Изобретение относится к технологии диффузионной сварки в вакууме. Известен способ сварки давлением при котором осуществляют нагрев и сжатие, деталей в вакууме или защитно среде р. . Недостатками известного способа являются неравномерный нагрев свариваемых деталей, невозможность точного контроля и регулирования температуры в сварочной камере. Наиболее близким к изобретению по технической сущности и достигаемо му результату является способ диффузионной сварки тонкостенных деталей при котором свариваемые детали сдавливают, нагревают и охлаждают в тече ние всего цикла сварки путем подачи охлаждающей среды через рабочий инструмент 2 . Недостатком данного способа является невысокое качество сварного соединения. . Цель изобретения.- повьаиение качества сварного соединения. Поставленная цель достигается тем, что согласно способу диффузионной сварки тонкостенных деталей, при котором свариваемые детали сдавливают, , нагревают и охлаждают в течение всего ц-икла сварки путем подачи охлаждающей среды через рабочий инструмент, подачу охлаждающей средыведут с переменной, скоростью, обратно пропорциональной глубине диффузионного слоя соединения. На чертеже представлена схема реализации предлагаемого способа. В вакуумной камере 1 располагают нагреватель 2 и рабочие инструменты (пуансоны) 3, в одном из которых вы полнены каналы 4 охлаждения с вентилями 5, регулирующие скорость протекания охлаждающей среды. Между пуансонами устанавливают детали б и 7, свариваемые через промежуточную прокладку 8. Зона 9 со1$динения по его краям должна иметь диффузионный слой глу.биной, большей чем в середине. Подача охлаждающей среды через рабочий инструмент с переменной скоростью, обратно пропорциональной глубине диффузионного слоя соединения, позволяет получить сложный профиль распределения диффундирующего материала в свариваемых деталях и таким образом повысить качество диф.фузионного соединения. П р им ер; Способ реализуется следующим образсм. Производя1т диффузионную сварку кремниевых деталей 6 диё1метром 16 мм и тол&шной 0,8 мм с фотоситёшлом 7 диаметром j 16 NW и толщиной 0,5 мм через промежуточную прослойку золота 8 толщиной )i 2,0 мкм, н пьшенной на кремний. Соединение 9 необходимо получить с большей глубиной диффузионной зоны в центре, чем по периметру деталей. Температура сварки 340-350 С усилие сжатия Р « 3,5-3,,6 кгс/мм ; давление остаточных газов в вакуумной камере Pg мм рт. cTi, время сварки С 30-35 мин. общего кангша охлаждения в пуансоне со скоростью хладагента (воды) V 0,5 л/мин выполняют дополнительный канал по периметру пуансона. Скорость Vj хладагента меняли в |)ем линейно, от 0,5 л/мин в начале сварки до 2,0- л/мин в конце ( 3035 мин), толщина диффузионной зоны на границе фотоситалл - золото в ее центре 1,2 мкм, по периметру соединения о 0,8 мкм, причем на 80% зона локс1лизуется в золоте. Выход годных изделий составляет 94%, причем воспроизводимоеть электрических параметров .получаемог.о соед йнения порядка 95%. Предлагаемое из-обретение позволяет повысить качество сварного соединения..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки разнородных материалов | 1984 |
|
SU1183334A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
| Способ диффузионной сварки пористых материалов через металлическую прослойку | 1990 |
|
SU1750897A1 |
| Способ диффузионной сварки | 1987 |
|
SU1449288A1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| Способ диффузионной сварки дисперсионно-твердеющих магнитотвердых материалов со сталями | 1986 |
|
SU1412914A1 |
| Способ диффузионной сварки твердого сплава со сталью | 1989 |
|
SU1673348A1 |
| Способ диффузионной сварки стали с керамикой | 1989 |
|
SU1625626A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ФЕРРИТОВ С МЕТАЛЛАМИ ЧЕРЕЗ ПРОМЕЖУТОЧНУЮ ПРОКЛАДКУ ИЗ МЕДИ | 1987 |
|
SU1492588A1 |
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ, при котором свариваемые детали сдавливают, нагревают и охлаждают в течение всего цикла сварки путем подачи охлажда- е ющей среды через рабочий инструмент, отлич аЮЩийся тем, что, с цепью повышения качества сварного соединения, подачу охлаждаиоцей ведут с переменной скоростью, обратно пропорциональной глубине диффузионного слоя соединения. СО С/д эо. а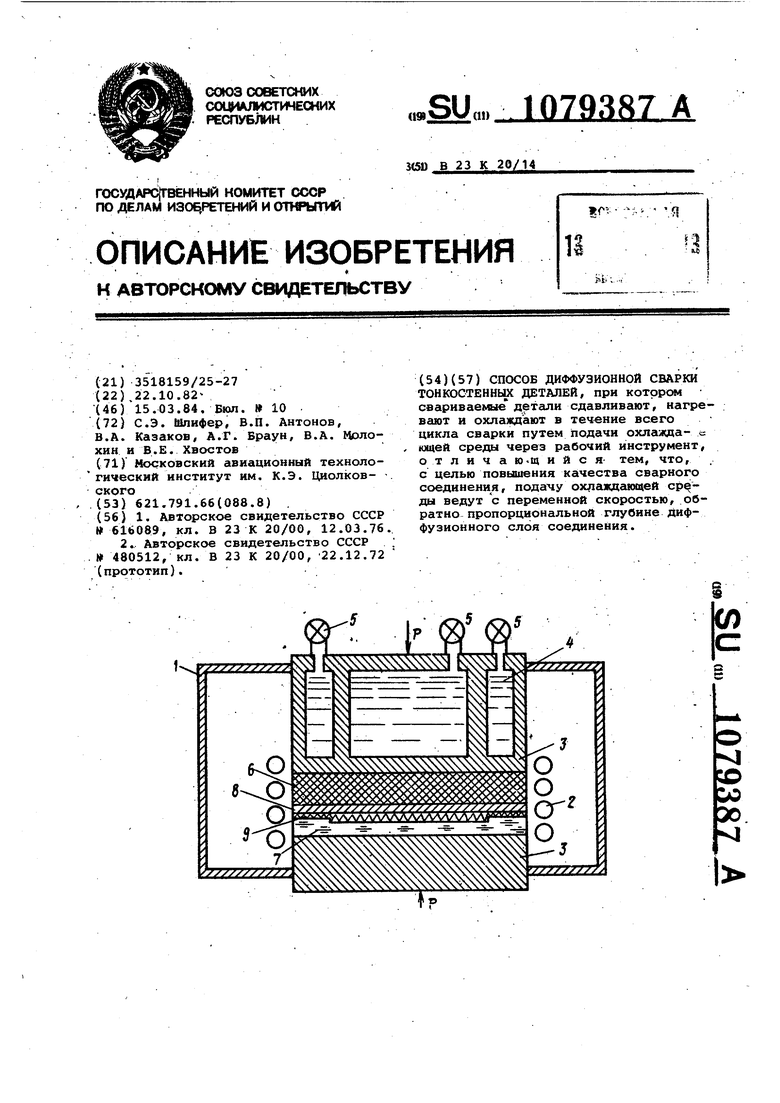
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сварки давлением | 1972 |
|
SU480512A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
