Изобретение относится к обработке металлов давлением, в частности к изготовлению проволоки из металлокерамического вольфрама.
Цель изобретения повышение выхода годного.
Способ осуществляют следующим образом.
После получения штабиков из металлокерамического вольфрама осуществляют измерение электрического сопротивления штабика при температуре жидкого азота Rш 77,4 и при комнатной температуре R 293К и определяют величину относительного электрического сопротивления штабика Zшт по формуле
Zшт= 
Затем штабики подвергают ковке и осуществляют волочение с суммарным обжатием 99,0%-99,5% После этого отбирают образцы проволоки, определяют относительное электрическое сопротивление проволоки Zпр из соотношения
Zпр= 
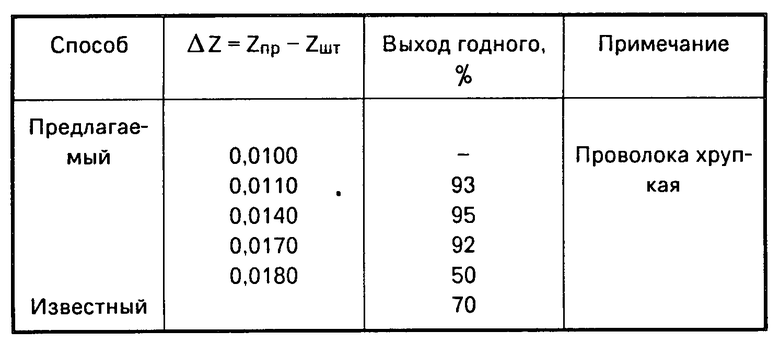
Затем вычисляют Δ Z=Zпр-Zшт и для последующего окончательного волочения на готовый размер отбирают ту проволоку, величина изменения электрического сопротивления до и после волочения которой составляет:
0,0110 ≅ΔZ≅ 0,0170.
Известно, что сопротивление металлов повышается при наклепе (нагартовке). Особенно сильно оно изменяется для вольфрама. При отжиге сопротивление падает до исходного (ненаклепанного) состояния.
Таким образом, если вычислить разницу между сопротивлением вольфрамовой проволоки в нагартованном состоянии и сопротивлением вольфрамового штабика, из которого делалась эта проволока, характеризующим ненаклепанное состояние, ΔZ=Zпр-Zшт, то мы получаем величину, определяющую уровень нагартовки проволоки. Как показали эксперименты, и это достаточно очевидно, чем сильнее наклепан (нагартован) металл, тем больше вероятность появления в нем дефектов, например расслоя.
Таким образом, уровень нагартовки определяет наличие расслоя в вольфрамовой проволоке.
Экспериментальные данные показали, если ΔZ<0,0110, то проволока очень хрупкая и последующее волочение не представляется возможным. Если же Δ Z>0,0170, то выход годного резко падает, так как высокий уровень нагартовки проволоки приводит при последующем волочении к увеличению количества расслоя в более тонкой проволоке.
П р и м е р. Проводили изготовление вольфрамовой проволоки марки ВА из штабиков размером 11,5х11,5 мм (20 шт. ). С помощью моста Р-39 измеряли электрическое сопротивление штабиков при температуре жидкого азота (Rшт 77,4К), затем при комнатной температуре (Rшт 293К) и определяли относительное электрическое сопротивление штабиков (Zшт), исходя из соотношения
Zшт= 
Затем штабики ковали до кружков диаметром 2,75 мм и проводили волочение до проволоки диаметром 1,25 мм (99,2% суммарное обжатие). Контроль качества проволоки проводили путем отбора образцов проволоки от каждой бухты и измерением с помощью моста Р-39 относительно элект- росопротивления Zпр=  отобранных образцов, также, как и штабиков. Вычисляли ΔZ=Zпр-Zшт и для последующего волочения отбирали бухты проволоки как с величиной 0,0110 ≅ΔZ≅ 0,0170, так и выходящей за эти пределы. Проволоку подвергали последующему волочению до диаметра 0,3 мм. Контроль на расслой проволоки диаметром 0,3 мм проводили с помощью дефектоскопа В023П. Выход годного определяли в как отношение числа бухт с количеством дефектов типа "расслой" менее 5% к общему числу бухт проволоки данной партии. Для сравнения изготавливали вольфрамовую проволоку по прототипу.
отобранных образцов, также, как и штабиков. Вычисляли ΔZ=Zпр-Zшт и для последующего волочения отбирали бухты проволоки как с величиной 0,0110 ≅ΔZ≅ 0,0170, так и выходящей за эти пределы. Проволоку подвергали последующему волочению до диаметра 0,3 мм. Контроль на расслой проволоки диаметром 0,3 мм проводили с помощью дефектоскопа В023П. Выход годного определяли в как отношение числа бухт с количеством дефектов типа "расслой" менее 5% к общему числу бухт проволоки данной партии. Для сравнения изготавливали вольфрамовую проволоку по прототипу.
Данные сведены в таблицу.
Таким образом, использование изобретения в производстве проволоки из металлокерамического вольфрама позволяет значительно повысить выход годной проволоки с минимальным количеством дефектов типа "расслой" (до 5% в каждой бухте).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления проволоки из спеченных материалов на основе вольфрама | 1975 |
|
SU553045A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛЬФРАМОВОЙ ПРОВОЛОКИ ДЛЯ ПОДОГРЕВАТЕЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1984 |
|
RU1188989C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ СПЕЧЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ВОЛЬФРАМА | 1986 |
|
SU1431183A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛЬФРАМОВОЙ ПРОВОЛОКИ | 2008 |
|
RU2389823C1 |
| Способ изготовления проволоки из спеченных материалов на основе вольфрама | 1980 |
|
SU971575A2 |
| Способ деформации спеченных пористых заготовок из вольфрамовых сплавов | 1989 |
|
SU1623834A1 |
| СПОСОБ ПРЕССОВАНИЯ ШТАБИКОВ ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И ПРЕСС-ФОРМА ДЛЯ ИХ ПРЕССОВАНИЯ | 2007 |
|
RU2381870C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОВОЛОКИ ИЗ МЕТАЛЛОКЕРАМИЧЕСКОГО ВОЛЬФРАМА ДЛЯ ПОДОГРЕВАТЕЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1982 |
|
SU1079053A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373024C1 |
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению проволоки из металлокерамического вольфрама. Цель изобретения повышение выхода годного. После получения штабиков из металлокерамического вольфрама определяют величину относительного электрического сопротивления штабика Zшт как отношение Rшт77, 4K/Rшт293K где Rшт77, 4К электрическое сопротивление штабика при температуре жидкого азота, а Rшт293K то же при комнатной температуре. Затем осуществляют ковку и волочение с суммарным обжатием 99,0 99,5% После волочения аналогичным образом определяют величину относительного электрического сопротивления проволоки Zпр= Rпр77, 4K/Rпр293K определяют величину ΔZ = Zпр-Zшт Для волочения на конечный размер отбирают проволоку с величиной ΔZ лежащей в пределах 0,110 ≅ ΔZ ≅ 0,0170, ΔZ определяют уровень нагартовки проволоки, который определяет уровень дефектов (расслои) в проволоке. Изобретение позволяет увеличить выход годного до 5% 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ МЕТАЛЛОКЕРАМИЧЕСКОГО ВОЛЬФРАМА, включающий получение штабиков, ковку, волочение до суммарного обжатия 99,0 - 99,5% контроль качества и волочение до конечного размера, отличающийся тем, что, с целью повышения выхода годного, перед ковкой определяют относительное электрическое сопротивление штабиков из соотношения
где Rшт. 77,4K электрическое сопротивление штабика при температуре жидкого азота;
Rшт. 293K электрическое сопротивление штабика при комнатной температуре;
перед волочением на конечный размер определяют относительное электрическое сопротивление проволоки из соотношения
где Rпр. 77,4K электрическое сопротивление проволоки при температуре жидкого азота;
Rпр. 293K электрическое сопротивление проволоки при комнатной температуре;
а контроль качества проволоки осуществляют по величине изменения относительного электрического сопротивления проволоки и штабика, лежащей в пределах:
0,0110≅ ΔZ ≥ 0,0170.
| Порошковая металлургия, 1978, N 11, с.34-37. |
