| Устройство для изготовления трубных изделий | 1982 |
|
SU1076212A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |

Использование: в котлостроении при изготовлении насадок трубных решеток кубов воздухоподогревателей, что обеспечивает расширение технологических возможностей автомата. Сущность изобретения: на станине установлены подвижный и неподвижный пуансоны с приводами их вращения. Между пуансонами размещены магазин с заготовками, механизм подачи заготовок, люлька для укладки и сброса заготовки на ложемент, съемник, режущий механизм, механизм обжима и приводной ползун с закрепленными на нем клиньями, которые при перемещении ползуна согласованно приводят в действие вышеперечисленные узлы и механизмы. Представлено также их конкретное выполнение. 6 з. п. ф-лы, 8 ил.
| Автоматическое приспособление для одновременной раздачи обоих концов тонкостенных трубок | 1959 |
|
SU124407A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
