Изобретение относится к периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и трещин.
Известен способ шлифования кругом с прерывистой рабочей поверхностью, при котором заготовки и шлифовальному кругу сообщают вращательные движения, а круг перемещают вдоль образующей обрабатываемой заготовки, при этом заготовку на время выхода периферийной режущей части круга из зоны контакта с ней нагружают со стороны круга усилием, равным усилию резания /1/.
Недостатком известного способа является формирование волнообразных выступов на обрабатываемой поверхности в момент периодического прерывания процесса шлифования и нагружения со стороны круга усилием, равным усилию резания, что снижает качество обрабатываемой поверхности, стойкость инструмента и производительность обработки. Больше того, по мере износа шлифовального круга вышеназванные отрицательные явления прогрессируют.
Наиболее близким по технической сущности и достигаемому результату является способ шлифования поверхностей сборным прерывистым кругом, включающий вращение и перемещение относительно обрабатываемой заготовки шлифовального круга, имеющего неподвижные абразивонесущие элементы на его выступах и подвижные абразивонесущие бруски, размещенные в продольных пазах круга с возможностью взаимодействия с механизмом их синхронного перемещения /2/.
Недостатком известного способа является формирование волнообразных выступов на обрабатываемой поверхности в момент периодического прерывания процесса шлифования и нагружения со стороны круга усилием, равным усилию резания, что снижает качество обрабатываемой поверхности, стойкость инструмента и производительность обработки. Больше того, по мере износа шлифовального круга вышеназванные отрицательные явления прогрессируют.
Задачей изобретения является повышение качества и производительности обработки, а также стойкости инструмента за счет периодического, последовательного воздействия на обрабатываемую поверхность участков шлифовального круга с прерывистой периферийной режущей поверхностью и участков с непрерывной поверхностью.
Поставленная задача решается предлагаемым способом шлифования поверхностей сборным прерывистым кругом, включающим вращение и перемещение относительно обрабатываемой заготовки шлифовального круга, имеющего неподвижные абразивонесущие элементы на его выступах и подвижные абразивонесущие бруски, размещенные в продольных пазах круга с возможностью взаимодействия с механизмом их синхронного продольного перемещения, при этом осуществляют черновую и чистовую обработку заготовки шлифовальным кругом путем изменения прерывистости его рабочей периферийной режущей поверхности, причем сначала ведут обработку прерывистой периферийной режущей поверхностью круга, а при чистовой обработке - непрерывной поверхностью, которую образуют путем перемещения подвижных абразивонесущих брусков в зону работы неподвижных абразивонесущих элементов круга.
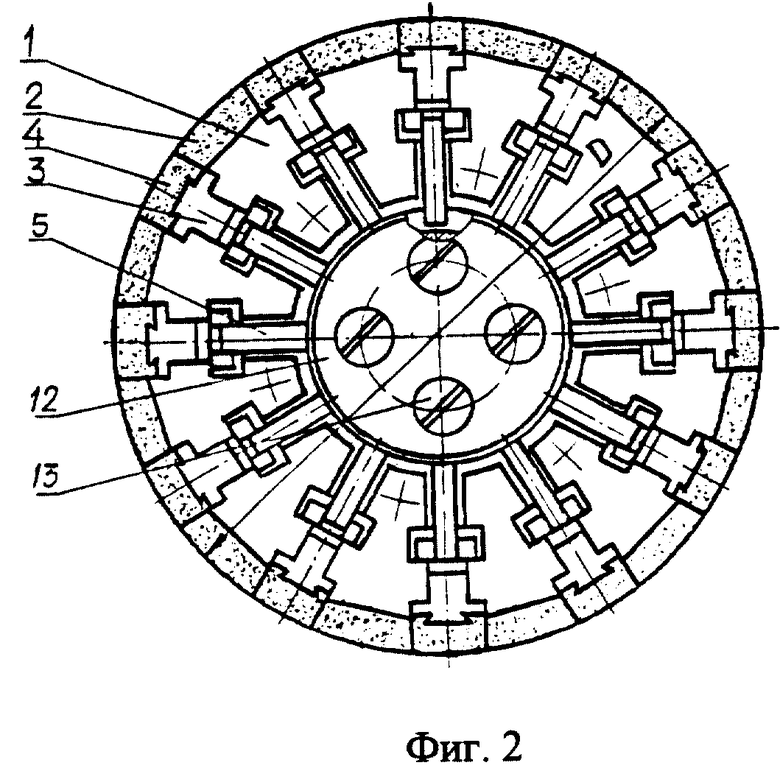
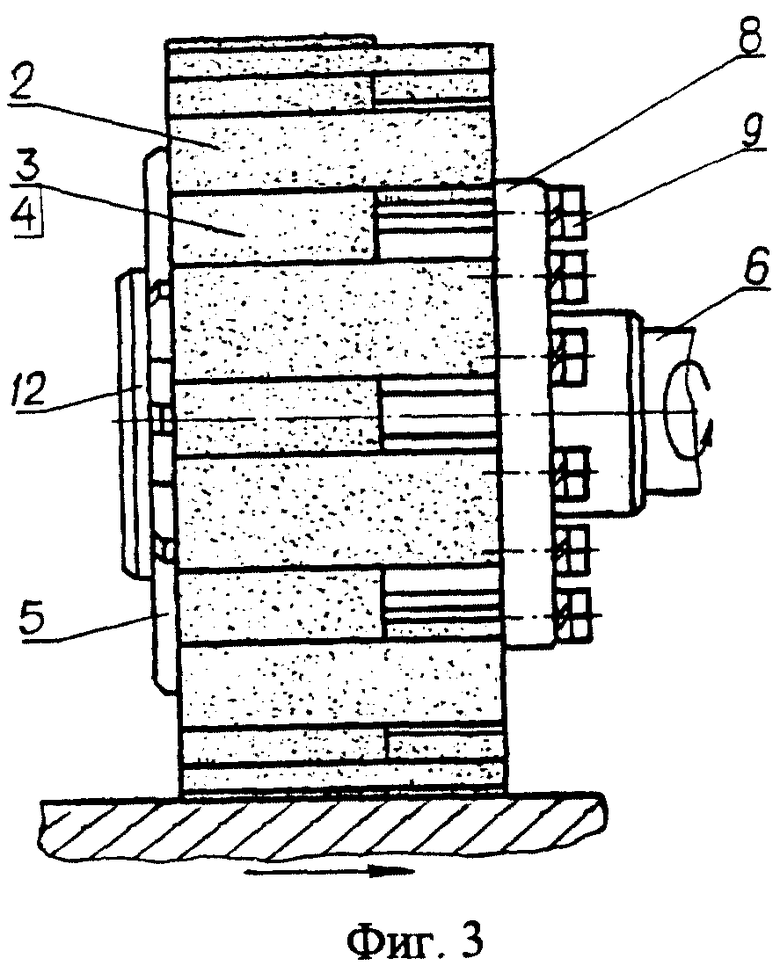
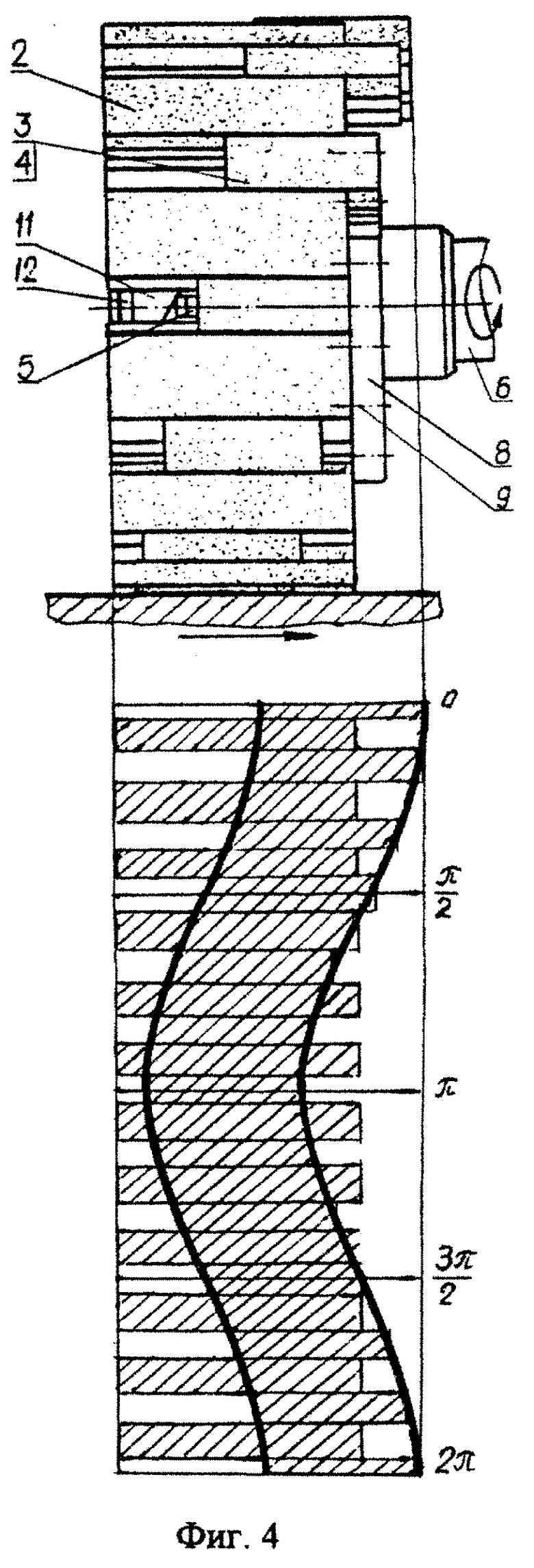
На фиг. 1 изображена схема процесса обработки в режиме прерывистого шлифования и инструмент для осуществления предлагаемого способа, продольный разрез; на фиг. 2 - инструмент для осуществления предлагаемого способа, вид на торец; на фиг. 3 - схема процесса обработки в режиме непрерывного шлифования; на фиг. 4 - схема прерывистого шлифования с непрерывным аксиально-смещенным режущим слоем и развертка следа инструмента на обрабатываемой поверхности.
Обработка поверхности шлифованием по предлагаемому способу производится сборным прерывистым кругом, корпус 1 которого представляет собой диск с центральным отверстием и продольными пазами по наружному диаметру.
Жесткие режущие неподвижные абразивонесущие элементы 2 выполнены заодно с выступами корпуса и в совокупности представляют прерывистый шлифовальный круг диаметром D, которым работают при черновой обработке с повышенными режимами резания. В продольных радиальных пазах круга расположены подвижные призматические бруски 3, которые снаружи несут на себе режущие абразивные элементы 4, а изнутри - Г-образные рычаги 5. Подвижные призматические абразивонесущие бруски 3 заполняют все пространство продольных радиальных пазов круга до уровня D с получением круга с непрерывной режущей поверхностью при перемещении брусков в зону резания жестких неподвижных абразивонесущих элементов 2, и круг работает в режиме непрерывного шлифования при чистовой обработке (фиг. 3). Корпус круга крепится на шпинделе 6 шлифовальной бабки 7 при помощи ступицы 8, болтов 9 и гайки 10. Внутри шпинделя расположен толкатель 11, который своим пазом, образованным крышкой 12, закрепленной винтами 13, взаимодействует с Г-образными рычагами 5 призматических брусков 3. Толкатель 11 через отверстие шпинделя связан с приводом его продольного перемещения (не показан).
На фиг. 1 толкатель показан в крайнем правом положении, в котором подвижные призматические абразивонесущие бруски 3 максимально выдвинуты в продольном направлении из зоны жестких режущих неподвижных абразивонесущих элементов 2. В этом случае периферия круга представляет собой прерывистую режущую поверхность из жестких режущих неподвижных абразивонесущих элементов 2, расположенную слева на фиг. 1, и прерывистую цилиндрическую поверхность из абразивонесущих брусков 3 - справа. Круг, соприкасаясь прерывистой цилиндрической поверхностью из элементов 2 с обрабатываемой поверхностью изделия, снимает основную величину припуска, а прерывистой поверхностью из абразивонесущих брусков 3 производит окончательную чистовую обработку. Прерывистая периферийная поверхность из элементов 2 обеспечивает прерывание контакта обрабатываемая поверхность - абразивный круг и исключает образование прижогов, позволяет снизить теплонапряженность в зоне контакта с обрабатываемой поверхностью заготовок из трудношлифуемых склонных к прижогам материалов, повысить режимы резания и увеличить производительность. Идентичность величин углов секторов расположения радиальных пазов круга и абразивонесущих брусков 3, а также одинаковое угловое расположение этих участков обеспечивают осуществление процесса чистовой обработки в момент прерывания контакт элементов 2 - заготовка, что исключает колебания шлифовального круга и уменьшает шероховатость обработанной поверхности.
Технологическая система станок - приспособление - инструмент - заготовка периодически нагружается и разгружается на величину радиальной составляющей силы резания абразивонесущими брусками 3 при отсутствии контакта заготовки с элементами 2, т. е. в момент периодического прерывания процесса чернового шлифования (вследствие прерывистой поверхности круга). В результате на обрабатываемой поверхности волнообразные выступы не формируются, что повышает качество обработанной поверхности.
Как только будет снят основной припуск, оставленный под черновое шлифование, и надо переходить к чистовому шлифованию, по предлагаемому способу конструкция круга переводится в режим сплошного шлифования путем продольного перемещения подвижных призматических абразивонесущих брусков 3 в зону работы жестких режущих неподвижных абразивонесущих элементов 2 с помощью воздействия толкателя при его перемещении на Г-образные рычаги 5 подвижных призматических брусков 3. Тем самым при чистовой обработке круг работает сплошной периферийной режущей поверхностью в режиме непрерывного шлифования. Качество обработки повышается за счет уменьшения пульсации силы резания, увеличивается стойкость круга и повышается производительность обработки.
Продольное перемещение подвижных призматических абразивонесущих брусков 3 из зоны прерывистой периферийной режущей поверхности (фиг. 1) в зону сплошной поверхности (фиг. 3) дает возможность уменьшить теплонапряженность и вероятность появления прижогов и микротрещин, увеличить режимы резания и производительность при обработке трудношлифуемых материалов путем проведения чернового прерывистого и чистового сплошного шлифования одним и тем же кругом.
Кроме того, в предлагаемом способе и конструкции круга реализована возможность установки подвижных призматических абразивонесущих брусков 3 под углом к плоскости, перпендикулярной оси вращения, с образованием аксиально смещенного режущего сплошного слоя (фиг. 4). При этом паз, находящийся в толкателе 11 и образованный крышкой 12, расположенный в плоскости, перпендикулярной оси вращения, заменяется на наклонный.
Аксиально смещенный режущий сплошной слой обеспечивает осцилляцию теплового поля, позволяет интенсифицировать процесс обработки вследствие прироста сплошной длины дуги контакта круга и заготовки, наличие угла пересечения траектории движения аксиально смещенного режущего сплошного слоя с направлением исходной шероховатости, обуславливает сетку следов и характер микрогеометрии, как при хонинговании, шлифохонинговании с наложением вибраций.
Предлагаемый способ при работе круга с аксиально смещенным сплошным слоем решает проблему снижения теплонапряженности при непрерывности контакта инструмента и заготовки с сохранением преимуществ процесса прерывистого шлифования.
Предлагаемый способ шлифования поверхностей сборным прерывистым кругом для комбинированной обработки позволяет реализовать принцип неповторяющегося следа благодаря перемещению подвижных абразивонесущих брусков. С большой степенью вероятности можно утверждать и производственные испытания подтвердили, что зерна подвижных абразивонесущих брусков 3 не попадают в ранее прорезанные риски- царапины неподвижных абразивонесущих элементов 2. Это дает возможность повысить режущую способность круга и значительно улучшить шероховатость обработанных поверхностей.
Перемещение подвижных абразивонесущих брусков по предлагаемому способу при переходе с режима чернового на чистовое шлифование улучшает условия самозатачиваемости абразивного инструмента и равномерность износа всех абразивонесущих элементов.
Проведены сравнительные испытания по обработке шлифованием известным способом сплошным кругов и предлагаемым способом комбинированной обработки сборным шлифовальным кругом. На внутришлифовальном станке мод. ЗК228В шлифовалась гильза с сквозным отверстием диаметром 125 Н7(+0,04) мм и длиной 192 мм. Параметр шероховатости обработанной поверхности Ra= 0,63 мкм. Припуск на сторону - 0,25 мм. Материал заготовки - сталь 40Х закаленная до твердости HRC 52. Станок оснащен устройством для активного контроля обрабатываемых заготовок и сборным шлифовальным кругом для комбинированной обработки по предлагаемому техническому решению.
Шлифование проводилось по предлагаемому способу сборным шлифовальным кругом с креплением абразивного слоя наклеиванием. Маркировка полной характеристики круга - 24А 25П С2 5К8А 35 м/с. Диаметр сборного круга 100 мм; высота (ширина) - 80 мм. Длина и ширина неподвижных абразивонесущих выступов -63х34 мм; длина и ширина подвижных абразивонесущих брусков -ЗОх17 мм; ширина впадины (паза) -17 мм. Режимы резания: частота вращения круга при принятой окружной скорости 35 м/с - Пк - 6000 мин-1; скорость движения заготовки - 62,8 м/мин; поперечная подача круга - 0,008 мм/дв.ход; продольная минутная подача - 5390 мм/мин. Охлаждающая жидкость - эмульсия.
Обработка проводилась по предлагаемому способу в режиме прерывистого шлифования при максимально выдвинутых из зоны резания неподвижных абразивонесущих элементов абразивонесущих брусков в течение 2,2 мин, а затем переходили на режим чистового шлифования и перемещали подвижные абразивонесущие бруски по предлагаемому способу в зону резания неподвижных абразивонесущих элементов. Шлифование заканчивали в режиме сплошного шлифования.
Заданный параметр шероховатости Ra=0,63 мкм и размер отверстия гильзы с необходимой точностью были достигнуты через 3,1 мин, что в два раза быстрее, чем при обычном способе шлифования.
При этом были отмечены благоприятные условия резания, виброустойчивость, минимальный нагрев заготовки. Хотя обработка проводилась при повышенной производительности съема металла, появления прижогов и микротрещин на обработанной поверхности зафиксировано на было.
Применение способа и сборного шлифовального круга для комбинированной обработки для реализации этого способа повышает производительность обработки, позволяет исключить операцию получистового шлифования благодаря улучшению шероховатости поверхности на 1-2 класса и снизить расход абразивного инструмента.
Источники информации
1 Авторское свидетельство СССР N 1685685, кл. В 24 В 1/00, 1991.
2 Авторское свидетельство СССР N 1371893, кл. В 24 В 5/00, 1985 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2217289C2 |
| СБОРНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218267C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
Изобретение относится к периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и трещин. Шлифование осуществляют кругом с изменяющейся прерывистостью, что позволяет вести черновую и чистовую обработки. На выступах корпуса расположены неподвижные абразивонесущие бруски. В его продольных пазах - подвижные абразивонесущие бруски, связанные с механизмом их продольного перемещения. Черновую обработку производят прерывистой поверхностью круга. После снятия основного припуска конструкция круга переводится в режим сплошного шлифования. Для этого подвижные абразивонесущие бруски перемещают в зону работы неподвижных элементов. Подвижные бруски могут быть установлены с образованием аксиально смещенного режущего сплошного слоя. Такие действия позволяют уменьшить теплонапряженность процесса и исключить появление прижогов и микротрещин, увеличить режимы резания и производительность при обработке трудношлифуемых материалов путем проведения чернового прерывистого и чистового сплошного шлифования одним и тем же кругом. 4 ил.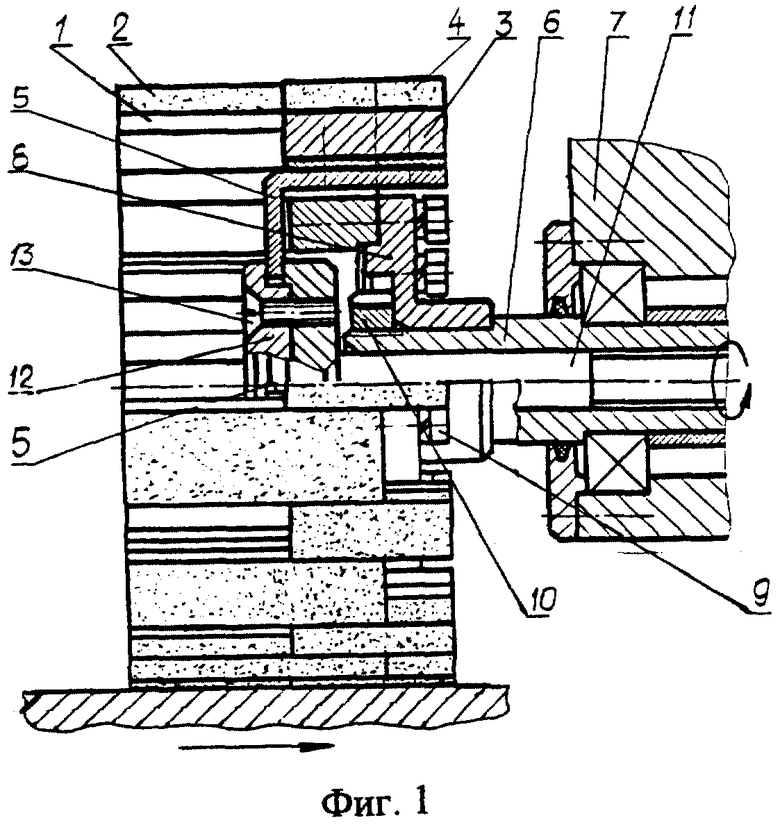
Способ шлифования поверхностей сборным прерывистым кругом, включающий вращение и перемещение относительно обрабатываемой заготовки шлифовального круга, имеющего неподвижные абразивонесущие элементы на его выступах и подвижные абразивонесущие бруски, размещенные в продольных пазах круга с возможностью взаимодействия с механизмом их синхронного продольного перемещения, отличающийся тем, что осуществляют черновую и чистовую обработку заготовки шлифовальным кругом путем изменения прерывистости его рабочей периферийной режущей поверхности, причем сначала ведут обработку прерывистой периферийной режущей поверхностью круга, а при чистовой обработке - непрерывной поверхностью, которую образуют путем перемещения подвижных абразивонесущих брусков в зону работы неподвижных абразивонесущих элементов круга.
| Устройство для шлифования | 1986 |
|
SU1371893A1 |
| АБРАЗИВНЫЙ РАЗДВИЖНОЙ ИНСТРУМЕНТ | 1996 |
|
RU2118250C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2119863C1 |
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1296391A1 |
| МЕХАНИЗМ ЗАДНЕГО КОЛЕСА ПОЛУНАВЕСНОГО ОРУДИЯ | 2005 |
|
RU2288557C1 |
| DE 4235277 A1, 21.04.1994. | |||
