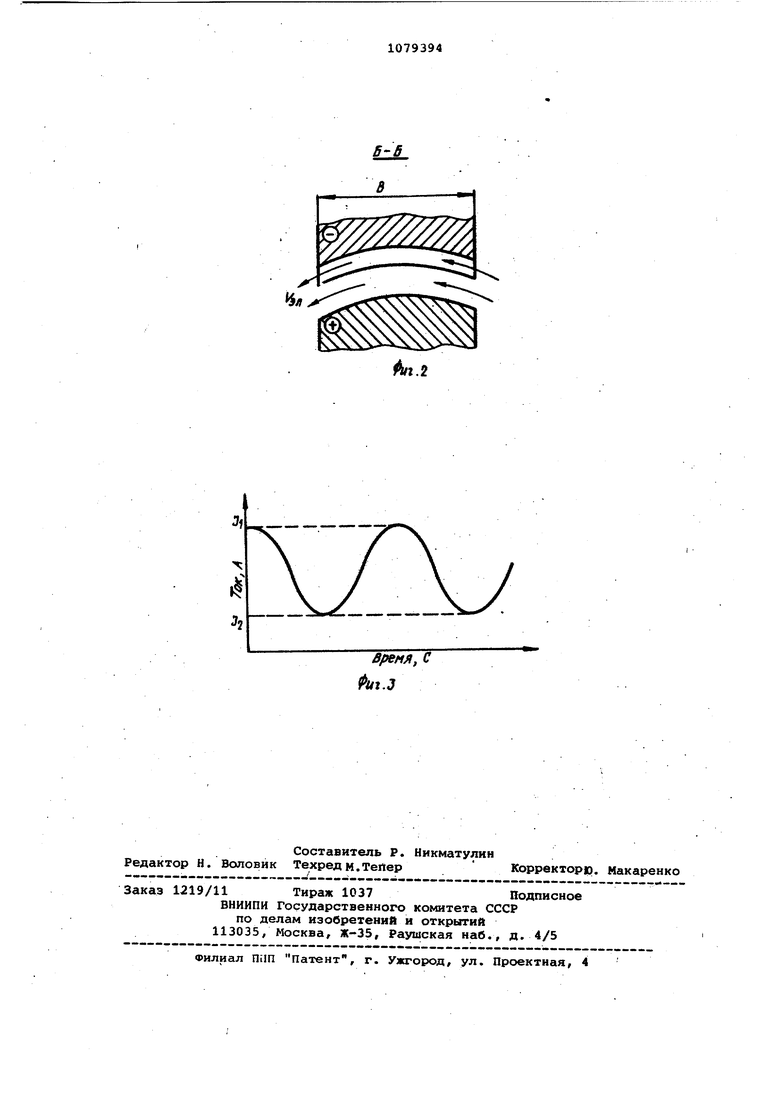
СО &о ;о 4 Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимической размерной обработке сло иофасонных поверхностей. Известен способ электрохимической размерной обработки, в котором испол зуется поперечная осцилляция обрабатываемой детсши с целью повышения эф фективности удаления продуктов обработки, а электрод-инструмент перемещается и осциллирует в направлении подачи PJ . Цель изобретения - повышение точности формообразования крупногабарит ных деталей сложной .формы. Поставленная цель достигается тем что согласно способу электрохимической обработки сложнофасонных поверхностей перемещающимся в направлении подачи электродом-инструментом и поперечно осциллирующей обрабатываемой детали с прокачкой электролита под давлением через межэлектродный промежуток , обработку поверхности ведут гребенчатым электродом-инструментом, боковые поверхности зубьев которого ориентируют перпендикулярно направлению осциллирующего движения, а поток электролита направляют вдоль тор цовых поверхностей зубьев электродаинструмента . на фиг. 1 показана схема предлага емого способаJ на фиг. 2 .- разрез Б-Б на фиг. II на фиг. 3 - характер изменения рабочего тока на участках Поверхности детали. В процессе обработки с подачей Vy электрода-инструмента 1, рабочая поверхность которого выполнена в виде гребенки, деталь 2 совершает колебательное движение 5 в на;правлении, перпендикулярном направлению продоль ной подачи и направлению зуба гребен ки. Поток,электролита в зазоре (Vj) направлен вдоль зуба гребенки. Процесс обработки участка А поверхности детали при рабочем зазоре 01 чередуется с интенсивной промывко этого участка потоком электролита пр перемещении детали в другое крайнее положение (зазор Cl2 ) Это позволяет вести обработку на малых зазорах (,l мм), повысить степень лока лизации процесса, уменьшить неравномерность распределения рабочего тока по длине межэлектродного зазора за :. счет стабилизации параметров элект ролита, и, следовательно, повысить точность формообразования. Каждый участок поверхности детали обрабатывается фактически униполярным током (фиг. 2) при наложении на электроды постоянного напряжения. Подбором обработки и высоты зуба гребенки п можно добиться того, что при большем зазореQj поверхность обрабатываемой детали остается активированной., что особо важно при обработке титановых сплавов. Частота осцилляции детали :f может изменяться, в широких пределах в зависимости от используемого электролита, его скорости, марки обрабатываемого материала, геометрических параметров детали и других факторов. Ориентировочно f г-2i-, (1-20)6 где 9д скорость электролита в зазоре а ; В - длина межэлектродного зазора. Амплитуда осцилляции определяется геометрическими параметрами обрабатываемой пов зрхности. Взаимосвязь амплитуды А , ширины зуба гребенки Н и расстояния между зубьями И устанавливается зависимостью где Н (l,l-l,3;Hi. Пример. Обрабатывают ступенчатые образцы из титанового сплава ВТ9, геометрические параметры которых: припуск 2 , исходная погрешность ,UQ выбирались исходя из производственных условий обработки лопаток. Частота поперечной осцилляции образцов соответствует 1-5 Гц. Геометрические параметры гребенки Н 3 мм; 3,5 ММ) h 1,5 мм; межэлектродный зазор Р, 0,1-0,15 мм; напряжение на электродах 17В. В качестве электролита используют 10%-ный раствор NaCl в воде. При снятии заданного припуска Z погрешность обработки составляет 0,1-0,15 мм, что в 1,5-2 раза меньше погрешности обработки тех же об- разцов сплошным электродом-инструментом на режимах и зазорах, принятых при обработке лопаток ГТД. Предлагаемый способ обеспечивает стабильность процесса ЭХО на малых зазорах и позволяет повысить точность обработки в 1,5-2 раза, что сокращает на 40-50% трудоемкость ручных доводочных работ, и без больших конструктивных дополнений может быть реализован на существующем оборудовании для обработки лопаток.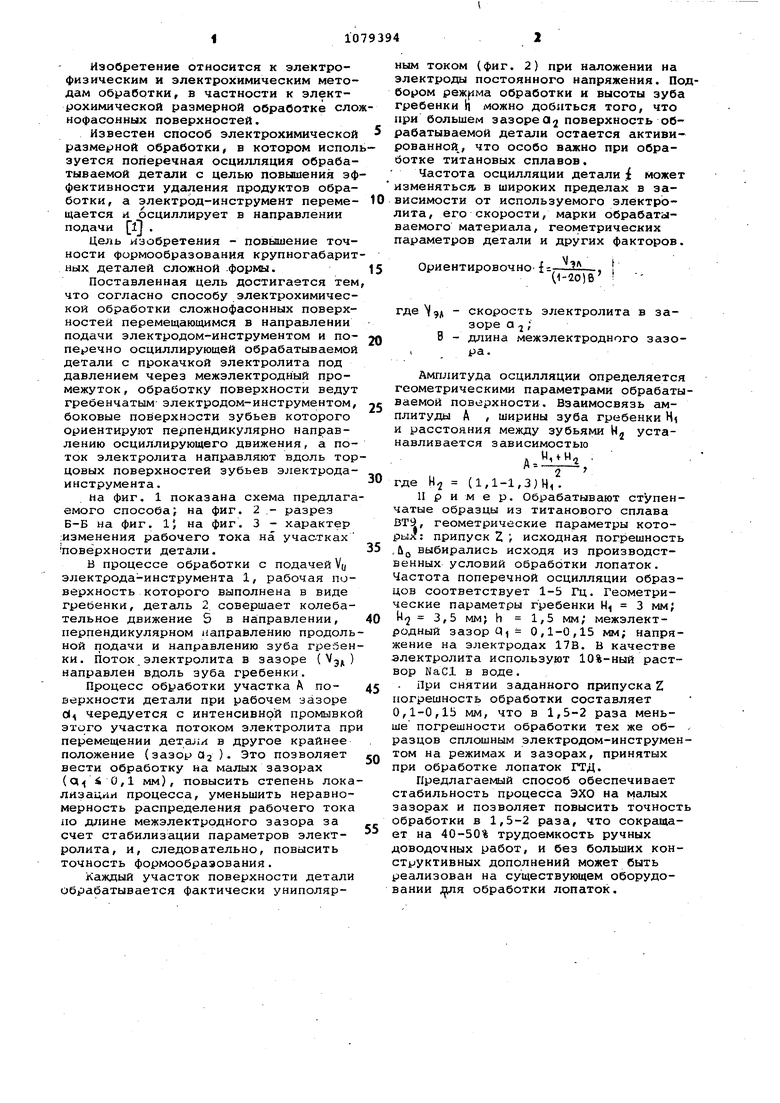
СПОСОВ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОВРАВОТКИ сложнофасонных; поверхностей перемещаемым в направле- НИИ подачи электродом-инструментом, осуществляемый в условиях сообщения обрабатываемой детали поперечного осциллирующего движения с прокачкой через межэлектродный промежуток электролита под давлением, о т л и ч а ющ и и с я тем, что, с целью повышения точности формообразования, обработку поверхности ведут гребенчатым электродом-инструментом, боковые поверхности зубьев которого ориентируют перпендикулярно направлению осциллирующего движения, а поток электролита направляют вдоль торцовых поверхностей зубьев электрода-инструмента. 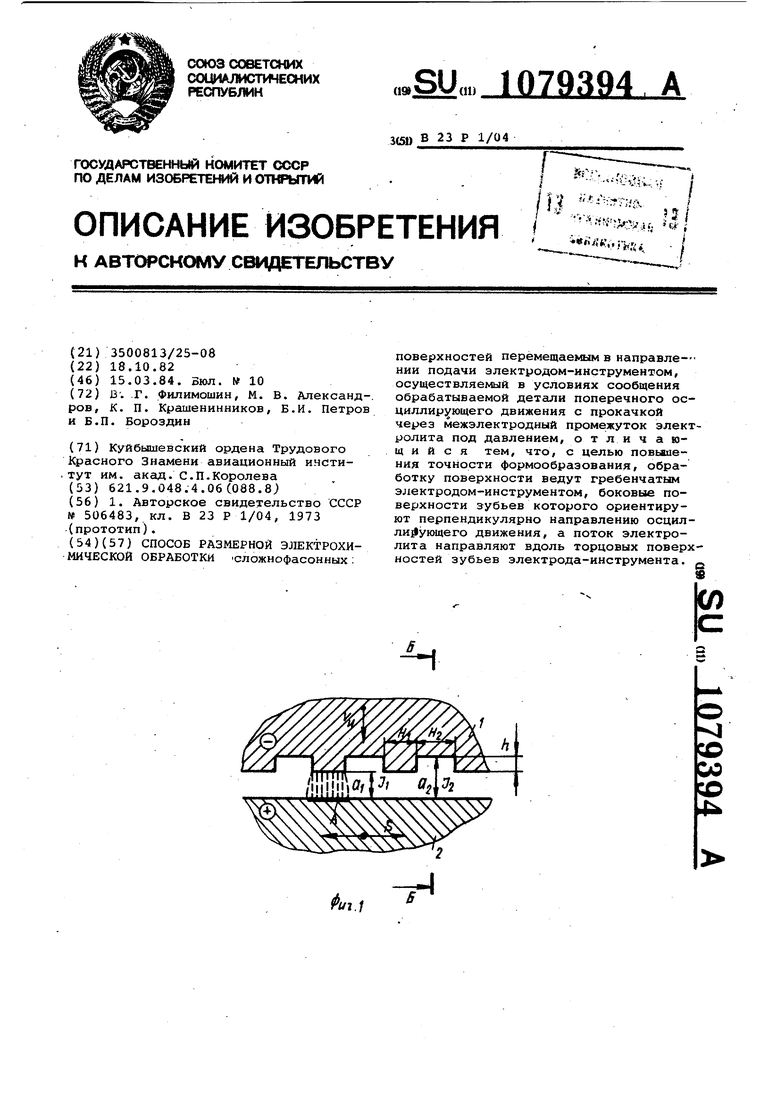
Jf
X Jj
Вреня, С Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электрохимической размерной обработки | 1973 |
|
SU506483A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
