Изобретение относится к технологии получения неразъемного соединения пористых изделий и может быть использовано в электронной промышленности и приборостроении при сварке пористого графита и нитрида бора.
Известен способ получения неразъемного соединения высокотемпературных материалов, включая пористые, при котором в зоне сварки помещают спрессованную таблетку из порошка металлоорганического соединения, изделия механически нагружают (сдавливают) и нагревают выше температуры пиролиза металлоорганического соединения.
Недостатком известного способа является малая толщина металлической прослойки после пиролиза металлоорганического соединения, что снижает качество соединения при сварке пористых материалов.
Наиболее близким по технической сущности является способ соединения пористых материалов через металлическую прослойку, включающий формирование прослойки в зоне сварки путем прокачки с тыльной стороны свариваемого материала газообразных продуктов металлоорганического соединения перпендикулярно плоскости сварки, а сварку осуществляют в вакууме при температуре пиролиза этих соединений.
Недостатком известного способа являются низкие технологические возможности вследствие трудности сварки длинномерных изделий и сложность процесса получения соединения в результате прецизионности режимов получения соединения, что является источником снижения качества сварки.
Целью изобретения является расшире- ниетехнологических возможностей способа
VJ
сл о
00
ю
VJ
диффузионной сварки пористых материалов за счет возможности сварки длинномерных материалов и снижение трудоемкости путем устранения прецизионности режимов сварки.
Поставленная цель достигается тем, что согласно способу диффузионной сварки пористых материалов через металлическую прослойку, получаемую путем прокачки перпендикулярно плоскости соединения газообразного металлоорганического вещества, при котором детали сдавливают, нагревают до температуры пиролиза этого вещества и осуществляют изотермическую выдержку, зону сварки герметизируют, детали устанавливают с зазором и охлаждают до минусовой температуры, прокачку металлоорганического вещества осуществляют со стороны свариваемых поверхностей дета лей, нагрев - с противоположной стороны, а сдавливание осуществляют после прекращения выхода парогазовой смеси через наружные поверхности деталей.
По сравнению с прототипом, в предлагаемом способе прокачку парогазовой смеси осуществляют со стороны свариваемых поверхностей, что позволяет исключить прецизионность режимоё получения соединения.
В известном способе нарушение технологических режимов (повышение температуры) приводило к прекращению подачи парогазовой смеси в зоне сварки вследствие закрытия пор осевшим метаплом Со- глабно предлагаемому способу температурный фронт идет с внешней стороны свариваемых изделий, а подача парогазовой смеси - со стороны свариваемых поверхностей. Поэтому зона формируется постепенно с периферии к зоне сварки и пока есть поры в соединяемых деталях в зоне герметизации подача парогазовой смеси не прекратится. Как только поры соединяемых деталей закрылись, расход парогазовой смеси автоматически прекращается (система стала герметичной), что является сигналом к приведению соединяемых изделий в контакт и изотермической выдержке под давлением.
Предварительное охлаждение соединяемых деталей позволяет получить 100% выход годных изделий, так как способствует прохождению парогазовой смеси по всему объему зоны герметизации и препятствует преждевременному пиролизу металлоорганического соединения или карбонила металла и закрытию пор на свариваемой поверхности, что снижает качество соединения,
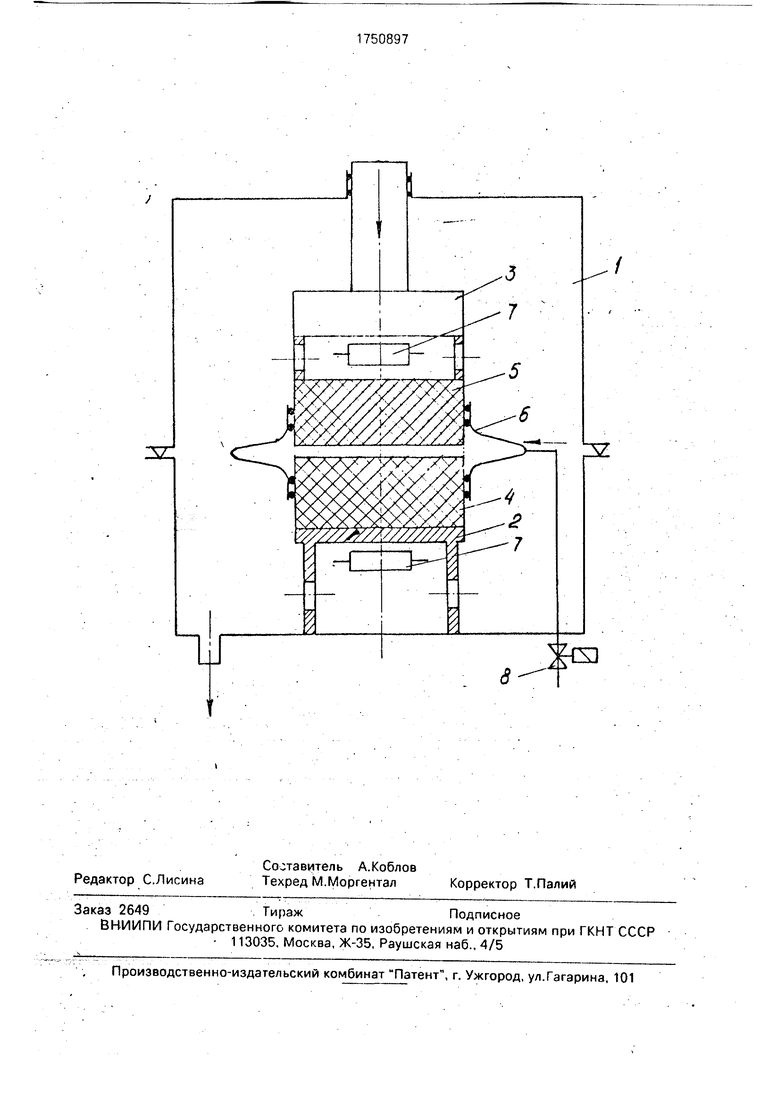
На чертеже показана схема осуществления способа.
В вакуумной камере 1 на рабочем столе 2 и подвижном пуансоне 3 закрепляют свариваемые изделия 4 и 5, зону сварки дополнительно герметизируют обечайкой б в
5 виде гофры. На внешних сторонах свариваемых деталей (противоположных свариваемым) размещают нагреватели 7 Регулировку расхода парогазовой смеси осуществляют натекателем 8.
JQ Способ соединения пористых материалов реализован следующим образом. В качестве металлоорганического соединения использовали тетракарбонил никеля.
П р и м е р 1 В вакуумной камере 1 на
5 рабочем столе 2 и подвижном пуансоне 3 закрепляют свариваемые детали 4 и 5 с остаточной открытой пористостью более 7%, . диаметром 45 мм и толщиной 30 мм из феррита ЗОСЧ-1 и спеченного медномолибдено0 вого псевдосплава МД.
Пуансон 3 отводят в крайнее верхнее положение и зону сварки герметизируют гофрой б, имеющей фторопластовые прокладки и соединенной через натекатель 8
5 трубопроводом с объемом, наполненным жидким тетракарбонилом, После установки соединяемых деталей вакуумную камеру герметизируют и вакуумируют до давления Па, а свариваемые детали охлаждают
0 не ниже -35°С. После того, как температура свариваемых деталей стабилизируется, натекатель 8 открывают, а тетракарбонил никеля подогревают до 30°С. В гаком режиме (расход W 3-4x10 кг/мин) прокачку паро35 газовой смеси осуществляют в течение 5-6 мин, после чего осуществляют нагревсвари- ваемых деталей нагревателями 7 со скоростью 0,25°С/с до температуры свариваемой поверхности равной 150°С. По достижении
40 указанной температуры расход парогазовой смеси в течение 0,2 мин прекращается вследствие закрытия пор, натекатель 8 закрывают, а свариваемые материалы приводят в контакт и механически нагружают
5 давлением не менее 3,5 МПа и выдерживают при температуре 150°С в течение 2-3 мин Давление газа СО, С02, возникающее при разложении остатков тетракарбонила никеля при закрытом натекателе 8 транс0 портируется в вакуумный объем через прокладки гофры 6. Контроль окончания, получения соединения контролируют по показаниям вакуумметра по понижению давления в вакуумной камере 1 до давления
5 1x10 Па По достижении указанного давления свариваемые материалы охлаждают до 25°С, камеру разгерметизируют и изделие выгружают.
Металлографические исследования сварного соединения при остаточной пористости соединяемых материалов 10-15% показали, что металлизация проникает на глу- бину 2-2,5 мм от места сварки, а коэффициент заполнения пор металлом составляет около 70-75%.
Пример 2. В качестве экспериментальных образцов исполнялись материалы, приведенные в примере 1. После герметизации зоны сварки свариваемых материа- лов обечайкой 6 в виде гофры, герметизируют и вакуумируют камеру 1 до давления 1x10 Па. Затем свариваемые детали охлаждают до -2°С и открывают нате- катель 8, а объем с тетракарбонилом никеля (не показан) подогревают до 20°С (так как он всегда хранится при минусовой температуре) В таком режиме (расход -1, кг/мин) прокачку парогазовой смеси осуществляют в течение 6-8 мин. После чего осуществляют нагрев свариваемых деталей нагревателем 7 со скоростью 0,25°С/с до температуры свариваемой поверхности 100°С (градиент температуры в направлении от свариваемой поверхности к нагревателю составляет 10°С/мм). По достижении указанной температуры на свариваемой поверхности в течение 2-2,5 мин расход парогазовой смеси прекращается свариваемые материалы приводят в контакт и механически нагружают давлением не менее 4,5 МПа и выдерживают при температуре 100°С в течение 10-15 мин. За указанное время вакуум в камере достигает значения порядка 1х10 1Па, что -является объективным параметром, характеризующим окончание про- цесса сварки.
По достижении указанного вакуума в камере, натекатель 8 закрывают, свариваемые материалы охлаждают до 25°С, камеру разгерметизируют, а сваренные материалы выгружают. Металлографические исследования сварного соединения при остаточной пористости свариваемых материалов 10- 15% показали, что металлизация проникает на глубину 2-3 мм от места сварки, а коэф- фициент заполнения пор металлом составляет около 75-78%
Примерз. При сварке использовались следующие режимы: начальная температура сварки-5° С;температура сварки 150°С: расход тетракарбонила никеля 0,5-0,7x10 кг/мин; давление сварки 3,5 МПа; время изотермической выдержки 10 мин
При этом глубина металлизации состав ляет 2-2,5 мм, а коэффициент заполнения пор металлом составляет 60 66%.
Прочность соединения (Тв во всех примерах составляет не менее 52 МПа.
Увеличение температуры до 40°С, при которой начинается прокачка парогазовой фазы Ni(CO)4 резко снижает прочность соединения оь до уровня 0,5 МПа, а коэффициент заполнения пор металлом составляет не более 7%. Это объясняется началом пиролиза тетракарбонила никеля непосредственно на свариваемой поверхности.
Отличительной особенностью предлагаемого способа диффузионной сварки пористых материалов является создание условий, при которых решающим является не прецизионное регулирование давления и расхода парогазовой смеси и температуры, а создание условий, при которых подача парогазовой смеси (к свариваемым поверхностям) не прекращается ни при каких обстоятельствах, т.е. подача парогазовой смеси проходит непосредственно в зоне сварки.
Согласно предлагаемому способу пиролиз начинается в объеме и завершается на поверхности свариваемых деталей в результате предварительного охлаждения и нагрева соединяемых изделий со стороны, противоположной свариваемым поверхностям
Формула изобретения
Способ диффузионной сварки nopncfbix материалов через металлическую прослойку, получаемую путем прокачки перпендикулярно плоскости соединений Газообразного металлоорганического вещества, при котором детали сдавливают, нагревают до температуры пиролиза этого вещества и осуществляют изотерми юскую выдержку,от- личающийся тем, что, с целью расширения технологических возможностей и снижения трудоемкости, зону сварки герметизируют, детали устанавливают с зазором и охлаждают до минусовой температуры, прокачку металлоорганического вещества осуществляют со стороны свариваемы поверхностей деталей, нагрев - с противоположной стороны, а сдавливание осуществляют после прекращения выхода парогазовой смеси через наружные поверхности деталей.
3ZI
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |
| Способ диффузионной сварки | 1988 |
|
SU1532245A1 |
| Способ диффузионной сварки через промежуточную прокладку | 1987 |
|
SU1479246A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2004 |
|
RU2259265C1 |
| Способ сварки давлением с подогревом | 1987 |
|
SU1574407A1 |
| Способ сварки давлением с подогревом разнородных материалов | 1987 |
|
SU1407731A1 |
| Способ сварки давлением и машина для его осуществления | 1987 |
|
SU1682090A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2014 |
|
RU2573462C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
Изобретение Относится к электронной технике и может быть использовано в других областях производства для соединения пористых материалов. Цель изобретения расширение технологических возможностей и снижение трудоемкости процесса. Способ осуществляют следующим образом. Между охлажденными до минусовых температур свариваемыми поверхностями пористых материалов прокачивают газообразное металлоорганическое вещество, в процессе пиролиза которого на свари- ваемых поверхностях образуется металлическая прослойка. Затем детали нагревают с наружной стороны и после прекращения выхода парогазовой смеси сдавливают и осуществляют изотермическую выдержку. В процессе сварки соединение деталей начинается с их периферии к центру. 1 ил.
| Способ соединения однородных пористых керамических изделий | 1981 |
|
SU1071610A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
