Использование: в станкостроении для размерной электрохимической обработки (далее - ЭХО) сложнопрофильных деталей.
Изобретение относится к области электрохимической обработки сложнопрофильных поверхностей типа «пресс-форма», «штамп», «гравюра», «лопатка турбинных двигателей» и др. копировально-прошивным методом на сверх малых межэлектродных зазорах.
Известен способ размерной электрохимической обработки детали с дискретной системой слежения за величиной межэлектродного зазора посредством периодического ощупывания обесточенным электродом обрабатываемой детали до касания, далее отводят электрод на заданную величину после чего производят формообразование детали при движении электрода-инструмента от обрабатываемой детали, совмещая момент подачи технологического тока с моментом достижения заданного минимального межэлектродного зазора (далее - МЭЗ) [Авторское свидетельство СССР №323243, МПК В23Р 1/04, 1972] [1].
Одним из недостатков способа [1] является трудность точной установки за данной величиной МЭЗ и отсутствие надежности выдерживания его в течение обработки, при этом формообразование изделия ведется при рабочем движении электрода от детали, где при достижении величины МЭЗ, равной 0.05 мм, делается остановка и подается технологический ток в результате чего величина МЭЗ увеличивается до 0.2…0.3 мм и более, тем самым теряется точность обработки.
Известен способ электрохимической размерной обработки, когда слежение за величиной МЭЗ осуществляют посредством периодического ощупывания обесточенным осциллирующим электродом-инструментом обрабатываемой детали и в момент касания отводят на заданную величину за счет магнитострикционного преобразователя, вмонтированного в шпиндель катододержателя, далее подают технологический ток и при этом обработку ведут с постоянной рабочей подачей в направлении к обрабатываемой детали [Авторское свидетельство СССР №585948, МПК В23Р 1/04, 1977] [2].
К недостаткам способа [2] следует отнести ненадежность ведения процесса ЭХО на малых зазорах, которая объясняется тем, что в период отвода электрода-инструмента на рабочий зазор за счет магнитострикционного преобразователя на весьма малую величину, равную ~0.01 мм, подается технологический ток и включается рабочая подача электрода в направлении к обрабатываемой детали в результате чего, происходят частые короткие замыкания, приводящие к порче катодов.
При этом следует отметить, что одним из общих недостатков способов [1] и [2] является большая потеря времени на сближение-отвод обесточенного электрода в период ощупывания детали и выхода на рабочий зазор, а это приводит к потере времени и уменьшению производительности.
Известен также способ ЭХО включающий специальную электронную систему слежения за МЭЗ, основанный на чисто электрических свойствах и работающий по следующему принципу: задается необходимая величина МЭЗ, которая считается эталоном для сравнения с получаемой величиной МЭЗ в процессе ЭХО.
При этом способе ведения ЭХО деталей основным недостатком является трудность поддержания постоянства МЭЗ из-за многих факторов возникающих в процессе ЭХО. Это образование окисной пленки на обрабатываемой детали, защелачиваемость и зашламленность электролита и др.
Все это влияет на электропроводность в МЭЗ, что затрудняет отслеживаемость за заданной эталонной величиной межэлектродного зазора, приводящей к ошибке, т.е. к увеличению или к уменьшению МЭЗ, что в первом случае приводит к потере точности, во втором случае к коротким замыканиям, при этом процесс ЭХО производят на малых скоростях из-за необходимости постоянного сравнения эталонной (заданной) величины зазора с получаемой в процессе ЭХО, что ведет к потере производительности.
Данный способ ведения ЭХО трудно осуществим и по своей сути сложен в управлении и является очень дорогостоящим.
Задачей настоящего изобретения является исключение вышеуказанных недостатков, обеспечение высокой точности обработки, надежности ведения процесса ЭХО и повышение производительности.
Поставленная задача достигается способом высокоточной размерной электрохимической обработки детали, включающим формообразование фасонных поверхностей детали путем непрерывной импульсно-циклической электрохимической обработки осциллирующим электродом-инструментом с подводом электролита в зону обработки и с использованием системы сближения электродов с индикацией касания и системы подачи-отключения технологического тока, в котором формообразование ведут при рабочей подаче электрода-инструмента в направлении к обрабатываемой детали с контрольным промером межэлектродного зазора, в процессе которого при достижении электродом-инструментом заданного минимального межэлектродного зазора подачу технологического тока прекращают, при этом продолжают дальнейшую подачу обесточенного электрода-инструмента в направлении к обрабатываемой детали, контрольный промер межэлектродного зазора осуществляют в каждом рабочем цикле, при этом в случае касания обесточенным электродом-инструментом обрабатываемой детали во время контрольного промера межэлектродного зазора рабочую подачу замедляют или останавливают без прерывания импульсно-циклического процесса электрохимической обработки и возобновляют рабочую подачу после образования свободного межэлектродного зазора между электродом-инструментом и обрабатываемой деталью, исключающего их касание, причем в момент возобновления рабочей подачи обеспечивают относительную скорость сближения электродов, которая равна разности между скоростью рабочей подачи и скоростью растворения материала детали и меньше скорости растворения материала детали.
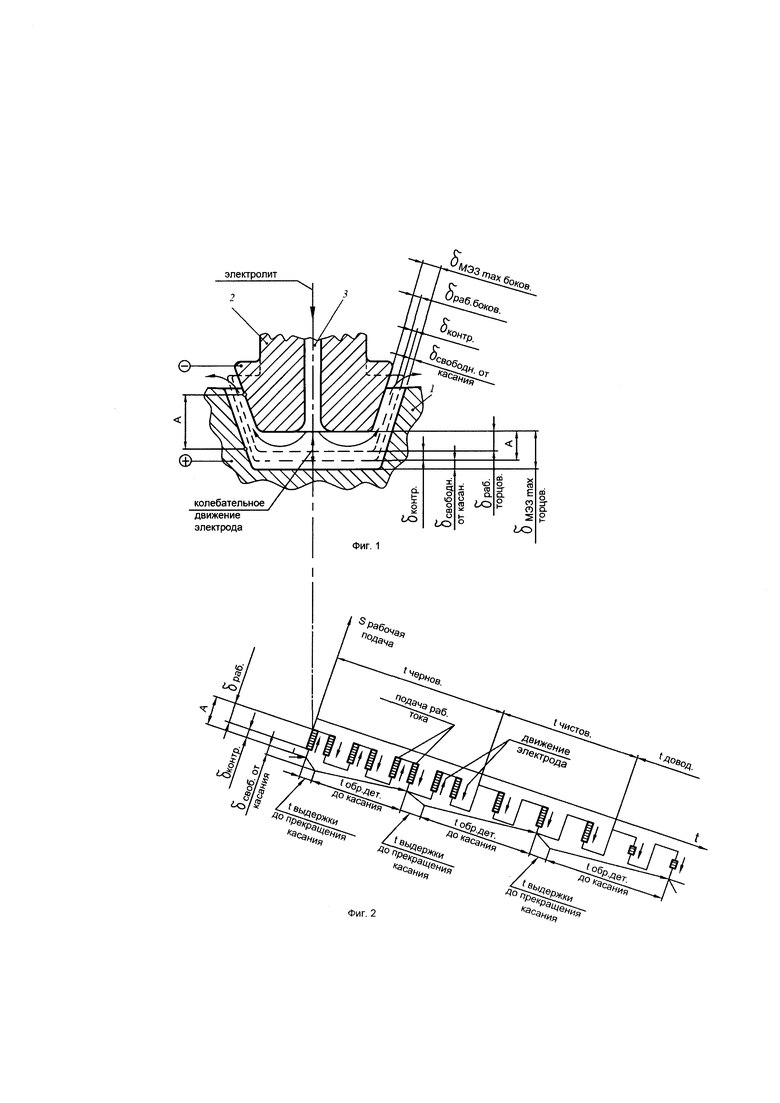
На фиг. 1 представлена схема электрохимической обработки детали типа «пресс-форма».
На фиг. 2 представлена циклограмма ведения процесса ЭХО в непрерывно импульсно-циклическом режиме.
Сущность изобретения: способ высокоточной размерной электрохимической обработки представляется как совокупность непрерывно повторяющихся рабочих циклов, при котором одному из электродов, например, электроду-инструменту сообщается колебательное (осциллирующее) движение с наперед заданной амплитудой, при этом формообразование детали, с высокой точностью, ведут с подачей технологического тока при движении электрода-инструмента в направлении к обрабатываемой детали с контрольным промером межэлектродного зазора, в процессе которого при достижении электродом-инструментом заданного минимального межэлектродного зазора подачу технологического тока прекращают, но продолжают дальнейшее движение обесточенного электрода в направлении к обрабатываемой детали, осуществляя контрольный промер МЭЗ в каждом рабочем цикле и в случае касания электродом-инструментом обрабатываемой детали во время контрольного промера МЭЗ рабочую подачу замедляют или останавливают, не прерывая импульсно-циклический процесс ЭХО, а после прекращения касаний электродом-инструментом обрабатываемой детали в связи с образованием свободного зазора рабочую подачу возобновляют.
Для ведения процесса ЭХО обрабатываемая деталь 1 (см. фиг. 1) устанавливается на рабочий стол (на чертеже не показан).
Один из электродов, в данном случае электрод-инструмент 2, имеет возможность приводиться в колебательное (осциллирующее) движение с амплитудой А (механизмы и устройства на чертеже не показаны).
Обрабатываемая деталь 1 и катод-инструмент 2 связаны с источником постоянного тока и с системой слежения и управления процессом ЭХО (на чертеже не показаны). К обрабатываемой детали подводится «плюс», к катоду-инструменту подводится «минус».
Отверстие 3 внутри электрода-инструмента предназначено для подвода электролита в зону МЭЗ.
На фиг. 1 указаны необходимые параметры МЭЗ где:
- А амплитуда колебания электрода-инструмента;
-δраб.торцов._ торцовый рабочий зазор, в зоне которого осуществляют подачу технологического тока на необходимых участках движения электрода-инструмента в межэлектродном пространстве;
- δраб.боков.- боковой рабочий зазор, имеющий важное значение при наличии наклонных поверхностей;
- δконтр. - участок амплитуды, в зоне которого осуществляется контрольный промер межэлектродного зазора обесточенным электродом;
- δсвободн. от касания _ зазор, получаемый после прекращения касания электрода-инструмента обрабатываемой детали во время t выдержки (замедления или останова рабочей подачи) являющийся одновременно сигналом для возобновления рабочей подачи;
- δМЭЗ max - максимальный межэлектродный зазор, включающий все вышеперечисленные зазоры плюс зазор на промывку межэлектродного пространства.
Обработка детали по предлагаемому способу производится следующим образом.
В зависимости от профиля детали, особенно с наличием наклонных поверхностей, назначается необходимая амплитуда колебания электрода-инструмента, которая должна учитывать величины необходимых вышеуказанных зазоров.
При настройке δраб. (см. фиг. 2) точно настраиваются моменты включения-отключения технологического тока на заданных участках амплитуды колебания электрода-инструмента согласно выбранных режимов ЭХО за счет программного обеспечения, например, коммутирующего устройства (на чертеже не показано).
Далее настраивается δконтр. - величина контрольного промера МЭЗ обесточенным электродом-инструментом в пределах 0.01…0.03 мм.
После настройки необходимых параметров МЭЗ электроду-инструменту 2 сообщается колебательное движение с амплитудой А (механизм на чертеже не показан). Через отверстие 3 подается электролит в зону обработки под давлением.
Далее электрод-инструмент 2 в наладочном режиме подводится к обрабатываемой детали 1 до касания с последующим его отводом на зазор равный 0.02…0.03 мм, после чего процесс ЭХО переводится в автоматический режим.
При этом для обеспечения обработки деталей с высокой точностью формообразование ведут с подачей технологического тока при движении электрода-инструмента 2 в направлении к обрабатываемой детали 1 с контрольным промером МЭЗ, основанном на том, что при достижении электродом заданного минимального межэлектродного зазора (δконтр.) подачу технологического тока прекращают, продолжая дальнейшее движение обесточенного электрода 2 в направлении к обрабатываемой детали 1, осуществляя контрольный промер МЭЗ в каждом рабочем цикле (см. фиг. 2) и в случае касания обесточенного электрода обрабатываемой детали рабочую подачу замедляют или останавливают (tвыдержки) до прекращения касания, не прерывая импульсно-циклический процесс ЭХО детали в момент касания электродов.
После образования свободного зазора δсвободн. от касания рабочую подачу возобновляют, причем в момент возобновления рабочей подачи обеспечивают относительную скорость сближения электродов, которая равна разности между скоростью рабочей подачи и скоростью растворения материала детали и должна быть меньше скорости растворения материала детали.
Использование предлагаемого способа по сравнению с известными способами [1], [2] и др. обеспечивает формообразование фасонных поверхностей деталей на весьма малых зазорах (0.01…0.02 мм), что позволяет вести обработку деталей с высокой точностью, а проведение контрольного промера МЭЗ обесточенным электродом в каждом рабочем цикле и не прерывание импульсно-циклического процесса ЭХО в момент касания электродов обеспечивает обработку деталей с высокой производительностью и надежностью.
Надежность ведения процесса ЭХО по предлагаемому способу лучше всего достигается за счет применения в цепи «привод-осциллирующий электрод» жестких кинематико-геометрических связей таких, как кривошипно-шатунных, шариково-винтовых и др. (на чертеже не показаны).
Жесткие кинематико-геометрические связи в цепи «привод-электрод-инструмент» позволяют точно синхронизировать момент подачи-прекращения рабочего технологического тока с моментом нахождения электрода-инструмента в строго заданных участках межэлектродного пространства (см. фиг. 2).
Это условие необходимо для обеспечения четкого контроля обесточенным электродом минимальных зазоров по всему контуру обрабатываемой детали (см. фиг. 1), когда рабочие зазоры достигают 0.02…0.03 мм и менее.
Основным достоинством предлагаемого способа является непрерывающийся импульсно-циклический режим ЭХО деталей как в период контрольного промера, так и в период появления касаний электродом-инструментом обрабатываемой детали совмещенных с t выдержки-замедления или отключения рабочей подачи до появления свободного зазора δсвободн. от касания, что повышает производительность ЭХО.
При этом ведение процесса ЭХО с относительной скоростью сближения электродов меньше скорости растворения материала детали обеспечивает плавность сближения электродов, что практически исключает короткие замыкания электродов, резко повышается надежность ЭХО. Предлагаемый способ ЭХО позволяет вести обработку сложнопрофильных крупногабаритных деталей с высокой точностью и производительностью.
Исходя из требуемой производительности и точности обработки деталей процесс ЭХО по предлагаемому способу может быть использован как производительный от начала и до конца формообразования обрабатываемой детали с подачей технологического тока на отводе и подводе электрода относительно обрабатываемой детали (см. фиг. 2, tчернов), как и точный с подачей технологического тока только на подводе электрода в направлении к обрабатываемой детали (tчистов.) и как высокоточный доводочный с подачей технологического тока импульсом на подводе электрода-инструмента к обрабатываемой детали (tдовод.), а также как и комбинированный способ ЭХО с использованием режимов tчернов, tчистов., tдовод.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибратор маятниковый универсальный для электрохимической обработки | 2020 |
|
RU2761925C1 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814640A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
Изобретение относится к области электрохимической обработки сложно-профильных поверхностей на сверхмалых межэлектродных зазорах (МЭЗ). Способ включает формообразование фасонных поверхностей детали путем непрерывной импульсно-циклической электрохимической обработки осциллирующим электродом-инструментом при его рабочей подаче в направлении детали с контрольным промером МЭЗ, в процессе которого при достижении электродом-инструментом заданного минимального МЭЗ подачу технологического тока прекращают, при этом продолжают дальнейшую подачу обесточенного электрода-инструмента в направлении к детали. Контрольный промер МЭЗ осуществляют в каждом рабочем цикле. В случае касания обесточенным электродом-инструментом детали во время контрольного промера МЭЗ рабочую подачу замедляют или останавливают без прерывания импульсно-циклического процесса электрохимической обработки и возобновляют рабочую подачу после образования свободного МЭЗ между электродом-инструментом и деталью, исключающего их касание. В момент возобновления рабочей подачи обеспечивают относительную скорость сближения электродов, которая равна разности между скоростью рабочей подачи и скоростью растворения материала детали и меньше скорости растворения материала детали. Изобретение обеспечивает электрохимическую обработку детали высокой точности, плавность сближения электродов и практически исключает короткие замыкания электродов. 2 ил.
Способ высокоточной размерной электрохимической обработки детали, включающий формообразование фасонных поверхностей детали путем непрерывной импульсно-циклической электрохимической обработки осциллирующим электродом-инструментом с подводом электролита в зону обработки и с использованием системы сближения электродов с индикацией касания и системы подачи-отключения технологического тока, отличающийся тем, что формообразование ведут при рабочей подаче электрода-инструмента в направлении к обрабатываемой детали с контрольным промером межэлектродного зазора, в процессе которого при достижении электродом-инструментом заданного минимального межэлектродного зазора подачу технологического тока прекращают, при этом продолжают дальнейшую подачу обесточенного электрода-инструмента в направлении к обрабатываемой детали, контрольный промер межэлектродного зазора осуществляют в каждом рабочем цикле, при этом в случае касания обесточенным электродом-инструментом обрабатываемой детали во время контрольного промера межэлектродного зазора рабочую подачу замедляют или останавливают без прерывания импульсно-циклического процесса электрохимической обработки и возобновляют рабочую подачу после образования свободного межэлектродного зазора между электродом-инструментом и обрабатываемой деталью, исключающего их касание, причем в момент возобновления рабочей подачи обеспечивают относительную скорость сближения электродов, которая равна разности между скоростью рабочей подачи и скоростью растворения материала детали и меньше скорости растворения материала детали.
| Способ электрохимической обработки | 1974 |
|
SU585948A1 |
| Способ электрохимической размерной обработки | 1976 |
|
SU653070A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU323243A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2681590C1 |
| WO 1999051381 A2, 14.10.1999. | |||

