Изобретение относится к порошковой металлургии, в частности к способам контроля качества заготовок из металлокерамического вольфрама для подогревателей электровакуумных приборов (ЭВП).
Известен способ контроля качества заготовок из металлокерамического вольфрама для высокотемпературных подогрева- телей ЭВМ, включающий отжиг заготовок, измерение относительного электрического сопротивления при температуре жидкого азота ( ) и отбраковку по заданному пределу относительного электросопротивления.
) и отбраковку по заданному пределу относительного электросопротивления.
Этот способ позволяет контролировать структуру вольфрамовой проволоки в полностью рекристаллизованном состоянии на начальных стадиях ее изготовления.
Недостатком известного способа является невозможность определения температуры начала собирательной рекристаллизации, которая характеризует возможность использования проволоки для изготовления подогревателей ЭВМ.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ контроля качества проволоки из металлокерамического вольфрама для подогревателей электровакуумных приборов, включающий получение штабиков для изготовления проволоки, содержащих пузырьки с алюмокремнещелочной присадкой, их обработку до проволоки, микроскопическое исследование, отбраковку. При этом микроскопическое исследование проводят на конечной стадии получения проволоки, а отбраковку проводят по появлению крупных зерен в отожженной проволоке, что определяет температуру начала собирательной рекристаллизации.
Известный способ достаточно трудоемок. Это связано с тем, что контроль производят на конечной стадии получения проволоки, что затрудняет корректировку технологии на начальных стадиях процесса ее изготовления.
Целью изобретения является снижение трудоемкости процесса контроля качества проволоки из металлокерамического вольфрама для подогревателей электровакуумных приборов (ЭВП).
Поставленная цель достигается за счет того, что в известном способе контроля качества проволоки из металлокерамического вольфрама для подогревателей электровакуумных приборов, включающем получение штабиков для изготовления проволоки, содержащих пузырьки с алюмокремнещелочной присадкой, микроскопическое исследование и отбраковку, согласно изобретению микроскопическое исследование проводят на штабиках путем измерения среднего диаметра пузырьков, содержащих присадку, а отбраковку проводят путем сравнения этой величины с заданной величиной среднего диаметра, исходя из условий выполнения соотношения
0,70 ≅  ≅ 1,50 где dизм измеряемый средний диаметр пузырьков;
≅ 1,50 где dизм измеряемый средний диаметр пузырьков;
dстат среднестатистический измеренный диаметр пузырьков.
Проведение контроля на начальных стадиях технологического процесса с целью определения пригодности вольфрамовой проволоки для подогревателей ЭВП стало возможным благодаря обнаруженной зависимости между средним размером пузырьков на штабиках и температурой начала собирательной рекристаллизации в проволоке, полученной из этих штабиков.
Известно, что в процессе получения заготовок основное количество алюмокремнещелочной присадки, вводимой в шихту для получения требуемой структуры в отожженной проволоке, испаряется и в штабиках остаются пары (пузырьки), содержащие следы этой присадки.
Измерение среднего диаметра пузырьков на штабиках позволяет определить величину температуры начала собирательной рекристаллизации и по ней оценить пригодность этих заготовок для изготовления проволоки для подогревателей ЭВП.
Пример осуществления способа.
Изготавливают штабики из металлокерамического вольфрама с алюмокремнещелочной присадкой сечением 12х12 мм2.
Микроскопическое исследование проводят на изготовленных штабиках на растровом электронном микроскопе, где средний диаметр пузырьков определяется при 5000-кратном увеличении по методу Джеффриса. Отбраковку осуществляют путем сравнения измеренного среднего диаметра пузырьков по среднестатистическим диаметрам пузырьков. При этом годными для производства проволоки являются штабики, для которых выполняется соотношение 0,70  1,50, что соответствует температуре начала собирательной рекристаллизации.
1,50, что соответствует температуре начала собирательной рекристаллизации.
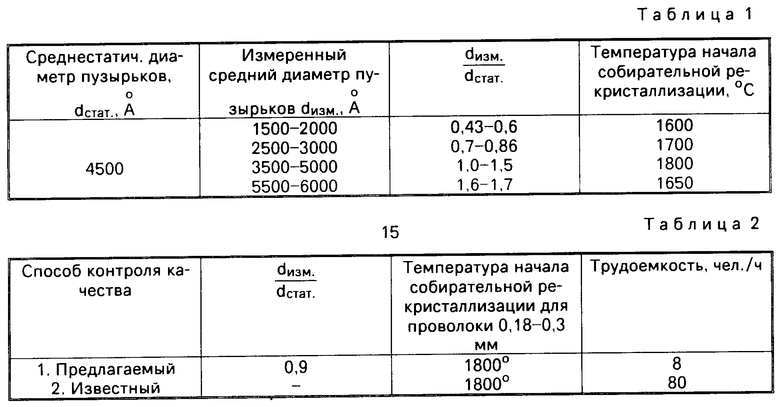
Результаты контроля температуры начала собирательной рекристаллизации по предложенному способу приведены в табл.1.
Для вольфрамовой проволоки диаметром 0,18-0,3 мм, предназначенной для изготовления подогревателей, температура начала собирательной рекристаллизации согласно действующей в настоящее время технологии составляет 1700-1800оС.
Из табл. 1 следует, что выполнение соотношения 0,70  1,50 соответствует температуре начала собирательной рекристаллизации 1700-1800оС.
1,50 соответствует температуре начала собирательной рекристаллизации 1700-1800оС.
Сpавнение результатов контроля качества по известному и предложенному способам приведено в табл.2.
Как видно из табл.2, оба способа дают аналогичный результат по оценке пригодности проволоки и металлокерамического вольфрама для подогревателей ЭВП, но заявляемый способ в 10 раз менее трудоемкий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРУТКОВ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ПОДОГРЕВАТЕЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1984 |
|
SU1216884A1 |
| Способ контроля заготовок из молибденовых сплавов | 1981 |
|
SU998575A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛЬФРАМОВОЙ ПРОВОЛОКИ ДЛЯ ПОДОГРЕВАТЕЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1984 |
|
RU1188989C |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МОЛИБДЕНОВОГО СПЛАВА | 1983 |
|
SU1115486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛЬФРАМОВОГО ТОРИРОВАННОГО КАРБИДИРОВАННОГО КАТОДА | 1990 |
|
RU1723934C |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ СПЕЧЕННОГО СПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 1987 |
|
RU1534870C |
| Способ получения некристаллизующейся (мелкозернистой) проволоки из тугоплавкого металла | 1961 |
|
SU143010A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373024C1 |
| ВОЛЬФРАМОВЫЙ ПОРОШОК ДЛЯ НИТЕЙ НАКАЛА ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU203068A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ МЕТАЛЛОКЕРАМИЧЕСКОГО ВОЛЬФРАМА | 1988 |
|
SU1531296A1 |
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОВОЛОКИ ИЗ МЕТАЛЛОКЕРАМИЧЕСКОГО ВОЛЬФРАМА ДЛЯ ПОДОГРЕВАТЕЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ, включающий получение штабиков для изготовления проволоки, содержащих пузырьки с алюмокремнещелочной присадкой, микроскопическое исследование и отбраковку, отличающийся тем, что, с целью снижения трудоемкости, микроскопическое исследование проводят на штабиках путем измерения среднего диаметра пузырьков, содержащих присадку, а отбраковку проводят путем сравнения этой величины с заданной величиной среднего диаметра, исходя из условий выполнения соотношения
где dизм измеряемый средний диаметр пузырьков,
dстат среднестатистический диаметр пузырьков.
| Андреева Р.Т | |||
| Свойства и применение металлов и сплавов для электровакуумных приборов, м.: Энергия, 1973. |
