1
Изобретение относится к машиностроению и может быть использовано при обработке плоских поверхностей деталей,
Известен способ шлифования плоской поверхности, согласно которому обработку ведут вращающимся инструментом с эксцентрично расположенным кольцевым абразивным элементом при пОдаче его вдоль обрабатываемой поверхности С 1 .
Однако этот способ малопроизводителен из-за ограниченного времени об работки поверхности каждым участком инструмента.
Известен способ шлифования плоской поверхности, согласно которому обработку ведут вращающимся сборным инструментом с вращающимися абразивными элементами, расположенными равномерно по окружности, при подаче его вдоль обрабатываемой поверхноСТИ Г.
Данный способ не обеспечивает высокую производительность обработки, так как все абразивные элементы инст румента работают с одинаковой глубиной резания .
Известен также способ шлифования плоской поверхности, согласно которо му обработку ведут вращающимся сборным инструментом с абразивными элементами разной характеристики, расположенными концентричными рядами, смещенными друг относительно друга в осевом нaпpaвлeни f ,при подаче его вдоль обрабатываемой поверхности, причем абразивные элементы работп эт при различной скорости резания I .
Этот способ не обеспечивает повышенную производительность и низкую шероховатость обработанной поверхности, так как не обеспечивает пересечение траекторий единичных срезов.
Целью изобретения является повышение производительности обработки и уменьшение шероховатости обработанной поверхности.
Цель достигается тем, что согласно способу шлифования плоской поверхности, при котором обработку ведут 6ращаюи)имся сборным инструментом с абразивными элементами разной характеристики, расположенными концентричными рядами, смещенными один относительно другого в осевом направлении, при подаче его вдоль обрабатываемой поверхности, в качестве абразивных элементов используют установленные
равномерно по окружности в каждом ряду круги с кольцевой рабочей поверхностью, которым сообщают вращение вокруг собственных осей.
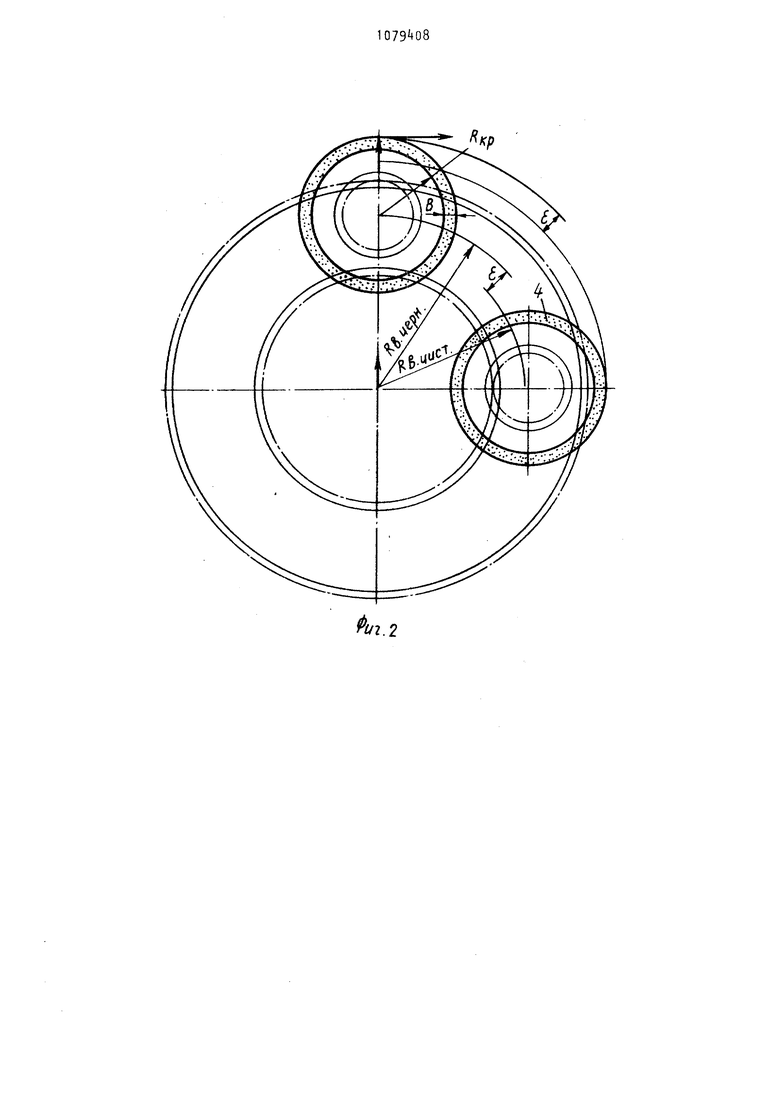
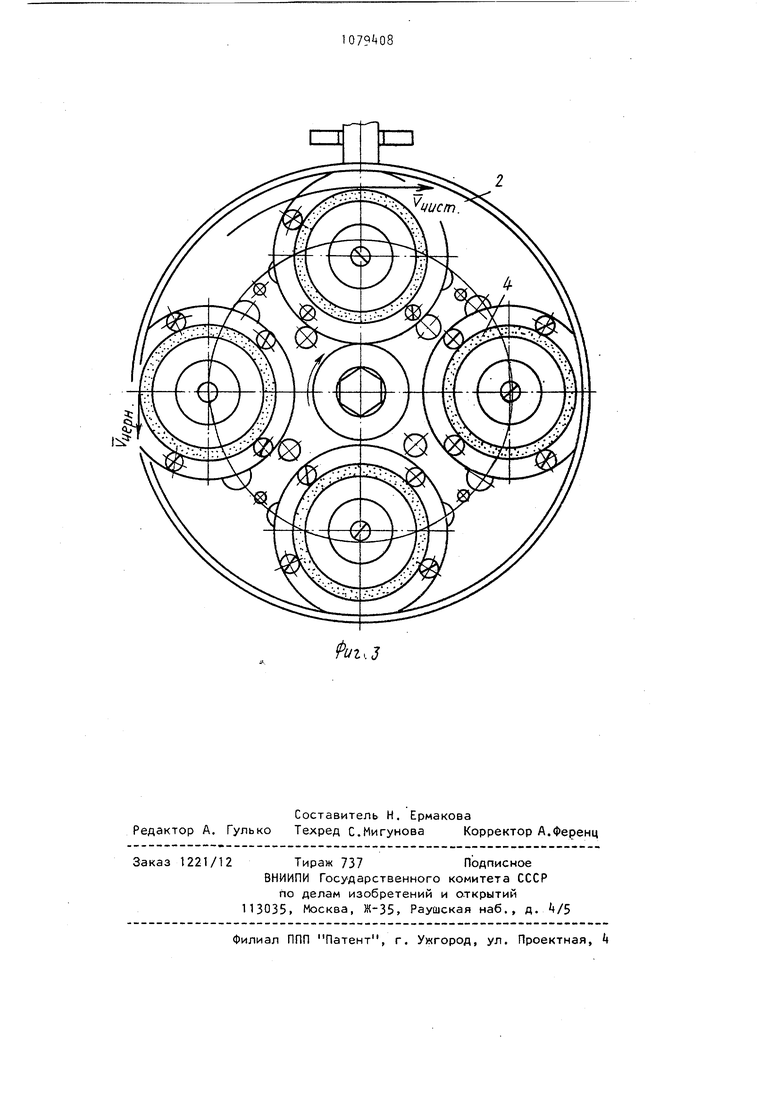
На фиг. 1 представлена последовательность съема припуска согласно предложенному способу; на фиг. 2 расположение абразивных элементов и параметры их перемеи(ений; на фиг. 3 JQ вариант установки абразивных элементов инструмента.
Согласно предложенному способу обработку поверхности 1 ведут вращающимся сборным инструментом 2 с аб. разивными элементами разной характеристики в виде кругов 3 с кольцевой рабочей поверхностью . Абразивные элементы разных ря,,ов смещены в осевом направлении. Скорость и глубина резания у инструментов в разных рядах могут быть разными.
Обработку осуществляют путем врезания инструмента 2 на глубину t
черн + перемещения его вдоль обрабатываемой поверхности.
Пример. У инструмента предварительно смещают абразивные элементы в виде кругов 3 для чистовой обработки к центру вращения инструмента относительно кругов для черновой обработки на величину большую, чем величина требуемой продольной подачи детали за время поворота инструмента 2 на угол между смежными кругами и большую, чем ширина В кольцевой рабочей поверхности кругов 3 для черновой обработки
о5
.
Е В
где g - величина относительного радиального смещения смежных кругов, м; S ,. - величина продольной подачи
на 1 оборот инструмента, М;
К - количество абразивных элементов в виде кругов в инструменте;
В - ширина кольцевой рабочей поверхности кругов для
черновой обработки, м. Затем обеспечивают осевое смещение на величину смежных кругов, равную требуемой глубине чистовой масти снимаемого при шлифовании припуска. После этого задают кругам 3 вращение например планетарное движение с попа но противоположным направлением собственного вращения (фиг. 3) и окружными скоростями, ч;оответствующими черновому и чистовому режимам обрабо ки, для чего задают смежным кругам угловые скорости вращения, связанные соотношением W R -V кр.черн кр черн в.черн чист . Цист кр в. ч и ст собственные угловые где -р.черн скорости вращения со- кр . чист ответственно черновых и чистовых кругов, 1/с; J V оптимальные скорости черн чист чернового и чистового режимов шлифования, м/с; радиус кругов, м; о о расстояние от оси инВ.черн 6.чист струмента до осей соответственно черновых и чистовых кругов, м угловая скорость вращения инструмента, м/с. Одновременно с выполнением описанного движения абразивных кругов 3 при
вращении инструмента 2 осуществляют продольную подачу инструмента или детали, в результате чего производят
обеспечивает повышение производительности обработки и снижение шероховатости обработанной поверхности. обработку детали, причем за один проход сГнимают черновую (большую) часть припуска выступающими в радиальном направлении кругами со скоростью шлифования, оптимальной для черновой обработки /qgpj, а . вслед за тем чистовую часть припуска tq со скоростью шлифования, оптимальной для чистовой-обработки правило большей, чем для черновой. Предложенный способ шлифования испытуют на станке мод. ЗГ71. Характеристика кругов для предварительного шлифования Z A tOMSyKB, окончательного - 24А1бСМ17К5 Скорость шлифования Vqgp If,5 м/с; 32 м/с. Продольная подача 5дд 3 м/мин. Глубина предварительного шлифования 0,03 мм, окончатель.ного 0,01 мм. Шлифуемый материал быстрорежущая сталь Р18. Шлифование осуществляется за один проход. Шероховатость поверхности после шлифования предло хенным способом R(,j 0,25+0,32 мкм, тогда как шлифование на тех же режимах (общая глубина шлифования и минутная подача) известным способом 31 позволяет получить лишь Rf 0,9+1,25 мкм. Кроме того, достигнуто повышение производительности обработки на , Таким образом, благодаря особенностям перемещения абразивных элементов предложенный способ шлифования
- /
кр
AZ..J

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2217289C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
СПОСОБ ш-лиФовАНия леской ПОВЕРХНОСТИ, согласно которому обработку ведут вращающимся сборным инструментом с абразивными элементами разной характеристики, расположенными концентричными рядами, смещенными один относительно другого в осевом направлении, при подаче его вдоль обрабатываемой поверхности, отличающийся тем, что, с целью повышения производительности обработки и уменьшения шероховатости обработанной поверхности, в качестве абразивных элементов берут установленные равномерно по окружности в каждом ряс ду круги с кольцевой рабочей поверх(С ностью, которым сообщают вращение во(Л круг собственных осей. | х 4 о ЭО
